4022-593-51431_Feeder Repair_CHS.pdf.pdf - 第117页
4022 593 51431 选件手册 07.01 供料器服务店 4-51 维修 ITF • 仅限于 8 mm 供料器 : 使用冲压器 ~ 1.5 mm 敲击 2 个铆钉 (312) ,使 其 伸出供料器装配板 (10) ,以卸下支撑片 (311) 。 8 mm 以上供 料器的 支撑片在装配时使用 1 个铆 钉和 1 个 螺丝。 • 拧松 2 个螺丝 (9) ,卸 下制动板 (2) 。 • 拧松两个螺丝 (11) ,从链 轮中心销钉上卸…
选件手册 4022 593 51431
4-50 供料器服务店 07.01
维修 ITF
下面的说明卸下所有部件。仅更换相关的
缺陷或损坏部件。
• 拧松螺丝 (20-3)。
• 松开导引轴,卸下顶部导引 (361)。确
保两个垫圈不松动 (394)。
• 更换有缺陷的或损坏的部件。
• 按照相反顺序进行装配。确保先涂上
Loctite 243 以固定顶部导引。参考步骤
19.
• 除了两个导引轴外,44 和 56 mm 料带导
引的所有部件是相同的。
21. 链轮更换
利用此方法,用于 0402 元件的所
有必需的 8 mm 供料器的 90% 可
以达到预期要求。否则,供料器
必须送回修理店 ! 对于带有大元
件 (0603) 的 8 mm 供料器,不会
发生问题。对于 8 mm 以上的供
料器,可以使用此方法而不存在
任何问题。
注意:此方法不能用于 ITF2 8 mm
0201 供料器。只有在授权修理
店能够达到此供料器的要求精
度。
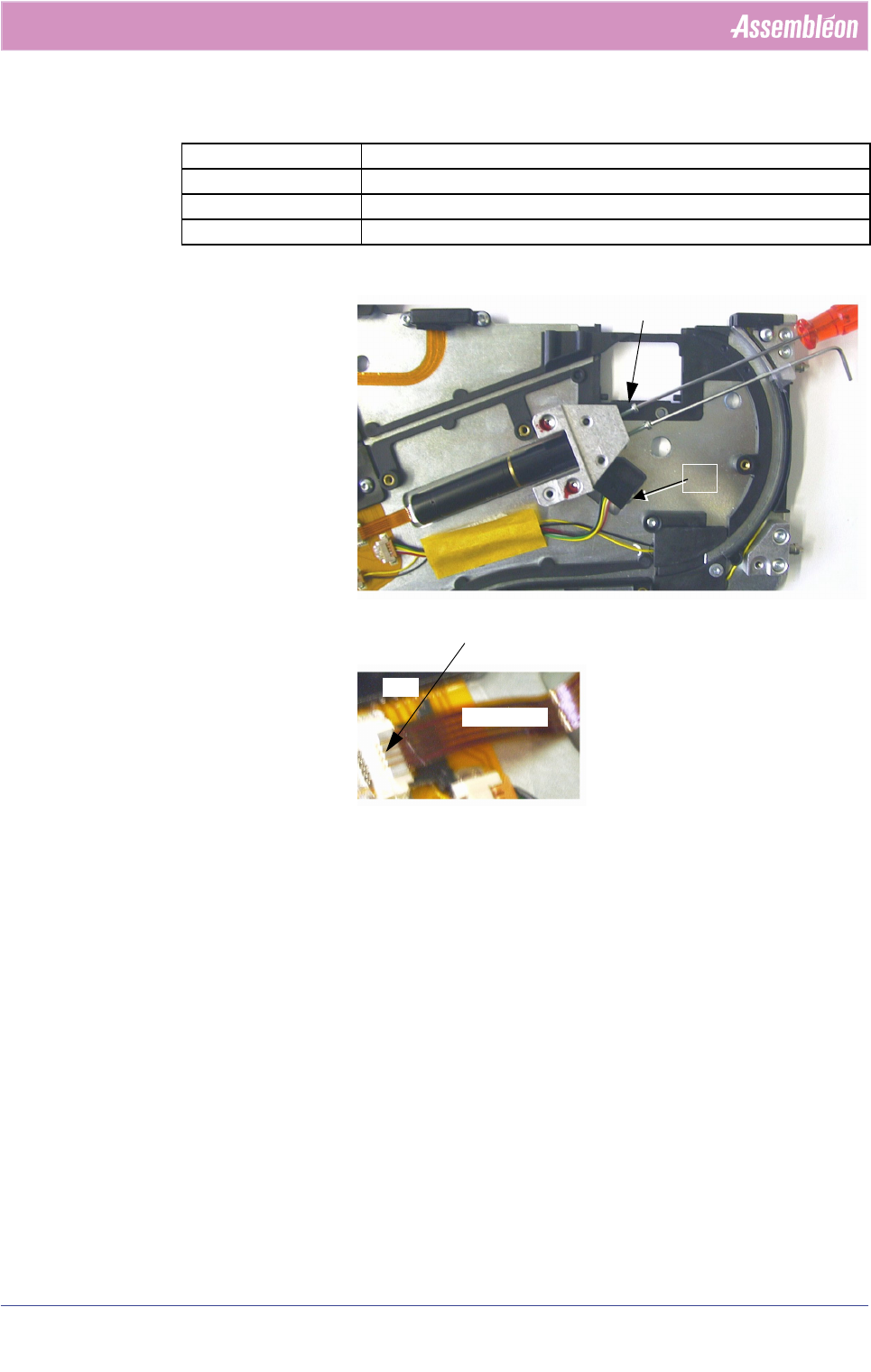
• 卸下料带盖 (参见步骤 5. 和 8.)。
• 拧松 2 个螺丝,卸下剥离板 (参见步骤 17、 18)。
• 卸下侧盖, (8 mm) 参考步骤 14. 中的说明, (12-24 mm) 参考步骤
