bm231操作.pdf - 第168页
BM231 操作手册 7.7 余数 设定 E35OCC-22- 141-A0 7.7-3 2. 11. 9. 10. 7.7.2 [Tray] ( 托盘 ) 显示画面 1. Expected Cycle Time ( 预计 1 枚生产时间 ) 显示在 ‘Ope. / 生产 / 品种转换 / 品种选择 ' 中 设定的数值。 2. 供给程序块 按该键显示所选择程序 块的数据。 3. X,Y 显示下一吸着位置 ( 托盘的 X 方…
BM231
操作手册
7.7 余数设定
E35OCC-22-141-A0
7.7-2
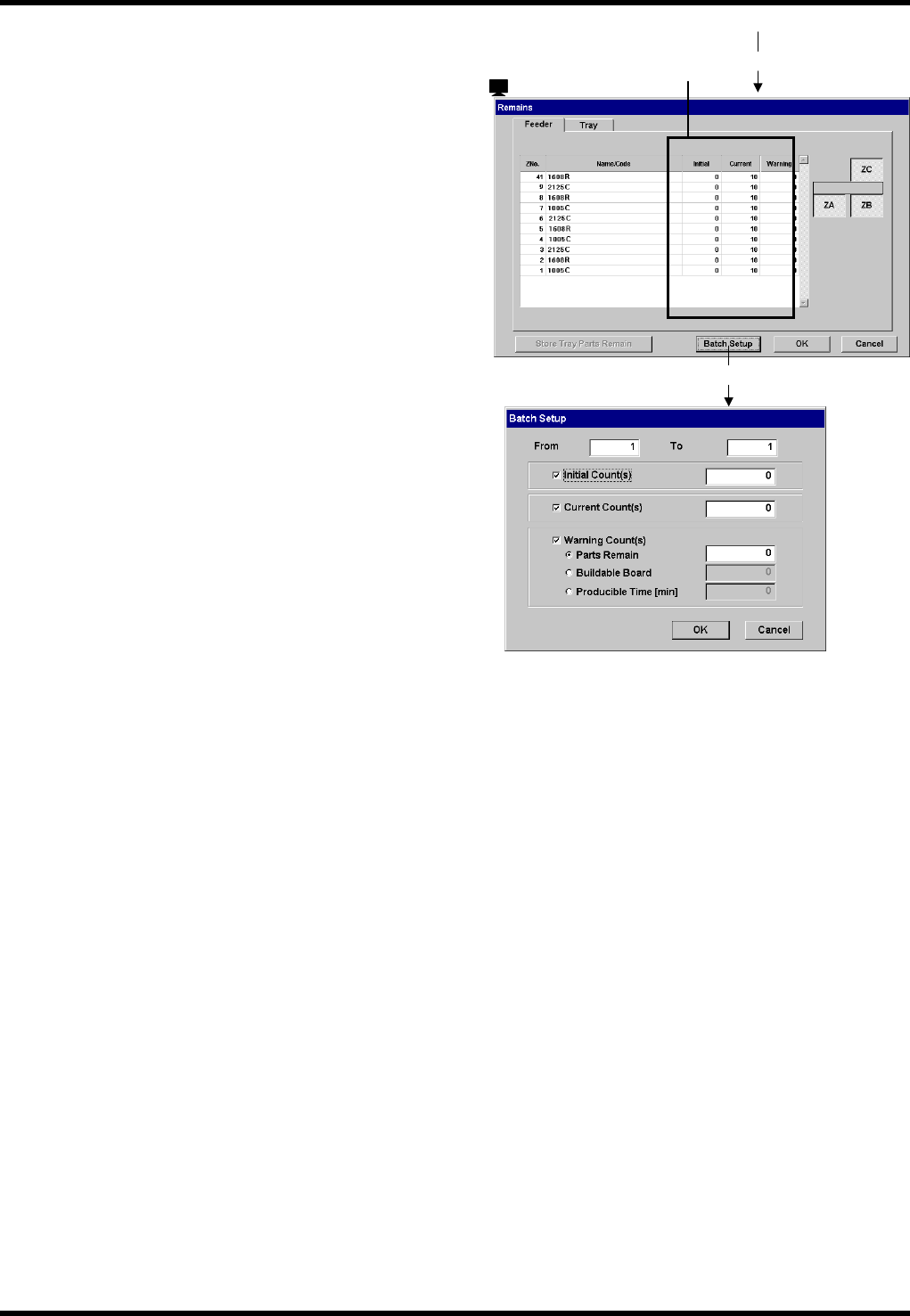
7. < Setup> (设定)
显示设定画面。
设定画面
8. Initial (初始数) /Current (余数) /Warning (警告数)
直接输入进行设定。
9. < Batch Setup> (整体变更)
指定开始 ZNo.与结束 ZNo.,整体变更此间的数
据。
检查要变更的项目,设定数值。
输入但没有检查时不被设定。
警告数可选择 ‘Parts Remain’(元件余数)、
‘Buildable Board’(可生产枚数)、’Producible
Time’(可生产时间)中的任何一个。
在‘Buildable Board’(可生产枚数)中进行了设定时
根据所选的程序中算出必要元件的余数。
在’Producible Time’(可生产时间)中进行了设定时
根据在’Ope. / 生产顺序 / 品种转换 / 品种选择'中设定的`预计一枚生产时间'算出必要元件的余数。
7.
