bm231操作.pdf - 第89页
BM231 操作手册 6.2 供料器元件的交换 E35OCC-21- 042-B0 6.2-4 导向板 导销 手柄 把手 导向板 6.2.3 在主体上设置 供料器 设备主体供给部与整体 交换台车 ( 选购件 ) 相同。 供给部的构成 供料器供给部由 ZA,Z B, ZC3 个程序块构成 。 Z 编号 供料器配置位置上设有 Z 编号。 供给位置用该 Z 编号来指 定。 ZA : Z1 ~Z40 ZB : Z41 ~ Z80…
BM231
操作手册
6.2 供料器元件的交换
E35OCC-21-042-B0
6.2-3
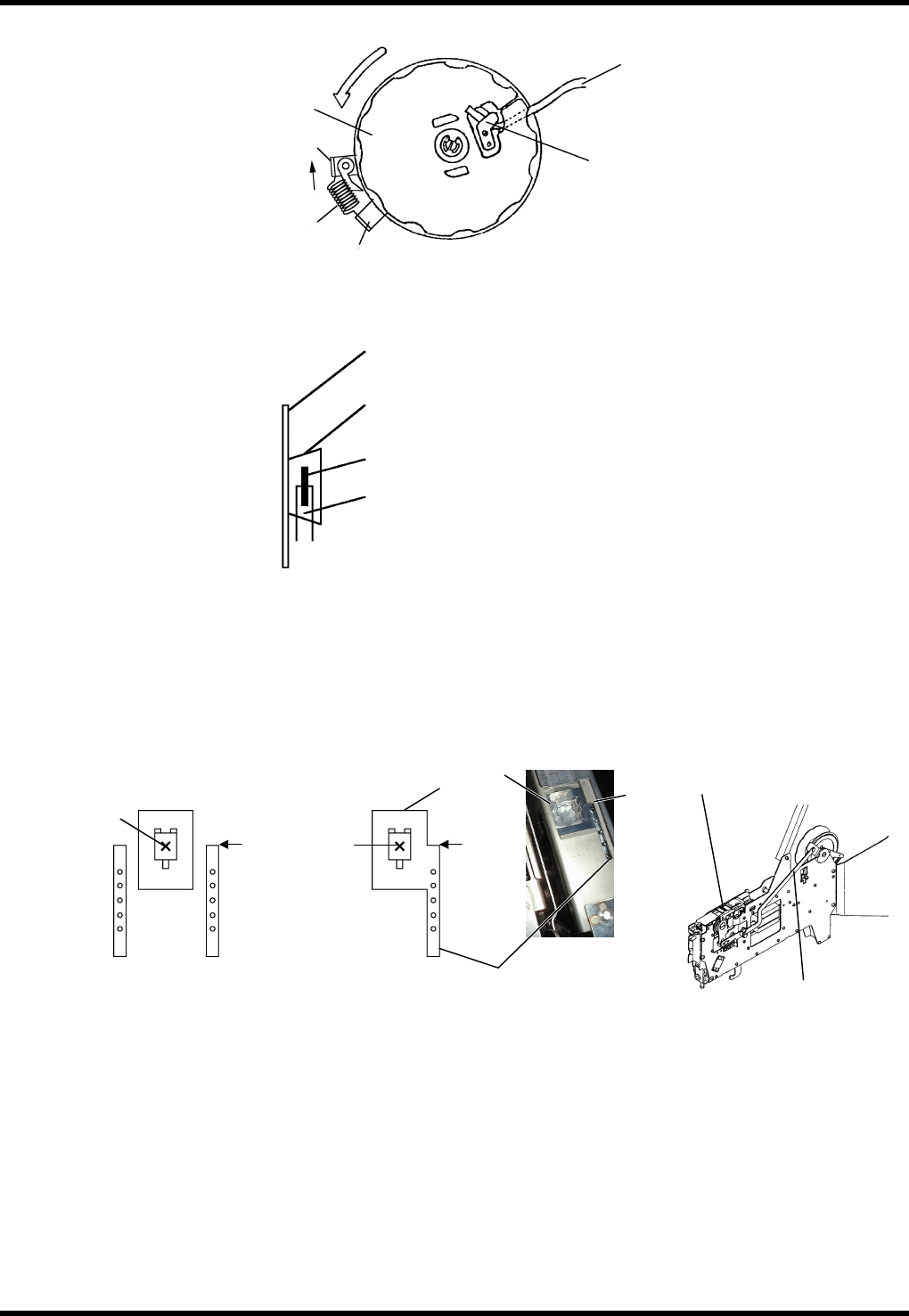
压紧胶带卷盘
压紧胶带
卷取控制杆
卷取弹簧
进给杆
挂钩
A
8. 将压紧胶带设置到编带卷盘的挂钩上。
9. 如果宽度为 16mm 以上时,请用编带将其安装到压紧胶带卷取面上。
10. 确认压紧胶带没有扭曲。
在箭头 A 的方向上抬起卷取控制杆,并停止在抬起的位置上,反复进行该操作(以使编带张紧)
11. 反复驱动进给杆,将最初元件送至元件吸着窗口。
