bm231操作.pdf - 第64页
BM231 操作手册 4.3 生产 画面 E35OCC-15- 062-C0 4.3-1 4.3. 生产画面 E35OCC-15-062-C 0 在本节中对生产时所使 用的‘ Prod uction S tart Scr een ’(生产画面) 进行了说明。 = = 有关画面上下 的共用部分,请参照 ‘Ope./Scr een Configurat ion' ( O pe. / 画 面构成)。 4.3.1 生产画面整体 生…
BM231
操作手册
4.2 画面操作方法
E35OCC-15-022-A0
4.2-2
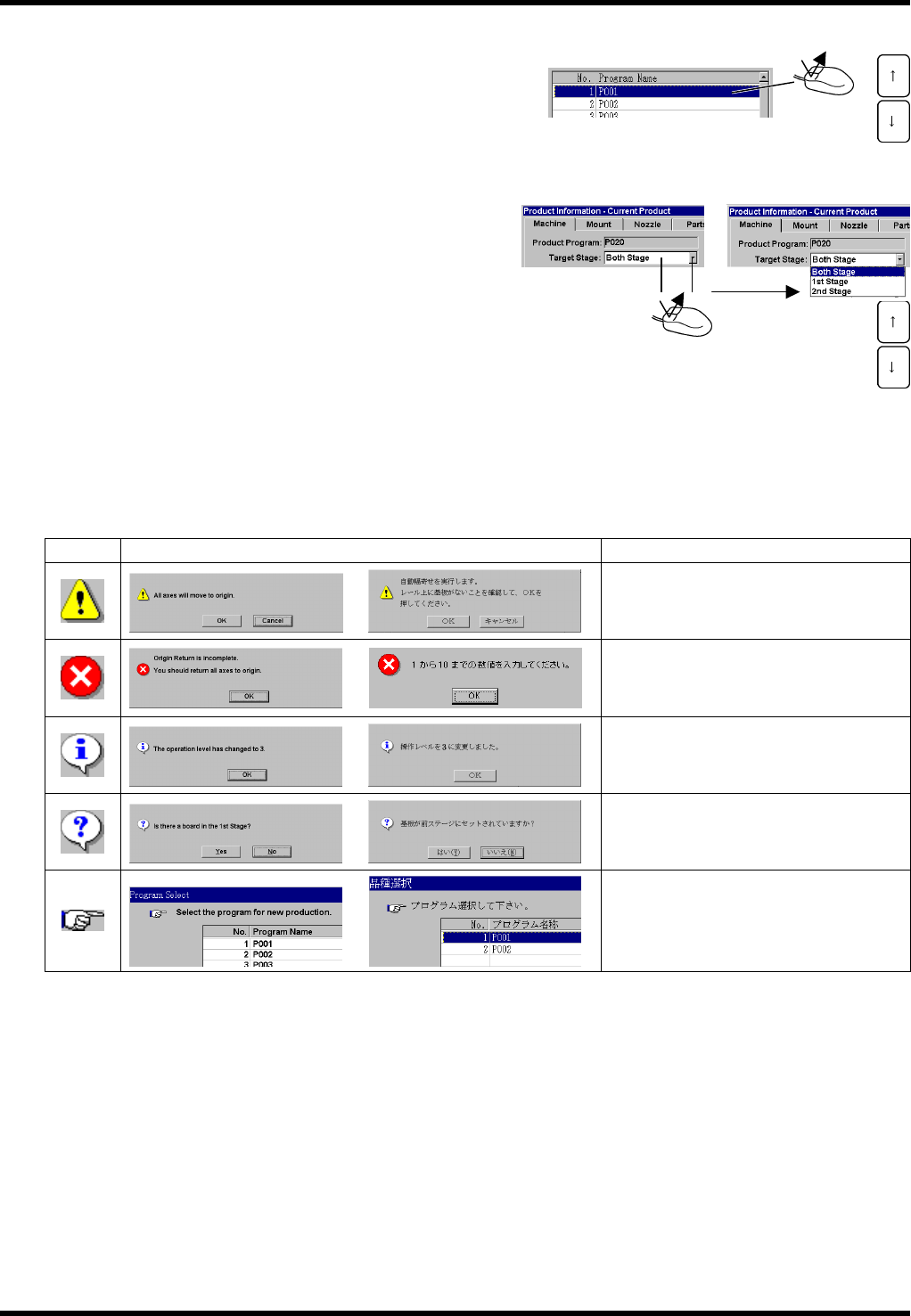
使用选择框进行选择
点击选择框内,进行选择。
选择框内进行选择时,可以按键盘上的"↑" "↓" 键,更改
选择。
使用列表框进行选择
如果点击列表框或者列表按钮,就会显示选择候补选
项,选择该项。
在列表框内或其候补列表当中进行选择时,可使用键
盘上的 "↑" "↓" 更改选择。
4.2.2 注释标记
显示注释标记大致可分为下列各项。
标记 例子 意思
需注意的项目。
