bm231操作.pdf - 第162页
BM231 操作手册 7.6 自动补料 E353OCC-22- 092-A0 7.6-1 7.6. 自动补料 E353OCC-22-09 2-A0 7.6.1 自动补料 在发生错误,设备处于 停止状态时有效。 画面上部共用部上,显 示 ‘Recov ery’ ( 自动补料 ) 的标记。 在元件用完,贴装跳过 时不显示。 按下 <Reco very>( 自动补料 ) ,就会显示下图的画面 。 设定 <Yes> ( …

BM231
操作手册
7.5 运转条件
E35OCC-22-172-A0 7.5-4
7.5.3 标记螺旋搜索
发生标记识别错误时,在标记坐标位置的周围约 1 mm 范围内,自动搜索是否有标记,如果找到标记将继续运
转。
找不到标记时,按照运转条件的标记识别错误(停止 / 跳跃 / 无补正)(Stop / Skip / No Adjust)的设定,进行
动作。
== 关于标记识别错误的设定,请参照‘Ref. / 机器设定 / 运转条件数据设定 / [运转条件 1]’。
Yes (有) :
进行标记螺旋搜索。
由于搬入基板时的基板停止位置的偏差等,用于容易发生标记识别错误的情况。
No (无) :
不进行标记螺旋搜索。
标记附近有与标记相似的图形,在有误识别为标记可能性的情况时,选择<No> (无)。
7.5.4 运转模式
用于基板生产时间的评价、贴装位置确认、耐久试验等。
Normal (一般) : 进行实际的生产。
Evaluation (评价) : 不选择元件而进行基板搬送、贴装动作。
