bm231操作.pdf - 第114页
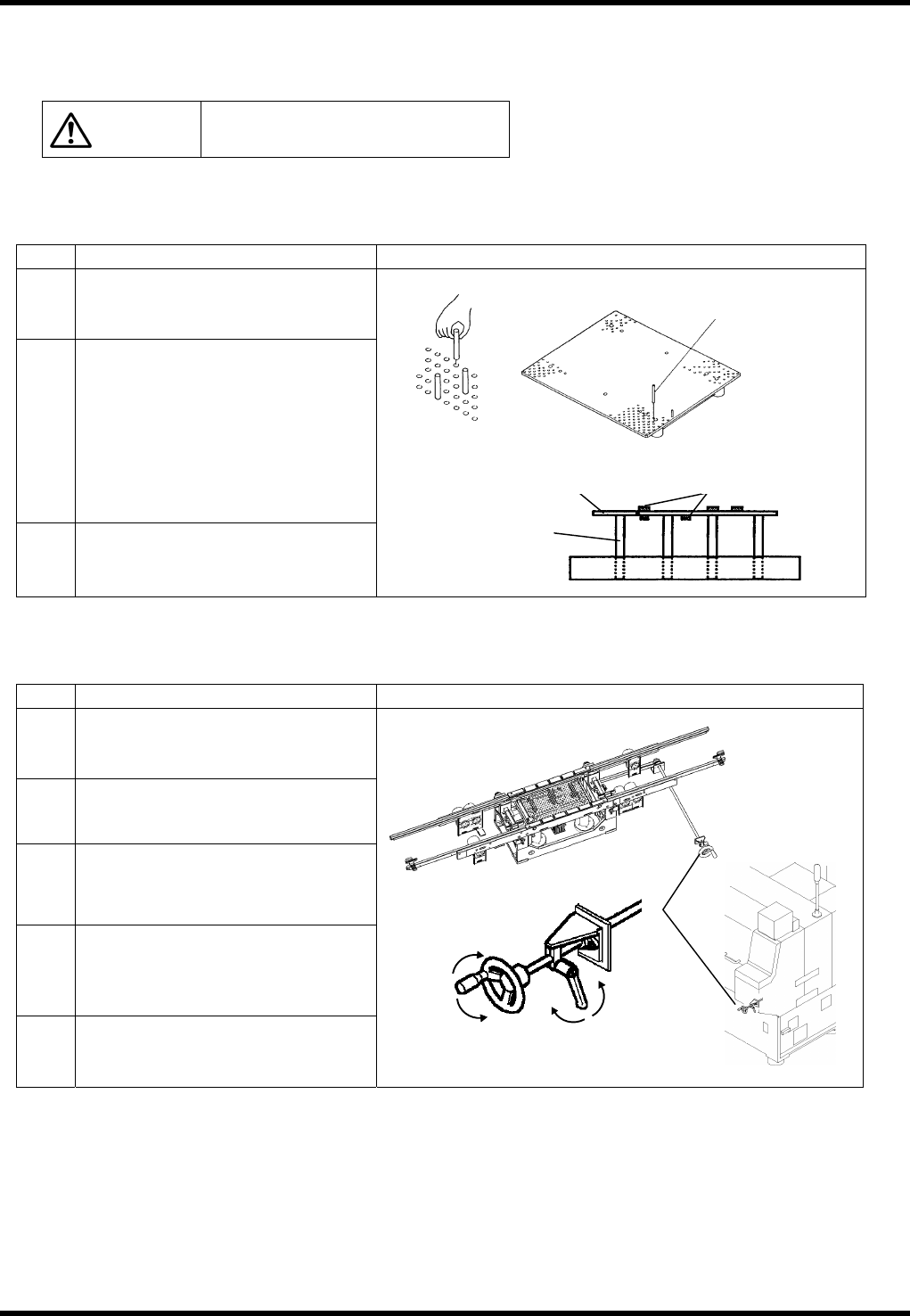
BM 231 操作手册 6.7 品种切 换 E35OCC- 21-062-C0 6.7- 1 1 调整 基板压具 基板压具放在卸 载机上用于卸 载的维修位置 ,用于防止基板因为 机器的振动不 必要的移动。 如果基板因为质 量、尺寸或表 面条件移动, 请调节基板压具。 步骤 操作 结果、参考图 等 1. 参照 ‘6 .7.5 产品转型的 设置 ’ 进行准 备。 确认如下各项: SERVO 键开关 OFF 预先调整导轨的 宽…
BM231
操作手册
6.7 品种切换
E35OCC-21-062-C0
6.7-10
Component
PC board
6.7.6 各种交换、调整作业
在 ‘Support Pin Exchange (支撑销交换)’ 画面中,可以进行支撑销交换等的各种交换、调整作业。
警告
进行交换作业时,将伺服设为 OFF
替换支撑销
步骤 操作 结果、参考图 等
1.
