4022-593-51431_Feeder Repair_CHS.pdf.pdf - 第96页
选件手册 4022 593 51431 4-30 供料器服务店 07.01 维修 ITF 5. 顶部银箔剥离装置更换 参考 图 4-8 图 4-8 • 打开剥离前板 (15-3) 。 • 拧松六角螺丝 (15-152) ,卸下旋转 锁 (15-151) 。 • 略微向上倾斜剥离马达 (15-6) ,从马达轴上滑出主轴杆 (15-5) 。 • 拧松并卸下两个螺丝 (296) 、螺 丝 (294) 和 (295) , 然后卸下顶部银箔 移位…
4022 593 51431 选件手册
07.01 供料器服务店 4-29
维修 ITF
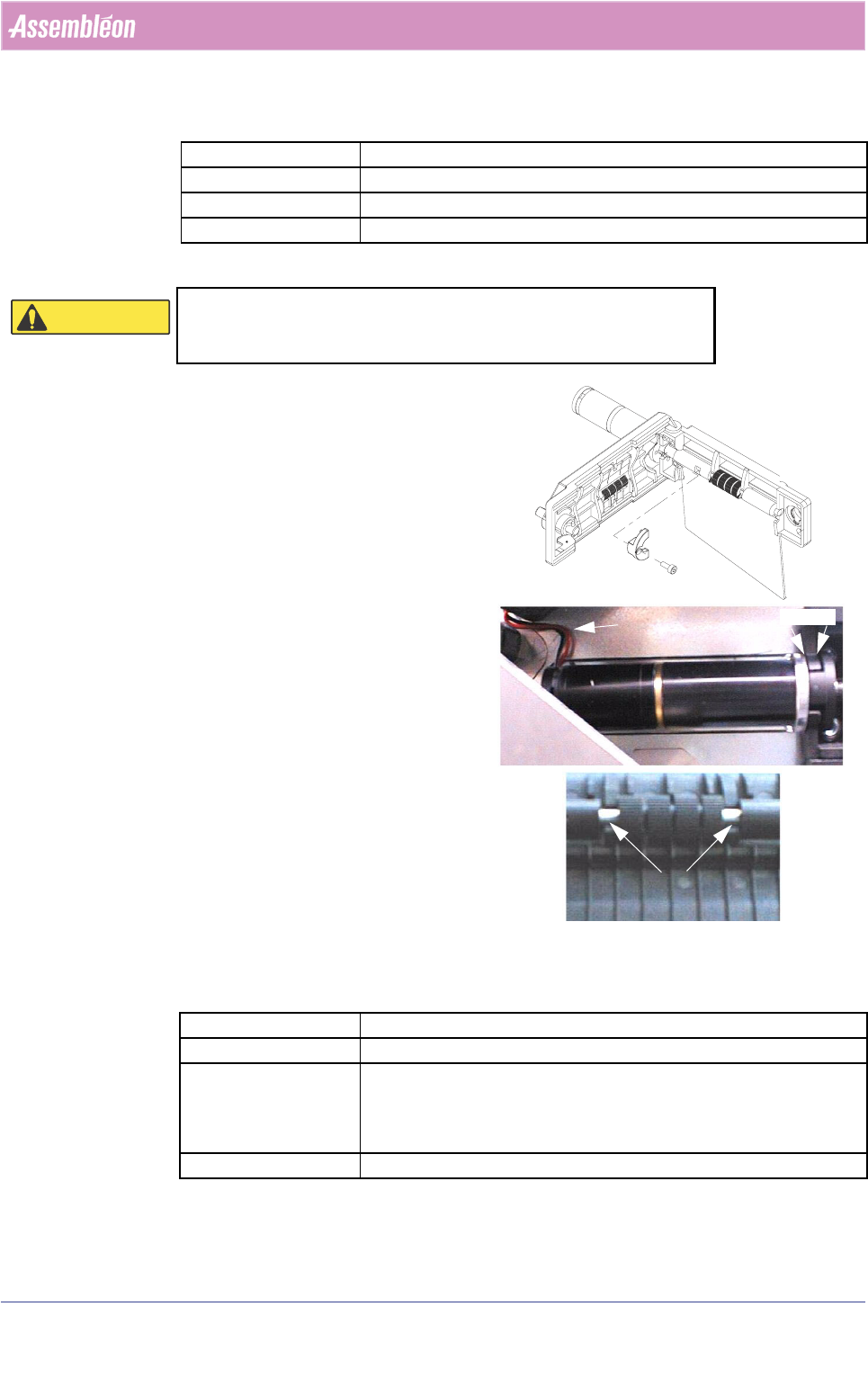
3. 主轴杆 (小齿轮)更换
参考图 4-8
• 打开剥离前板 (15-3)。
• 拧松六角螺丝 (15-152),卸下旋转锁 (15-
151)。
• 略微向上倾斜剥离马达 (15-6),从马达轴
上滑出主轴杆 (15-5)。用一只手拿着马
达,确保不要损坏马达线缆。
• 按照相反顺序装配。用手拿住旋转锁 (15-
151),在六角螺丝的前两个螺纹上施加
loctite 243。确保马达线缆位于马达顶部
且没有扭曲。使马达凸缘 (15-9)、剥离底
部凸缘 (15-2) 和旋转锁之间的距离适中。
• 将少许 Kluber Isofless Topas NCA52 润滑脂