7.5.5 评价模式条件
设定评价模式动作条件。
H Moving (H 下降) :
元件吸着、贴装时,下降到各吸头的正常高度。
使动作与实际生产相近,可活用于基板生产时间的评价与耐久试验。
=提示=
评价模式下,不进行编带供料器的进给动作。
因此与实际生产时间相比,基板生产时间会稍微缩短。
把评价模式下的基板生产时间作为大致标准,有效利用。
H Holding (H 退避) :
进行元件的吸着、贴装时,各吸头只能下降到比一般位置较高的位置上。
进行贴装位置确认(== ‘Prg. / 数据调整 / 贴装位置确认)时,不想实际吸着、贴装元件时,请选择本模
式。
=注意=
使用印刷了焊锡的基板或贴装了元件的基板时,请不要选择 ‘H Moving’ (H 下降)。
有可能使吸嘴沾上焊锡等异物。
BM231
操作手册
7.6 自动补料
E353OCC-22-092-A0
7.6-1
7.6. 自动补料
E353OCC-22-092-A0
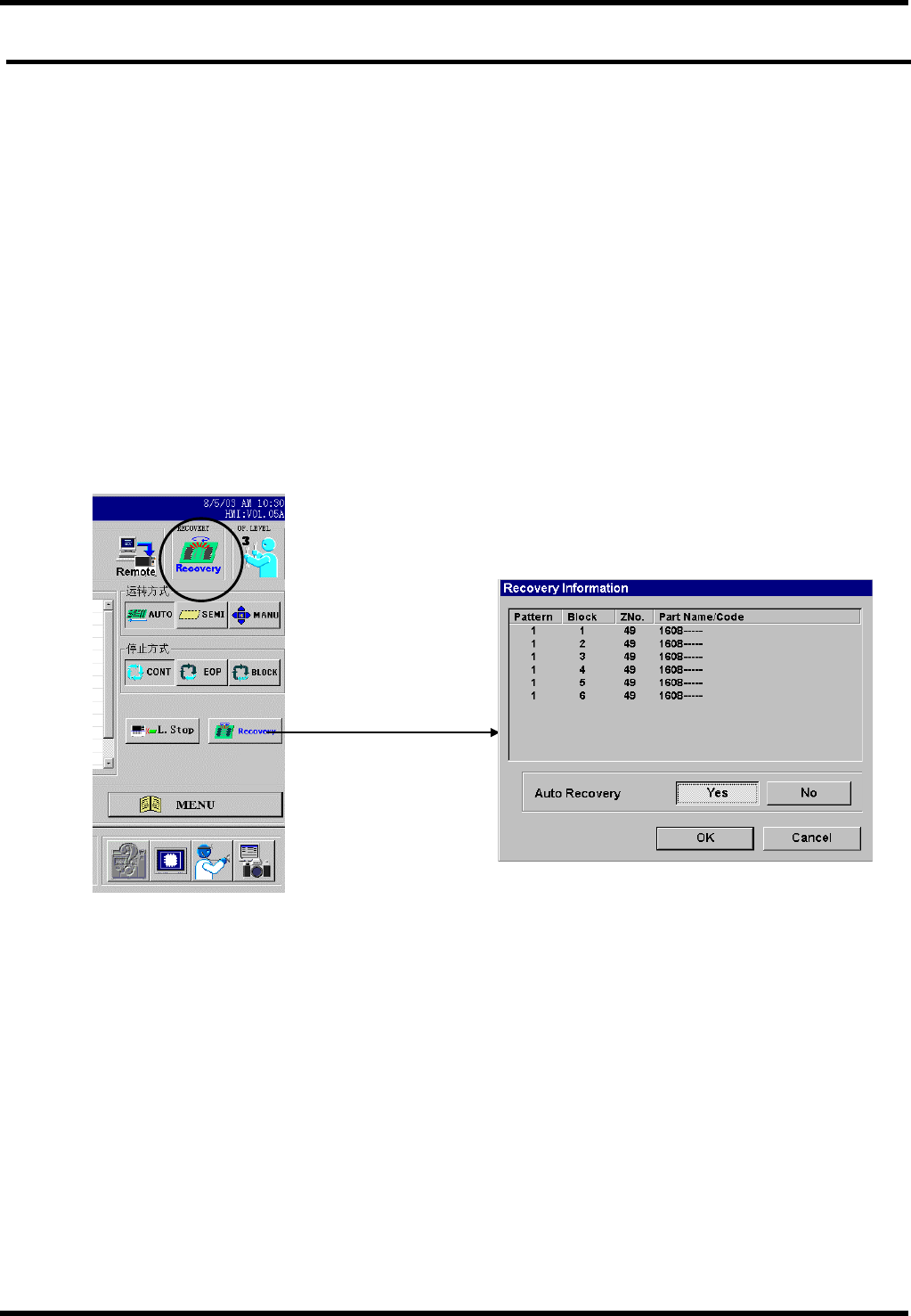
7.6.1 自动补料
在发生错误,设备处于停止状态时有效。
画面上部共用部上,显示 ‘Recovery’ (自动补料) 的标记。
在元件用完,贴装跳过时不显示。
按下<Recovery>(自动补料),就会显示下图的画面。
设定 <Yes> (执行补料) / <No> (不执行)。
按下<OK>,根据设定进行补料。
=注意=
将执行补料设置为<No>(不进行),按下<OK>则