根据 ‘6.7.5产品转型的设置’准备。
确认如下各项:
SERVO 键开关 OFF
2.
根据基板的大小,把支撑销正确插入
支撑板。
支撑销时的注意事项:
确保支撑销均一的位于支撑板上。
确保支撑销不接触基板后侧的元
件。
垂直插入。
3.
返回 ‘6.7.5产品转型的设置’。
调整轨道宽度(不支持自动宽度调整时)
==当支持自动宽度调整时,参照 ‘6.7.9 调整轨道宽度’
步骤 操作 结果、参考图 等
1.
根据 ‘6.7.5产品转型的设置’准备。
确认如下各项:
SERVO 键开关 OFF
2.
松开锁。
3.
转手轮时,将导轨宽度调节到比基板
宽度宽 1 mm。
4.
拧紧锁。
5.
返回 ‘6.7.5 产品转型的设置’。
支撑销
基板 元件
支撑销
拧紧/ 松开
锁
变宽
变窄
BM231
操作手册
6.7 品种切换
E35OCC-21-062-C0
6.7-11
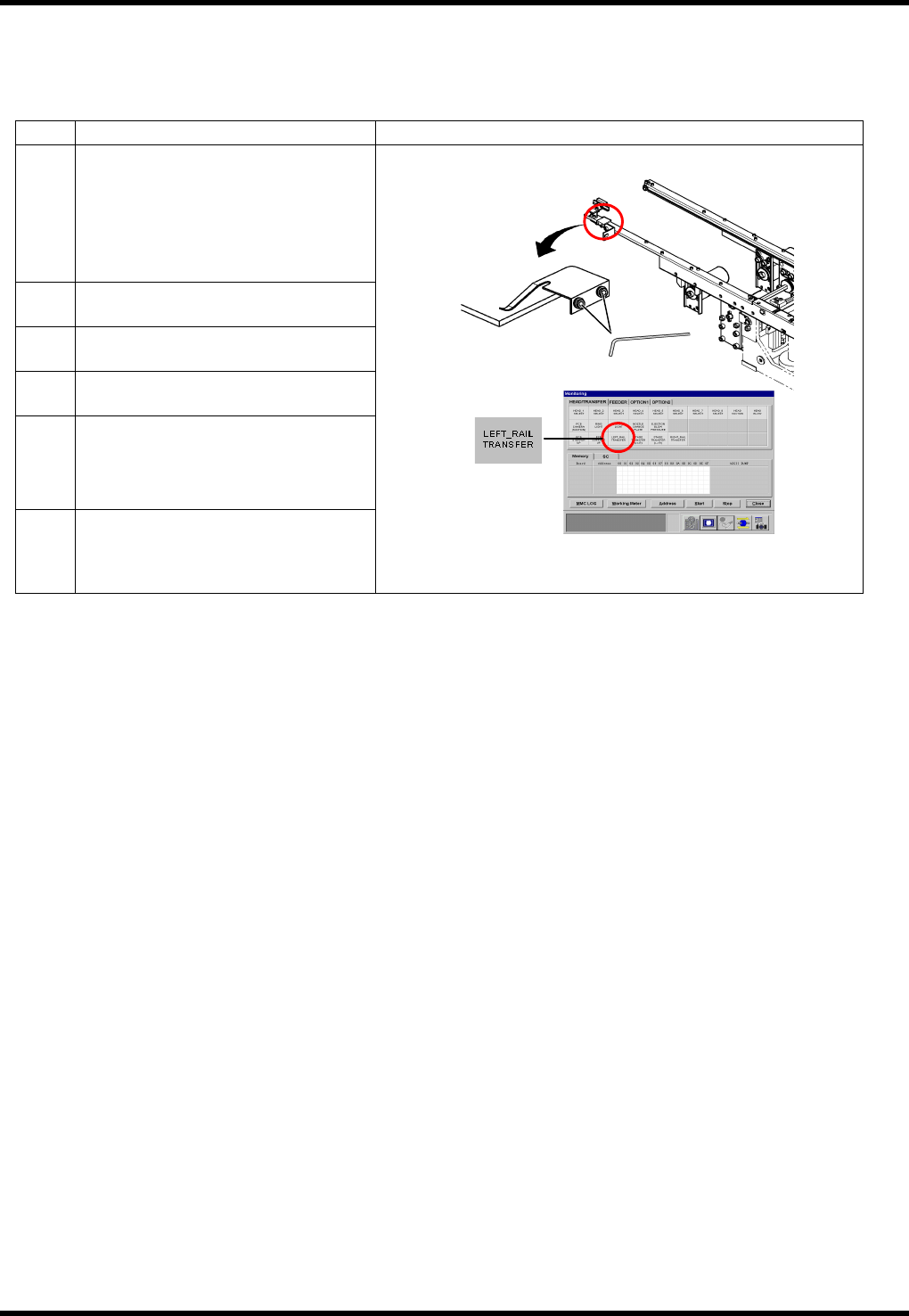
调整基板压具
基板压具放在卸载机上用于卸载的维修位置,用于防止基板因为机器的振动不必要的移动。