此时,请将元件吸着中心 (C) 与齿轮用槽的端面 (A)对齐。
调节量
压紧胶带卷取面
编带
压紧胶带
进给杆
元件吸着窗口
齿轮用槽
A
C
双进给供料器
元件吸着窗口
单进给供料器
A
A
C
BM231
操作手册
6.2 供料器元件的交换
E35OCC-21-042-B0
6.2-4
导向板 导销
手柄 把手
导向板
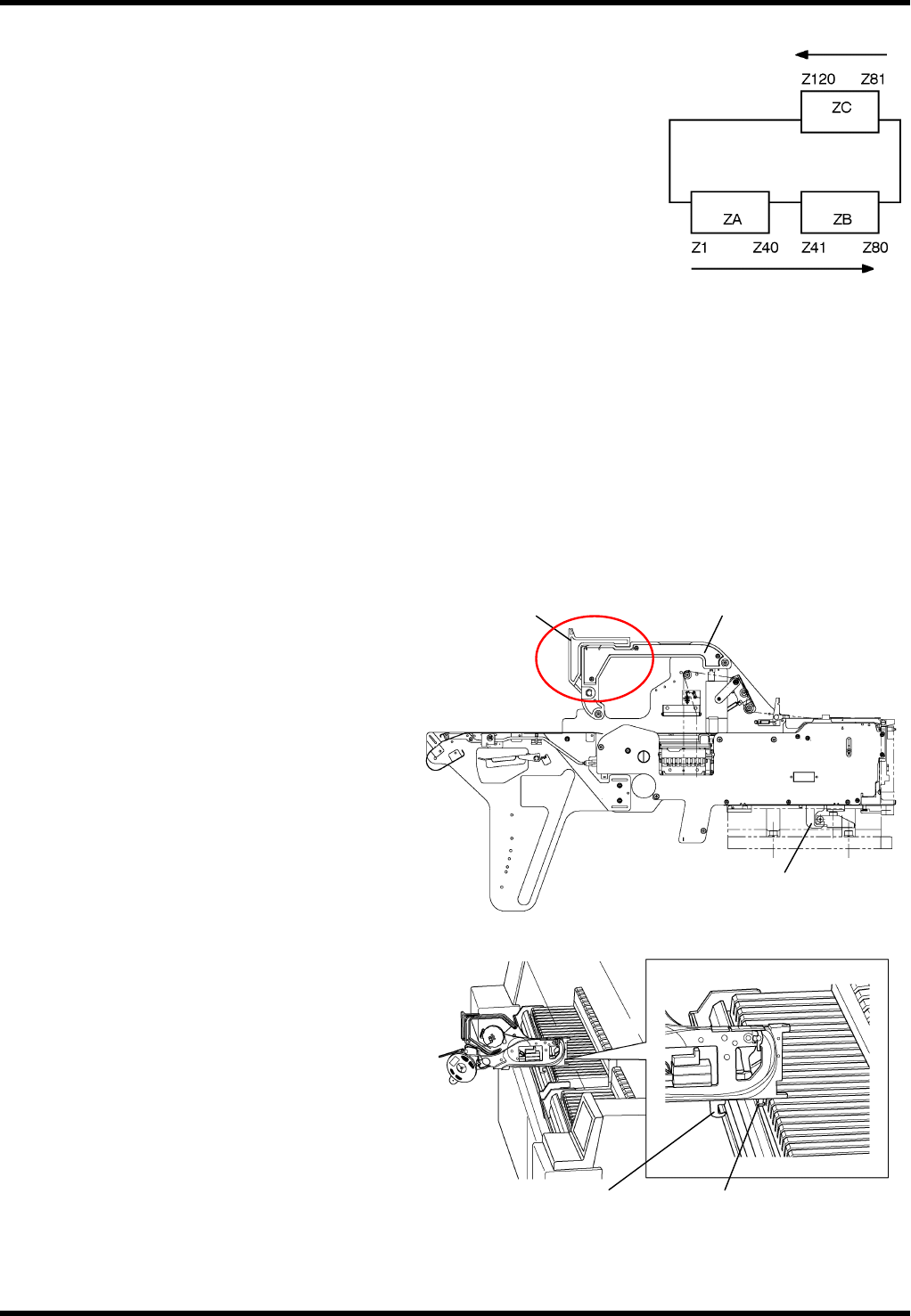
6.2.3 在主体上设置供料器
设备主体供给部与整体交换台车(选购件)相同。
供给部的构成
供料器供给部由 ZA,ZB,ZC3 个程序块构成。
Z 编号
供料器配置位置上设有 Z 编号。
供给位置用该 Z编号来指定。
ZA : Z1 ~Z40
ZB : Z41 ~ Z80
ZC : Z81 ~ Z120
可配置供料器位置
仅双编带供料器使用偶数编号。
双编带供料器以外的配置位置全部为奇数编号。
供料器配置位置因下述原因受到制约。
最外端配置位置
供料器宽度决定的相邻间距
== 详细内容请参照‘Ref. / 设备规格 / 供料器规格’ 。