涂到两个支承点上。
注意:使用 Topas NCA52 时遵循当地安全法规。
4. 前板更换
• 按照相反顺序装配。确保马达线缆位于顶部,并且间隙如步骤 3. 所
述。
项目
15-5, 15-151
频率 仅当损坏或存在缺陷时
工具 艾伦内六角扳手 1.5mm
预防措施 涂上 Klüber Isofless Topas NCA52 润滑脂; Loctite 243
刺激性物质
直接接触可能导致皮肤刺痛。
避免直接接触。使用个人保护装置。
项目
15-3, 15-8, 15-10
频率 仅当损坏或存在缺陷时
工具 艾伦内六角扳手 1.5 mm
艾伦内六角扳手 2 mm
小锤子
销钉冲压器 ~1.5 mm (0.06")
预防措施 无
ᇣᖗ
ᇣᖗ
顶部线缆
空间
润滑脂
选件手册 4022 593 51431
4-30 供料器服务店 07.01
维修 ITF
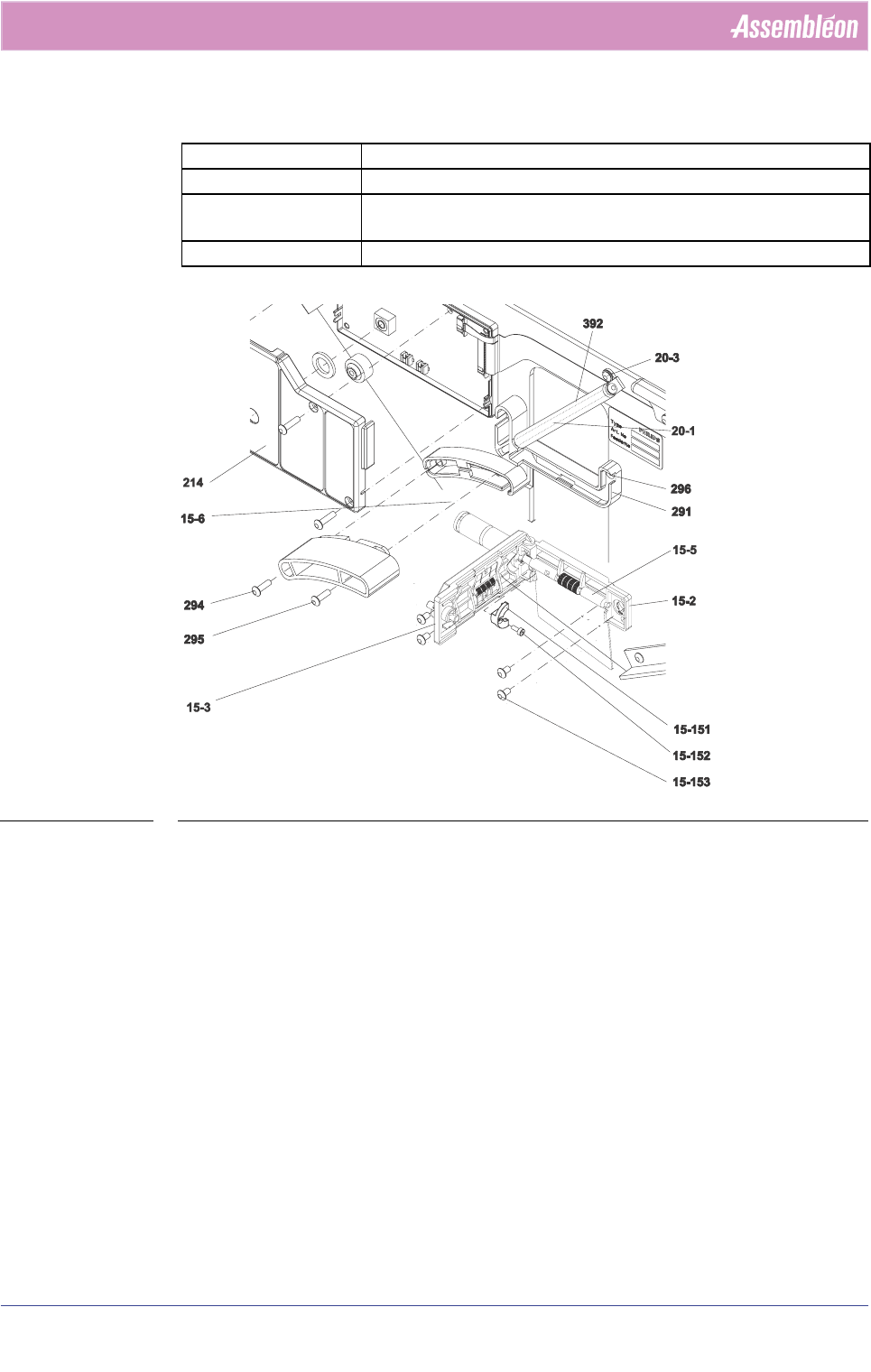
5. 顶部银箔剥离装置更换
参考 图 4-8
图 4-8
• 打开剥离前板 (15-3)。
• 拧松六角螺丝 (15-152),卸下旋转锁 (15-151)。
• 略微向上倾斜剥离马达 (15-6),从马达轴上滑出主轴杆 (15-5)。
• 拧松并卸下两个螺丝 (296)、螺 丝 (294) 和 (295),然后卸下顶部银箔
移位块 (291)。
