bm231操作.pdf - 第127页
BM231 操作手册 6.8 确认 运转 E35OCC-21- 072-A0 6.8-2 步骤 操作 结果、参考图 等 1. 进入生产画面。 2. 确认程序名称。 3. 按下 <SEMI> <BLO CK> 。 4. 按下“ START ” (开始)。 每按下一次“ ST ART ”(开始)完成, 1 程序块动作后停止。 请观察确认全部程序块 是否按计划动作。 5. 按下 <EOP> 键。 6. 按下…
BM231
操作手册
6.8 确认运转
E35OCC-21-072-A0
6.8-1
6.8. 确认运转
E35OCC-21-072-A0
在本节中对转到连续生产前的确认运转进行了说明。
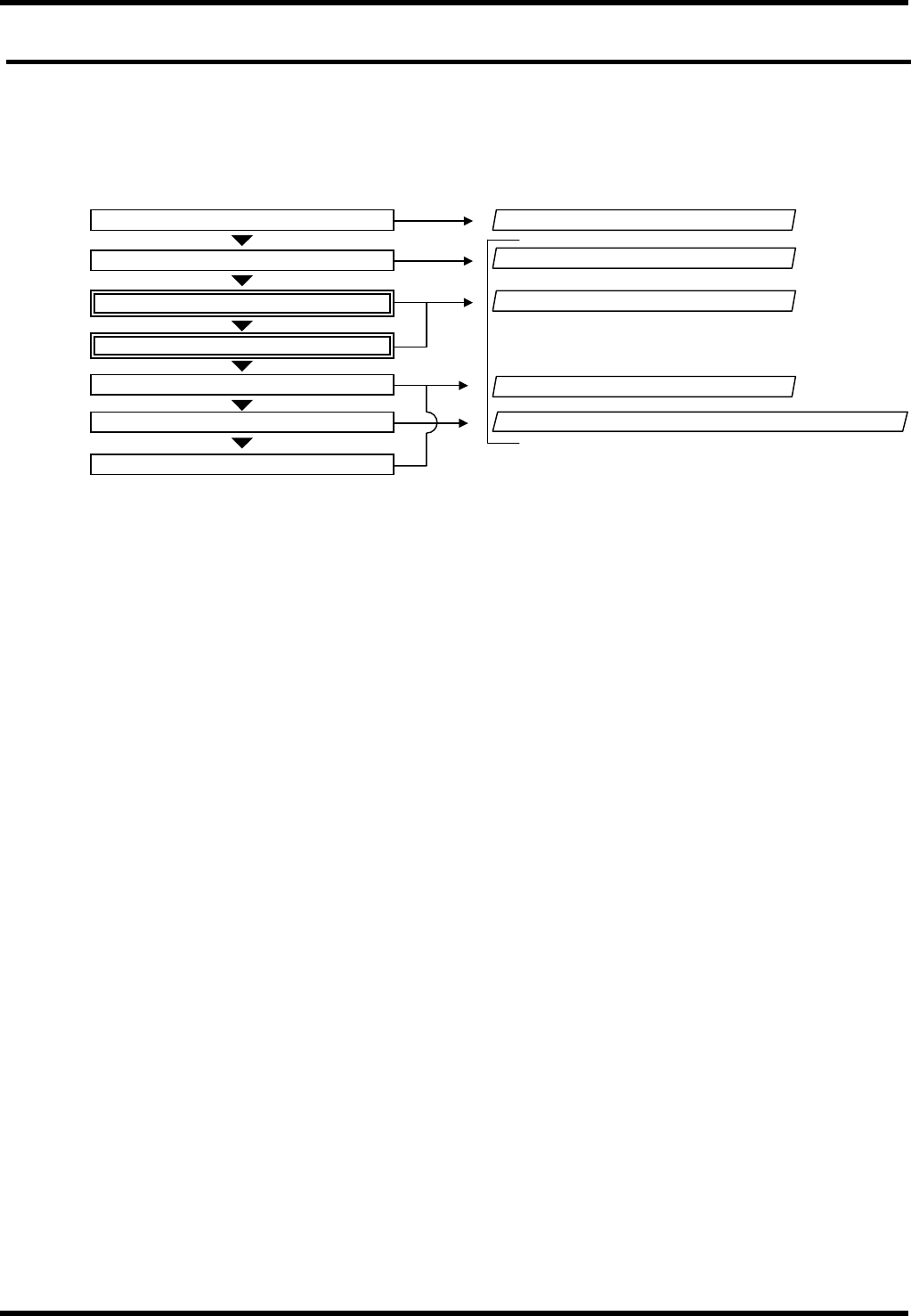
6.8.1 生产流程
从程序编制到生产按下述的工序进行。
6.8.2 确认运转
请结束品种转换。
=注意=
运转中如果出现异常,请用“STOP”(停止)键使其停止。
想紧急停止时,请按下“Emergency Stop”(紧急停止)键。