如果基板因为质量、尺寸或表面条件移动,请调节基板压具。
步骤 操作 结果、参考图 等
1.
参照 ‘6.7.5产品转型的设置’进行准
备。
确认如下各项:
SERVO 键开关 OFF
预先调整导轨的宽度。
2.
在卸载机的出口侧放置一块基板。
3.
旋开基板压具上的螺钉 。
4.
对着基板轻按基板压具,旋紧螺钉。
5.
手动调整传送带,确保基板移动顺
畅。
== 参照 ‘操作手册./ 画面说明 /
调节按钮’ 。
6.
返回 ‘6.7.5产品转型的设置’。
5.
x2
基板
3.,4.
BM231
操作手册
6.7 品种切换
E35OCC-21-062-C0
6.7-12
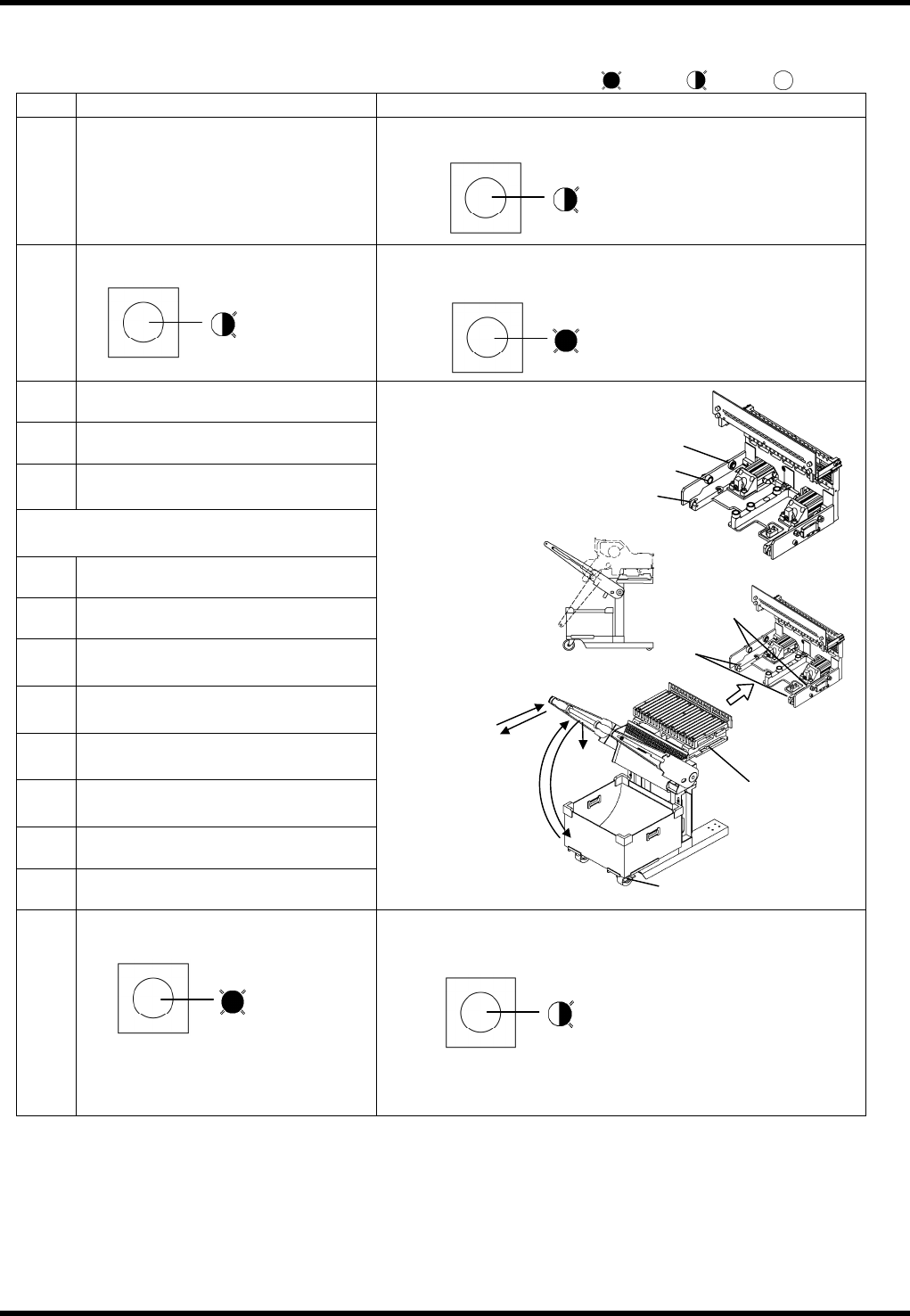
供给部整体交换方法 (选件)
==有关使用台车的更多信息,参照 ‘操作手册 / 生产 / 台车的使用方法’。
步骤 操作 结果、参考图 等
1.
参照‘6.7.5 产品转型的设置’进行
准备。
确认如下各项:
SERVO 键开关 OFF
2.
解除供给部的锁定。
3.
将把手置于位置 2。
4.
解除车轮的锁定。
5.
紧握把手,将台车拉向外侧。
台车的安装
6.
解除车轮的联锁。
7.
将把手置于位置 2。
8.
将把手略微降低,抬起进料器装载装
置。
9.
把导轨放在台车的导轨 1。
10.
推进台车,使其滑到导轨轴承 2 的底
部。
11.
继续推动台车直到进料器装载装置
的前部与 Z 轴料架相吻合。
12.
锁住轮子
13.
将把手置于位置 1。
14.
锁上供给部。
=注意=
更换台车时动作要慢而轻,以避免元件受到过大的振动。
关闭 ‘6.7.5产品转型的设置’画面时
(按画面上的<OK>)使其灭灯。
=提示=
按此按钮。
BATCH
EXCHANGE
BATCH
EXCHANGE
:亮灯 :闪烁 :熄灯
9.
10.
8.
3.,7.
4.,6.,12
导轨
9.,10.,11
13.
5.
导轨轴承 3
导轨轴承 2
导轨轴承 1
位置 1
位置 2
BATCH
EXCHANGE
按此按钮。
BATCH
EXCHANGE
BATCH
EXCHANGE