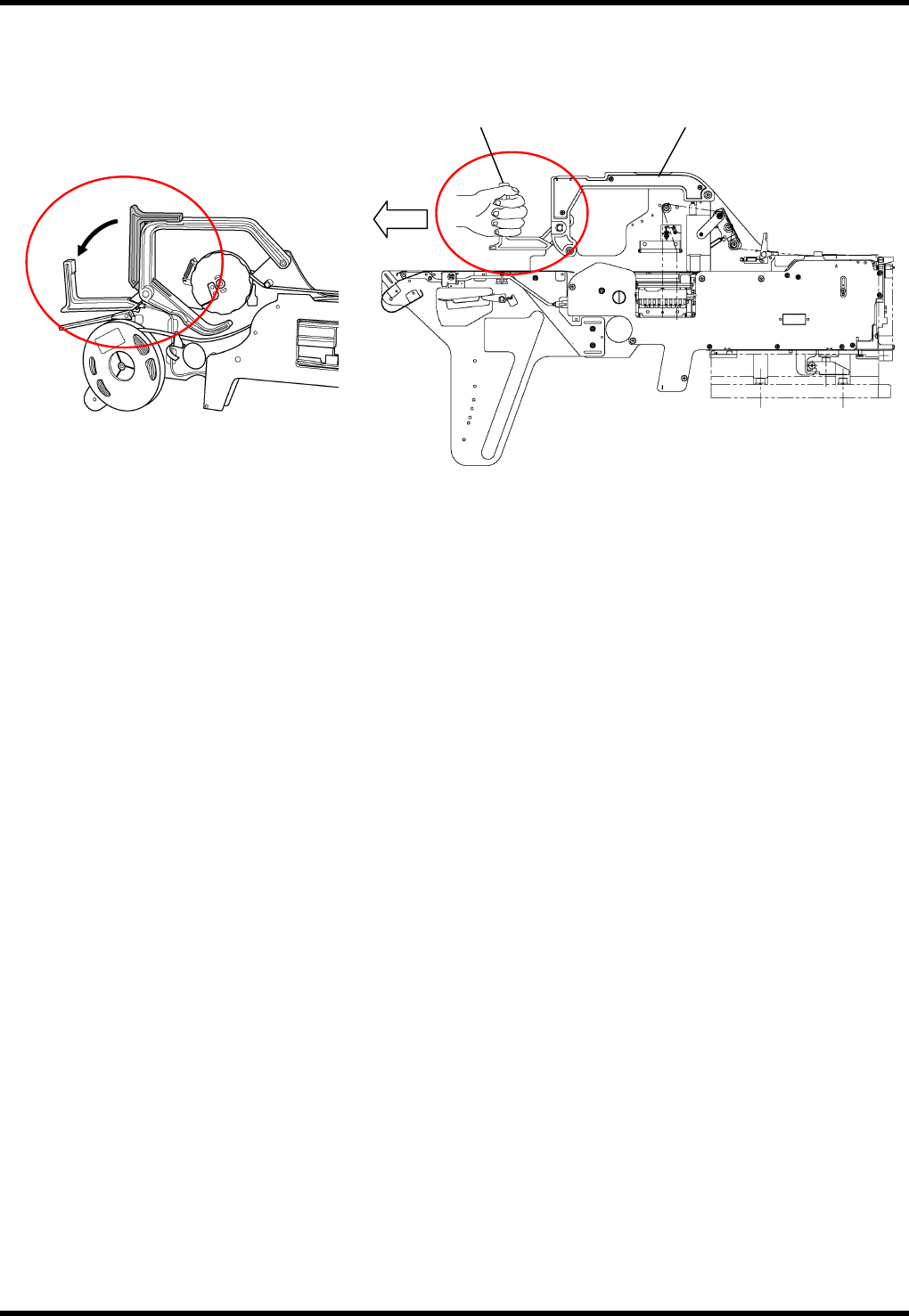
2.
供料器的设置方法
= 注意 =
安装供料器时,如右图所示将把手返回原位后
安装。
如果在放倒把手 (手柄) 的状态下安装有可
能导致受伤。
1. 请进行实装机主体供给部的工作台平面及
供料器底面的清扫。
2. 请对准供料器的导销和导向板与导轨槽。
3. 使供料器与导轨平行,并推压至最后的位
置。
=注意 =
因为与邻接的供料器间隙较窄,所以请不要
过于用力安装。
4. 安装后,请确认安装是否有松动、挡板浮起
等现象。
BM231
操作手册
6.2 供料器元件的交换
E35OCC-21-042-B0
6.2-5
供料器的拆卸方法
=提示=
拆卸供料器时,请先放倒供料器的把手,然后进行拆卸。
1. 向后拔出供料器
= 注意 =
操作中请注意不要碰撞编带导轨等以免损坏。
当实装机主体处于运转过程中向后拔出时,请确认供料器内的元件是否用完或者是否为未使用的供料器。
如果与吸嘴发生干涉,则有可能损坏供料器。
请不要手持把手 (手柄) 以外的地方进行拆装。否则有可能导致变形、损坏、受伤等现象
手柄 把手
拔出