9.
8.
: ‘Remains (Setup)’(设定)
BM231
操作手册
7.7 余数设定
E35OCC-22-141-A0
7.7-3
2.
11.
9. 10.
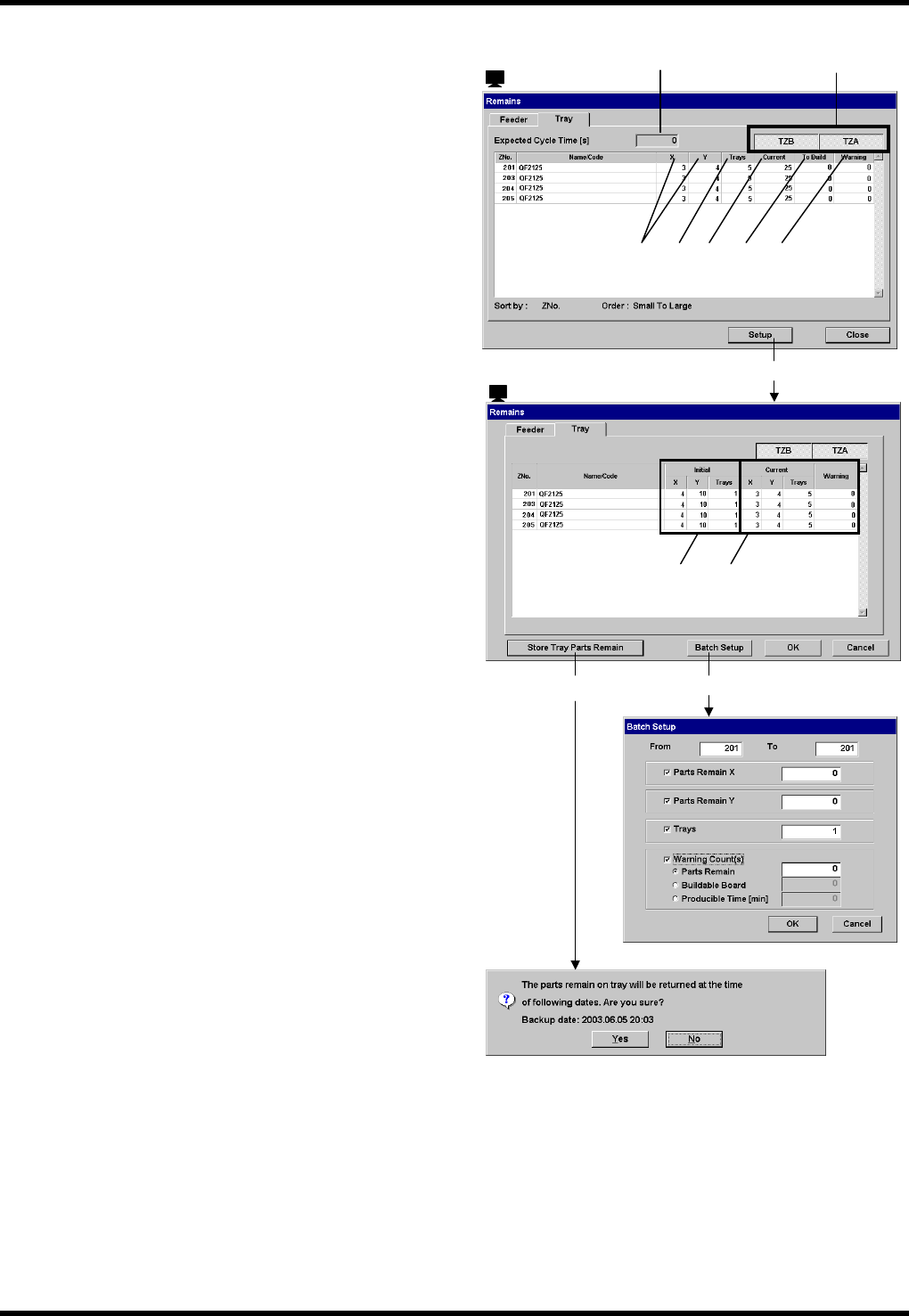
7.7.2 [Tray] (托盘)
显示画面
1. Expected Cycle Time (预计 1 枚生产时间)
显示在‘Ope. / 生产 / 品种转换 / 品种选择'中
设定的数值。
2. 供给程序块
按该键显示所选择程序块的数据。
3. X,Y
显示下一吸着位置 (托盘的 X 方向、Y 方向的
元件位置) 。
4. Trays (枚数)
多重托盘时,显示下一个要进行吸着的托盘。
不使用多托盘时,显示’1’。
5. Current (余数)
从全部元件数中减掉进行过吸着的元件数后的
余数。
6. To Build (可能枚数)
可在所选品种程序中进行生产的基板枚数。
7. Warning (警告数)
元件余数变为该数值时,显示元件用完警告。
用<Batch Setup >(整体变更)在’ Buildable Board '
(可生产枚数) 与 ‘Producible Time '(可生产时间)
上进行了设定的情况下,显示从这些数值里取出