15., (32-56 mm) 参考步骤 16.。
备注: 仅限于 8、 12、 16 和 24 mm:使用一种盖螺丝固定传感器箱。
项目 来自 § 4.5.9 的 1
频率 当失败或损坏时
工具 艾伦内六角扳手 / 钻头 2 mm
艾伦内六角扳手 / 钻头 1.5 mm
转矩扳手
Loctite 7400
预防措施 需要校准
203
394
361
Ⲫ㶎ϱ
Ⲫ㶎ϱ
9
11
12
4022 593 51431 选件手册
07.01 供料器服务店 4-51
维修 ITF
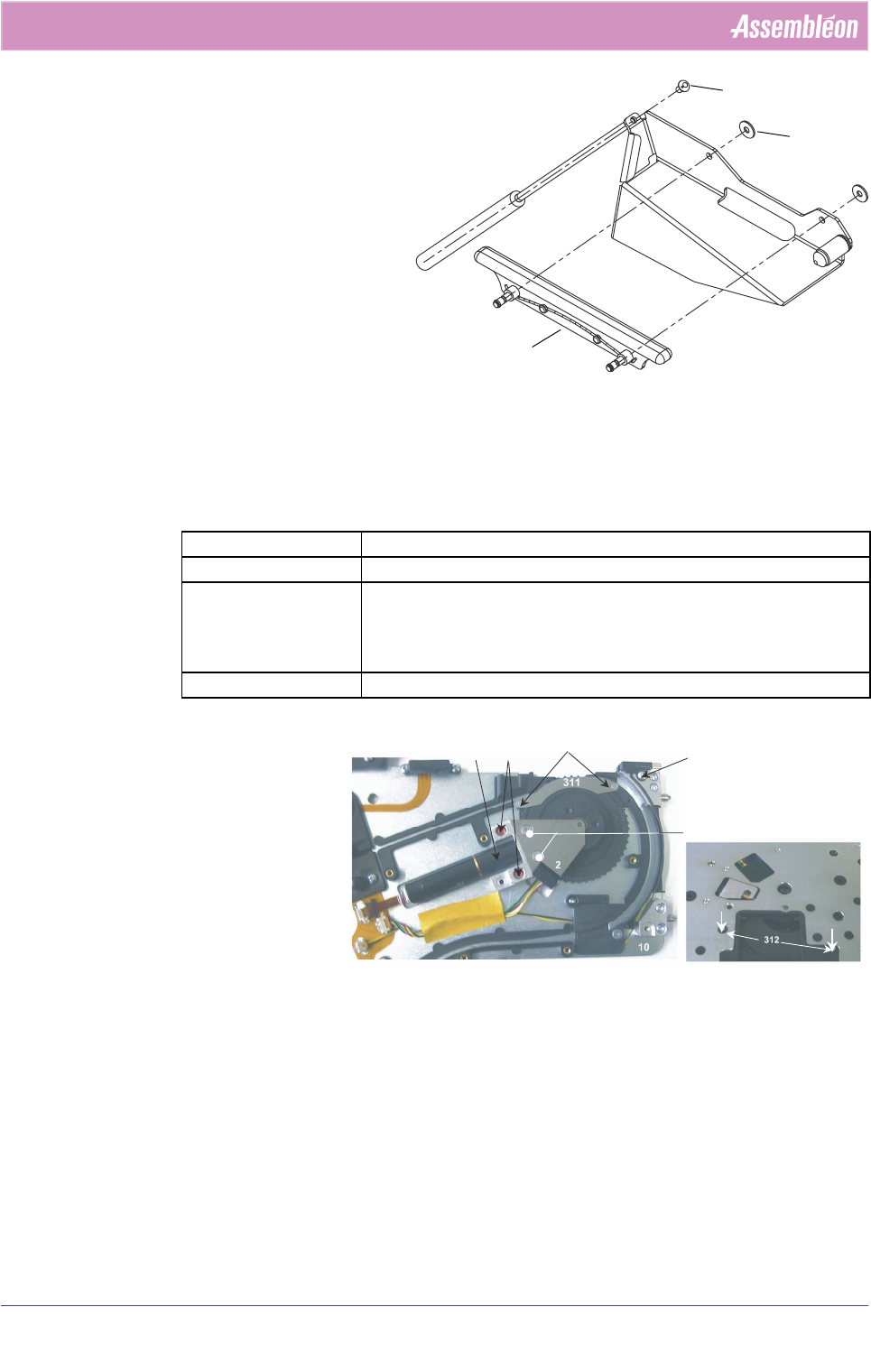
• 仅限于 8 mm 供料器:使用冲压器 ~ 1.5 mm 敲击 2 个铆钉 (312),使 其
伸出供料器装配板 (10),以卸下支撑片 (311)。 8 mm 以上供料器的
支撑片在装配时使用 1 个铆钉和 1 个螺丝。