如果执行,则机械运转。
通知错误或异常结束的项目。
提供各种信息的项目。
需确认的项目。
进行作业指示的项目。
or
BM231
操作手册
4.3 生产画面
E35OCC-15-062-C0
4.3-1
4.3. 生产画面
E35OCC-15-062-C0
在本节中对生产时所使用的‘Production Start Screen’(生产画面)进行了说明。
== 有关画面上下的共用部分,请参照‘Ope./Screen Configuration'(Ope. / 画面构成)。
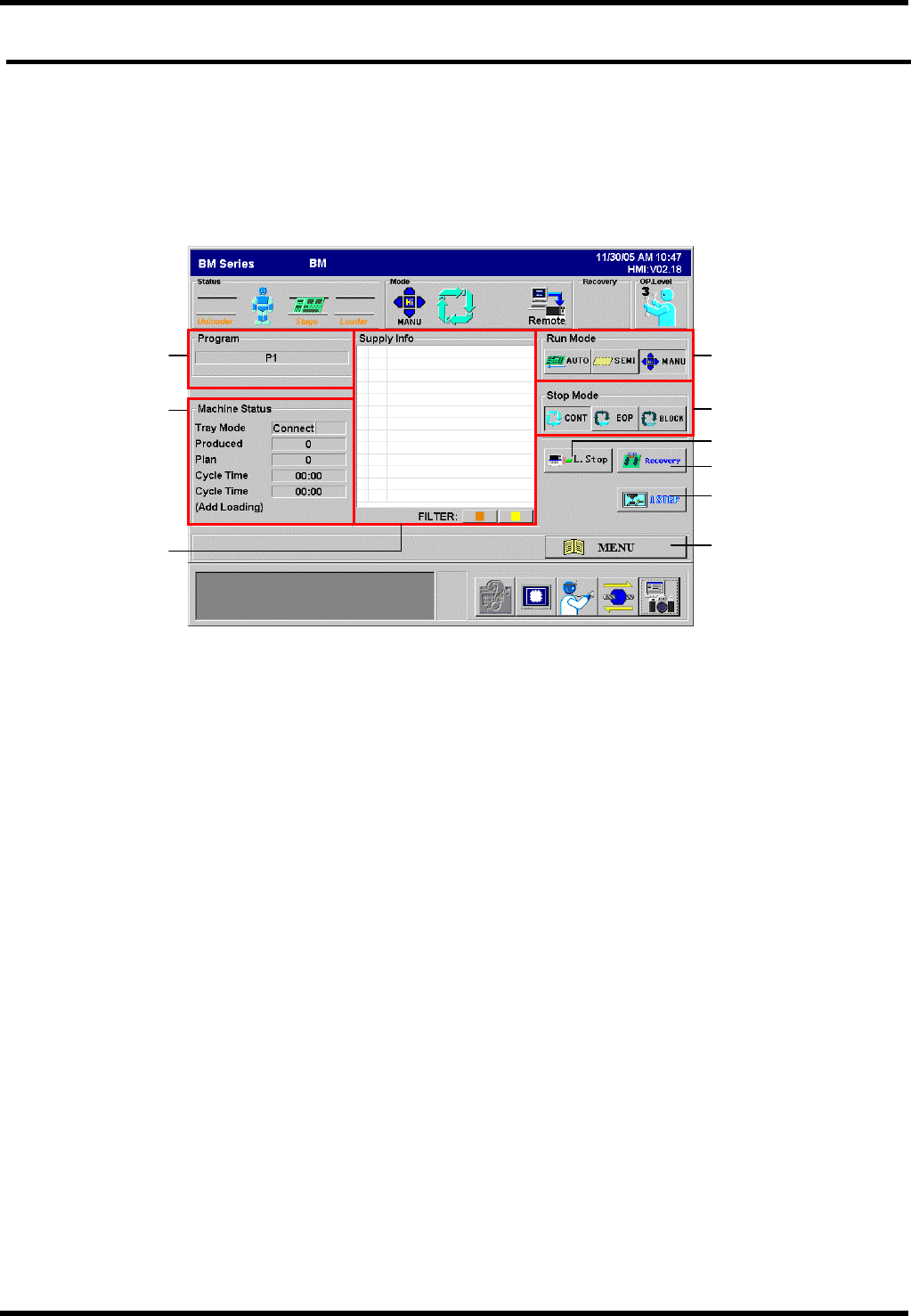
4.3.1 生产画面整体
生产画面的大致区分如下图所示。
4.3.2 Program (程序名)
显示当前选择的品种程序名称。
4.3.3 Machine Status (设备状态)
1. Produced (生产枚数)
显示生产完成的基板枚数。
2. Plan (生产预定枚数)
显示用于生产的预定基板数。
品种切换时,在品种选择画面上,显示输入到‘Plan’(生产预定枚数)的枚数。
3. Cycle Time (1 枚生产时间)