如果将“Emergency Stop Switch”(紧急停止)拉向前侧,开关返回,解除停止。
用 SEMI 确认程序
在未吸着元件时,进行贴装动作。
不使元件和基板受损,能够发现程序的基本错误。
用 BLOCK 模式,逐点确认后,用 EOP 模式进行全部的确认。
用 AUTO 确认贴装
对元件进行实际贴装,对元件、贴装位置、角度等进行确认。
使用 EOP 模式贴装 1 枚基板后,对元件的种类、位置、角度等进行确认。
6.8.3 用 SEMI 确认程序
基板搬入和搬出
用 SEMI 模式不能自动地搬入、搬出基板。
在有基板的状态下,要进行运转确认时,需要开始预先搬入基板。
结束后,请搬出基板。
==基板搬入、搬出请参照‘Ope. / 各种功能 / 轴动作’。
程序编制
品种切换
用 SEMI 确认程序
用 AUTO 确认贴装
连续生产
元件用完的对策
生产结束
参照
Pr
g
.
Ope.生产步骤
参照
‘Chan
g
eove
r
’ (
品种切换
)
参照
‘Test Run’(
确认运转
)
参照
‘Production’(生
产
)
参照
‘Measures for Part Exhaustion’
元件用完对策
BM231
操作手册
6.8 确认运转
E35OCC-21-072-A0
6.8-2
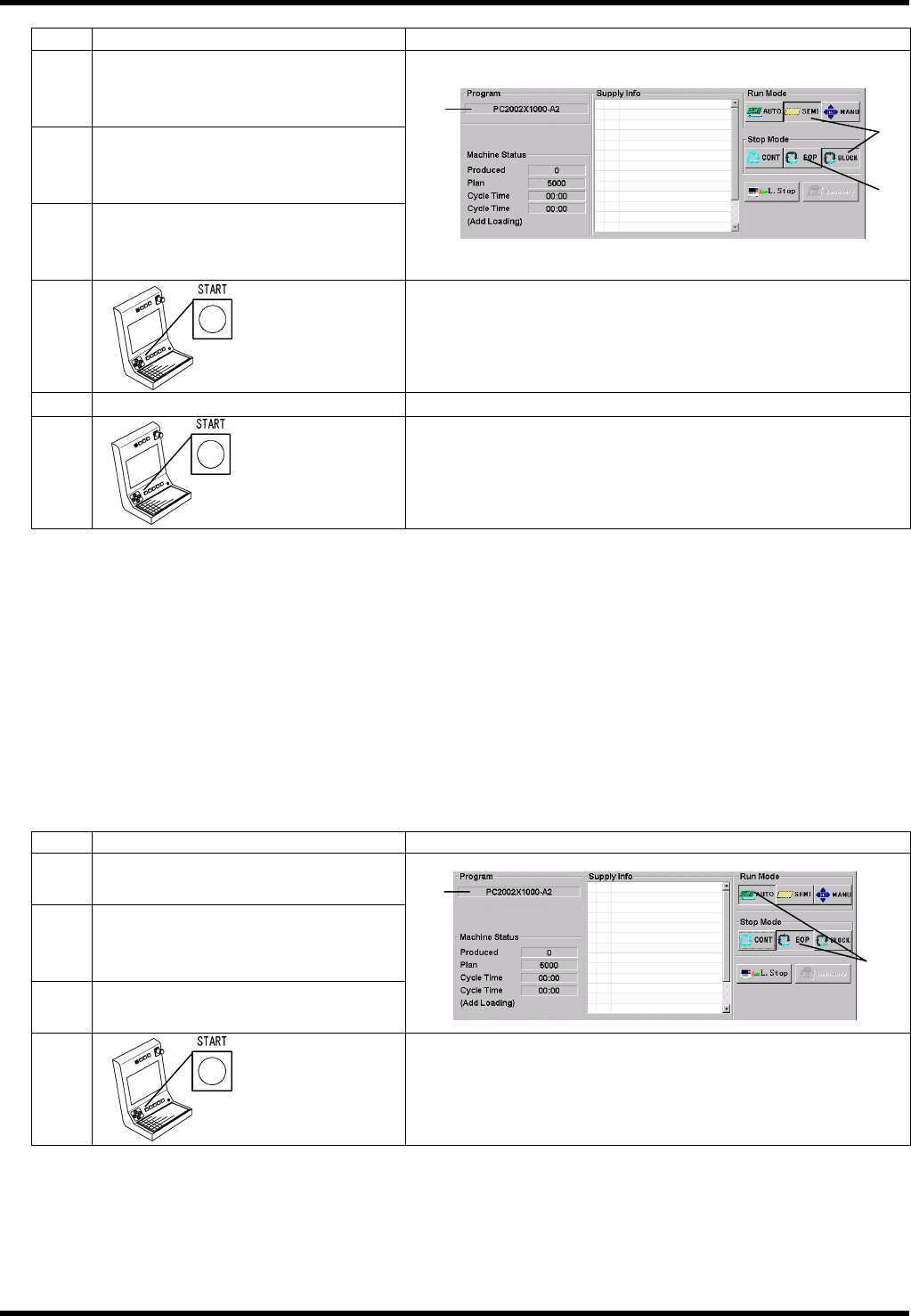
步骤 操作 结果、参考图 等
1.
进入生产画面。
2.
确认程序名称。
3.
按下<SEMI><BLOCK> 。
4.
按下“START”
(开始)。
每按下一次“START”(开始)完成,1 程序块动作后停止。
请观察确认全部程序块是否按计划动作。
5.
按下<EOP>键。
6.
按下“START”
(开始)。
请确认所有的动作。
6.8.4 AUTO 贴装确认
基板被自动搬入。
请将上游的机械设置成基板流动的状态。
=注意=
基板放置在上载导轨传送带上搬入。
此时,如将入口侧的基板传感器设为 ON,搬送带就会开始运转,请注意。
步骤 操作 结果、参考图 等
1.
进入生产画面。
2.
确认程序名称。
3.
按下<AUTO><EOP> 。
4.
按下“START”
(开始)。
搬入基板,进行贴装,搬出基板。
2.
3.
5.
2.
3.