后的元件数。
8. < Setup >(设定)
显示设定画面。
1.
8.
: ‘Remains’ (显示)
: ‘Tray’(设定)
12.
3. 4. 5. 6. 7.
BM231
操作手册
7.7 余数设定
E35OCC-22-141-A0
7.7-4
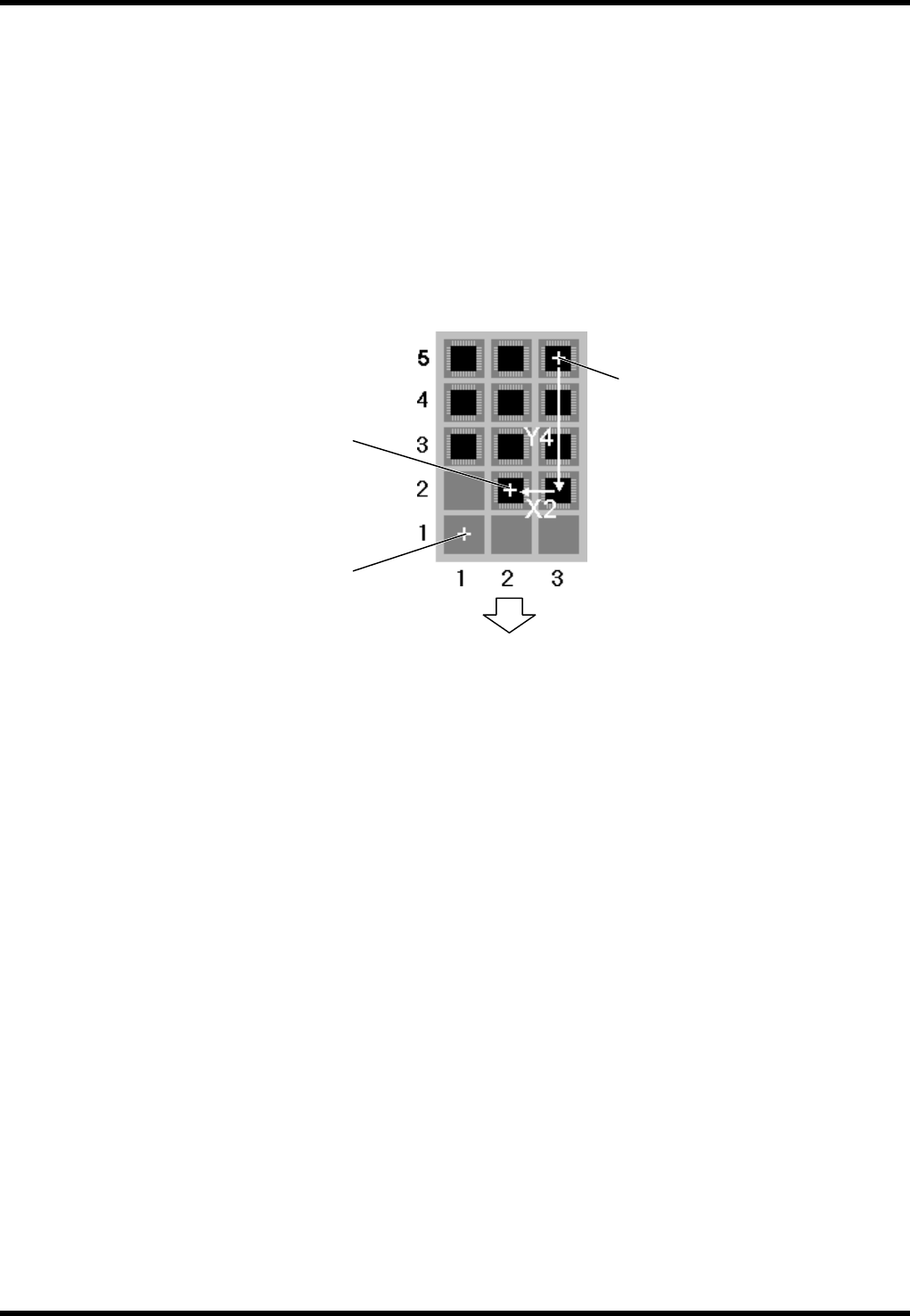
第一吸着位置
托盘引出方向
要开始吸着的位置
指定余数为 X2,Y4 。
最终吸着位置
设定画面
9. Initial (初始值) (X / Y / 枚数)
显示托盘 (或多重托盘) 上元件的初始排列状态。
X,Y :显示在供给程序库中所设定的数值。
Trays (枚数) :显示在品种程序内的供给数据部中所设定的多重托盘数。
10. Current (余数) (X / Y / 枚数) / Warning (警告数)
设定托盘 (或多重托盘) 上元件的吸着位置。
可用下述的 < Store Tray Parts Remain >(余数读取) 进行更新,必要时在此直接输入,也可指定吸着开
始位置。
X,Y :下一个进行吸着的位置。从最终吸着位置开始指定。
Trays (枚数) :多重托盘时,指定下一个进行吸着的托盘。
例)使用用到中途的托盘时,指定吸着开始位置的方法
=提示=
以下情况下,会显示 ‘Input data is invalid’ (输入数据不正确),请修正数据。
枚数栏为‘0’时
选择程序时,把托盘余数初始化设为<No> (否),以前品种没有使用的 Z 编号的枚数为‘0’。
X 和 Y 的某一项为‘0’时
没有元件时,X 和 Y 都设为‘0’。
11. < Store Tray Parts Remain >(托盘余数读取)
读取选择中的程序的上一次生产结束时的余数数据。
12. < Batch Setup >(整体变更)
指定开始 ZNo.与终止 ZNo.,整体变更此间的数据。
检查要变更的项目,设定数值。
输入但没检查时不被设定。
警告数可选择’ Parts Remain’(元件余数)、Buildable Board’(可生产枚数)、‘Producible Time’ (可生产时间)
中的任何一个。
在‘Buildable Board '(可生产枚数)中进行了设定时
根据所选的程序算出必要元件的余数。
在‘Producible Time’ (可生产时间)中进行了设定时
根据在’Ope. / 生产顺序 / 品种转换 / 品种选择中设定的’ Expected Cycle Time’(预计一枚生产时间)
算出必要元件的余数。