指基板生产结束并搬出后到下一个基板生产结束并搬出的时间。
4. Cycle Time (Add Loading) (1 枚生产时间 (包括搬送))
指 1 枚生产时间上加上基板搬送时间。
也包含基板等待时间。
4.3.5
4.3.6
4.3.7
4.3.8
4.3.10
4.3.2
4.3.3
4.3.4
4.3.9
BM231
操作手册
4.3 生产画面
E35OCC-15-062-C0
4.3-2
4.3.4 Supply Information (元件用完信息)
显示发出元件用完及元件用完预告的供给部的 Z 编号和元件名称(没有名称时显示元件形状代码)。
Z 编号按照从小到大的顺序显示。
红色反转显示:表示发生元件用完的供给部。
自动备用元件供给时,是备用元件的用完状态。
橙色反转显示:发生元件用完的供给部。
自动备用元件供给时,是备用元件的剩余状态。
黄色反转显示:表示发生元件用完预告的供给部。
红色显示:表示指定元件用完跳跃的供给部。
如果将橙色的 FILTER 按钮置于 ON 状态,则不显示橙色反转显示的 Z 编号。
如果将黄色 FILTER 按钮置于 ON 状态,则不显示黄色反转显示的 Z 编号。
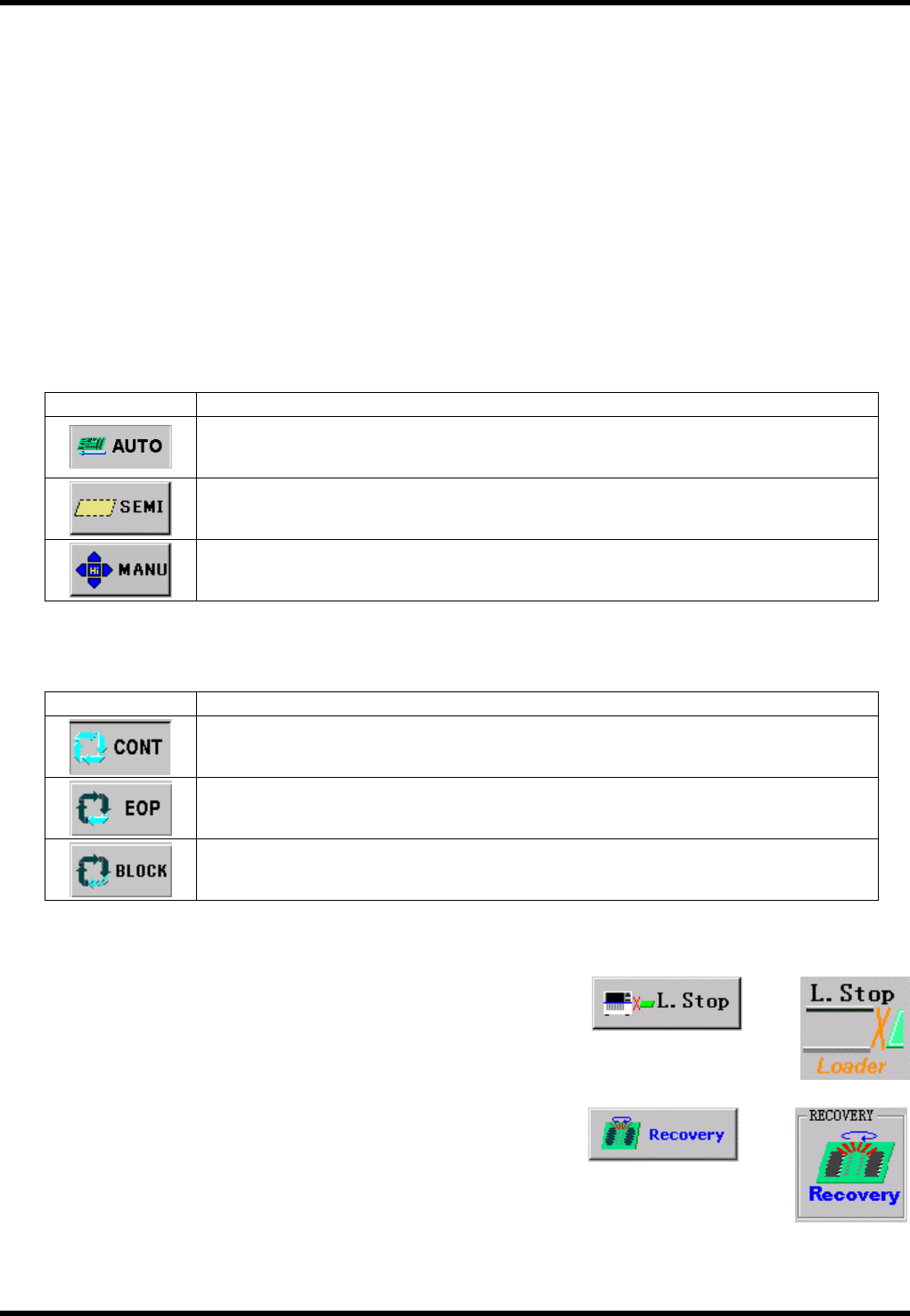
4.3.5 Run Modes (运转模式)
按钮 功能
切换为全自动模式。
进行生产的模式。
切换为半自动模式。
进行动作确认的模式。不吸着元件。
切换为手动模式。
进行程序修改、调整等模式。
4.3.6 Stop Modes (停止模式)
按钮 功能
切换为连续动作。
只要不发生错误或者操作者不下命令,就连续运行程序。
切换为 End Of Program 动作。
执行所有的程序后停止。
切换为程序块的动作。
执行程序的一个程序块后,即停止。
4.3.7 <L.Stop>(L.停止)
禁止从上一工序搬入基板,贴装完设备内传送带上的基板后并全部
搬出后,停止运转。
有效时,在上部共用部显示 L.Stop(L.停止)。
4.3.8 <Recovery>(自动补料)
通常是不能使用的状态。
在发生错误,处于停止状态时,此功能有效。
有效时,在上部共用部显示<Recovery>(自动补料) 标记。
元件用完跳过贴装时不显示。
== 请对照 ‘Ope. / VARIOUS FUNCTION(Ope. / 各种功能)。