基板在贴装中发生错误,该基板的生产中止,从基板搬送开始再开始生产。
基板在搬送中发生错误,将该基板重新设置于上载导轨上,从基板搬送开始再开始生产。
在‘Unmounted block exists’(有未贴装的程序块时)的显示中,选择自动补料<No >(不执行)时,从基板搬送
开始再开始生产。
BM231
操作手册
7.6 自动补料
E353OCC-22-092-A0
7.6-2
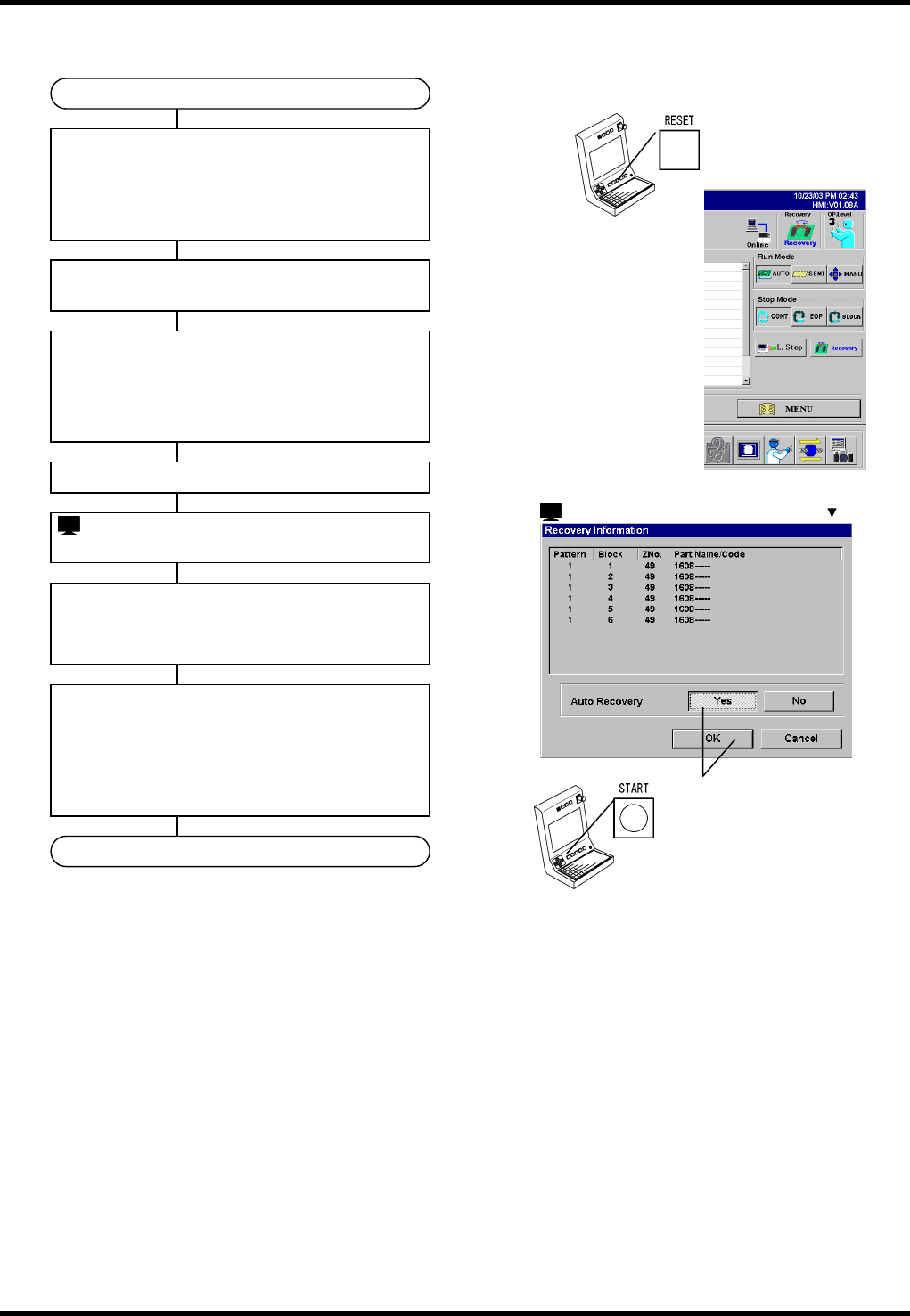
: ‘Recovery Information’(自动补料信息)’
不可能继续生产的错误(红色反转)时的处理方法
=提示=
在显示‘Unmounted block exists’(有未贴装程序块) 时按’START’(开始),就会进行与‘Auto Recovery’
(自动补料执行)< Yes >(执行)相同的动作。
根据错误的类型或者错误发生的时间,元件可能被抛弃。
: ‘Recovery Information’(自动补料信息)
5.
执行<YES>→<OK>
继续生产
4.
<Recovery>(自动补料)。
错误发生
2.
“RESET”(复位)键解除错误。
3.
错误‘Unmounted block exists’(有未贴装程
序块)
<Recovery>(自动补料)有效
1.
打开安全盖。
排除错误原因。
关闭安全盖。
6.
“START” (开始)。
解除安全停止。
7.
“START”(开始) 。
将吸着的元件作废再次吸着。
4.
5.
6., 7.
2.