BM231
操作手册
6.9 打印机的使用方法
E36OJC-21-130-B0
6.9-1
6.9. 打印机的使用方法
E36OJC-21-130-B0
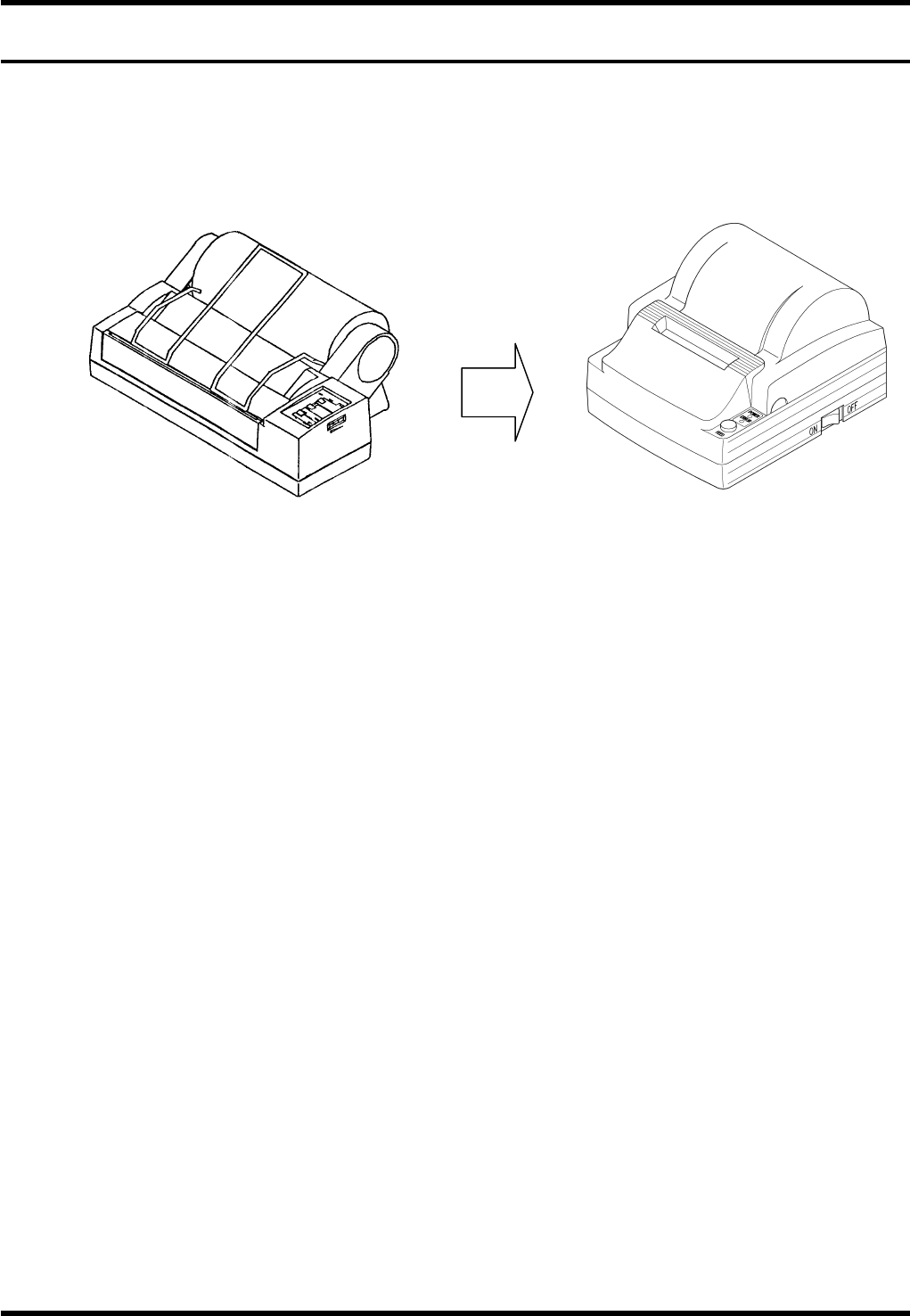
打印机为选购件。
另外,2006 年 2 月以前出厂的设备所附属的打印机型号是 N902NT36-070,2 月以后出厂设备所附属的打印机
型号则是 N510019931AA。
=注意=
使用方法根据打印机而有所不同。
型号为 N902NT36-070 的打印机时请参照后面6.9.1 各部的名称(N902NT36-070 型) 6.9.2 打印纸的更换步骤
(N902NT36-070 型) 的内容。
型号为 N510019931AA的打印机请参照后面 6.8.1各部件的名称和错误显示 (N510019931AA型) ~ 6.8.5打印
头的清洁步骤 (N510019931AA 型) 中所记述的内容。
品番: N902NT36-070 品番: N510019931AA
更换:2006 年 3 月