• 拧松 2 个螺丝 (9),卸下制动板 (2)。
• 拧松两个螺丝 (11),从链轮中心销钉上卸下整个链轮装置。
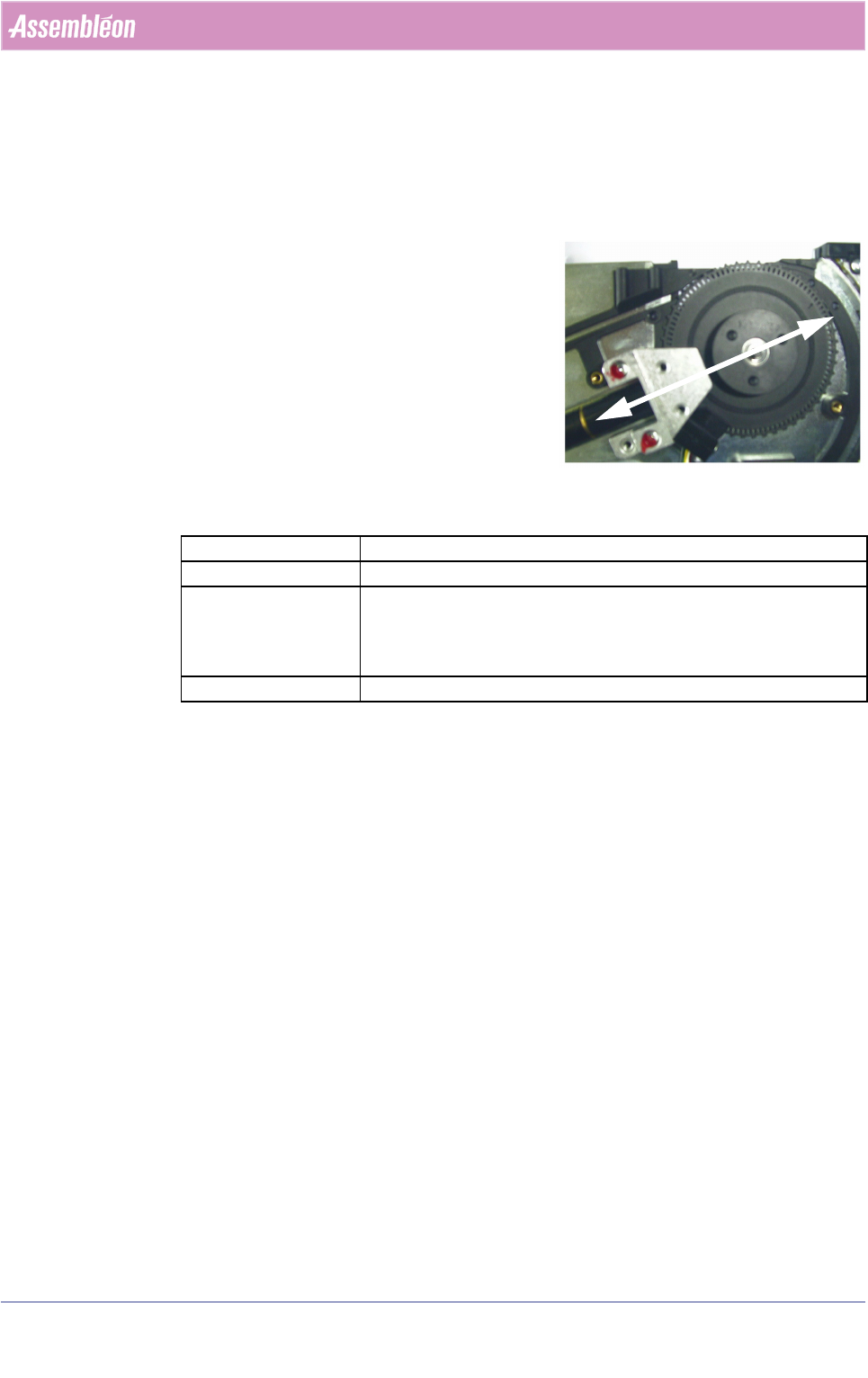
• 更换损坏的链轮。按照相反顺序装配。注意下列事项:
∗ 不要损坏链轮上的小轮齿。向里滑动链轮且不要用
力。使用通过位标马达、马达轴和链轮上 3 个孔之一
的中心的线作为参考线。
∗ 确保在装配支撑片时使 2 个凹孔在上面。
∗ 在 2 个螺丝 (11) 上涂上少许 loctite 7400 警告剂。
22. 链轮传感器更换
• 拔掉链轮传感器上的扁平线缆。
• 拧松螺丝 (A),卸下链轮传感器。
• 按照相反顺序装配。
注意:传感器不得接触链轮。
项目 来自 § 4.5.9 的 3
频率 当失败或损坏时
工具 艾伦内六角扳手 / 钻头 2 mm
艾伦内六角扳手 / 钻头 1.5 mm
转矩扳手
Loctite 7400
预防措施 需要校准