• 拧松并卸下螺丝 (20-3),然后卸下轴 (20-1) 和套管 (392)。
• 从 PCB 箱上松开并卸下盖 (214),然后从 PCB 上拔掉马达线缆。
• 从顶部银箔移位块 (291) 上拔掉马达线缆。
• 拧松 2 个螺丝 (358),卸下 PSA 板 (390)。
• 拧松3个螺丝(15-153),从板子(15-2)和前板(15-3)上卸下剥离底部。
• 更换整个剥离装置。
项目
3-15
频率 仅当损坏或存在缺陷时
工具 艾伦内六角扳手 1.5mm
艾伦内六角扳手 2mm
预防措施
Loctite 243

4022 593 51431 选件手册
07.01 供料器服务店 4-31
维修 ITF
• 按照相反的顺序装配,并注意下列事
项:
∗ 用手拿住旋转锁 (15-151),在六角螺
丝的前两个螺纹上施加 loctite 243。
∗ 装上马达线缆,在拧紧螺丝的过程
中不要损坏线缆。
∗ 使线缆中的黑色热收缩管穿过底部
板,距离管子端头 ~ 30 mm。
∗ 确保马达线缆不要太短,以便马达
自由移动。
∗ 线缆必须在供料器宽度范围内。
• 在马达主轴杆上涂上润滑脂,使凸缘间
的间隙适中。
6. 顶部银箔剥离马达更换
参考图 4-8
• 完成步骤 5 中介绍的整个过程,但是让下列项目保持不动:
∗ 后板 (15-2) 和前板 (15-3)。
项目
15-6
频率 仅当损坏或存在缺陷时
工具 艾伦内六角扳手 1.5mm
艾伦内六角扳手 2mm
预防措施 无
润滑脂