4022-593-51431_Feeder Repair_CHS.pdf.pdf - 第164页
选件手册 4022 593 51431 5-32 供料器服务店 07.01 维修 TTF 5.5.8 模块 4 :卡杆装置 1. 模块概述 • 表 5-10 中介绍了可在当 地修 理的项目。 表 5-10 模块 4 : 更换部件 2. 把手装置 + 线缆更换 下面介绍同时更换把手和线缆的过 程。 项目 说明 节 1 + 3 把手装置 + 线缆 5.5.8 步骤 2. 2 夹固单元装置 5.5.8 步骤 3. 4 微动开关 项目 1, 把…
4022 593 51431 选件手册
07.01 供料器服务店 5-31
维修 TTF
5. 顶部银箔缓冲传感器更换
• 小心地拔掉扁平线缆。
• 卸下后部的两个螺丝。
• 螺丝转矩:0.22 Nm +/- 10%。
6. 缓冲滚轮更换
• 推出滚轮
• 插入新滚轮
7. 缓冲上通道和 / 或下通道
• 卸下弹簧
• 不要弯曲弹簧,使用钳子
• 更换缓冲
• 拧紧螺丝 1 Nm +/- 10%
注意:将螺丝转回 -90º,直至缓冲可自动移动。
项目 1, 顶部银箔缓冲传感器
频率 仅当损坏时
工具
Torx T6
预防措施 无
项目 2, 缓冲滚轮
频率 仅当丢失或损坏时
工具 无
预防措施 无
项目 3, 4 缓冲上通道 / 下通道
频率 仅当损坏 (磁体丢失)时
工具
Torx T10
预防措施 无
选件手册 4022 593 51431
5-32 供料器服务店 07.01
维修 TTF
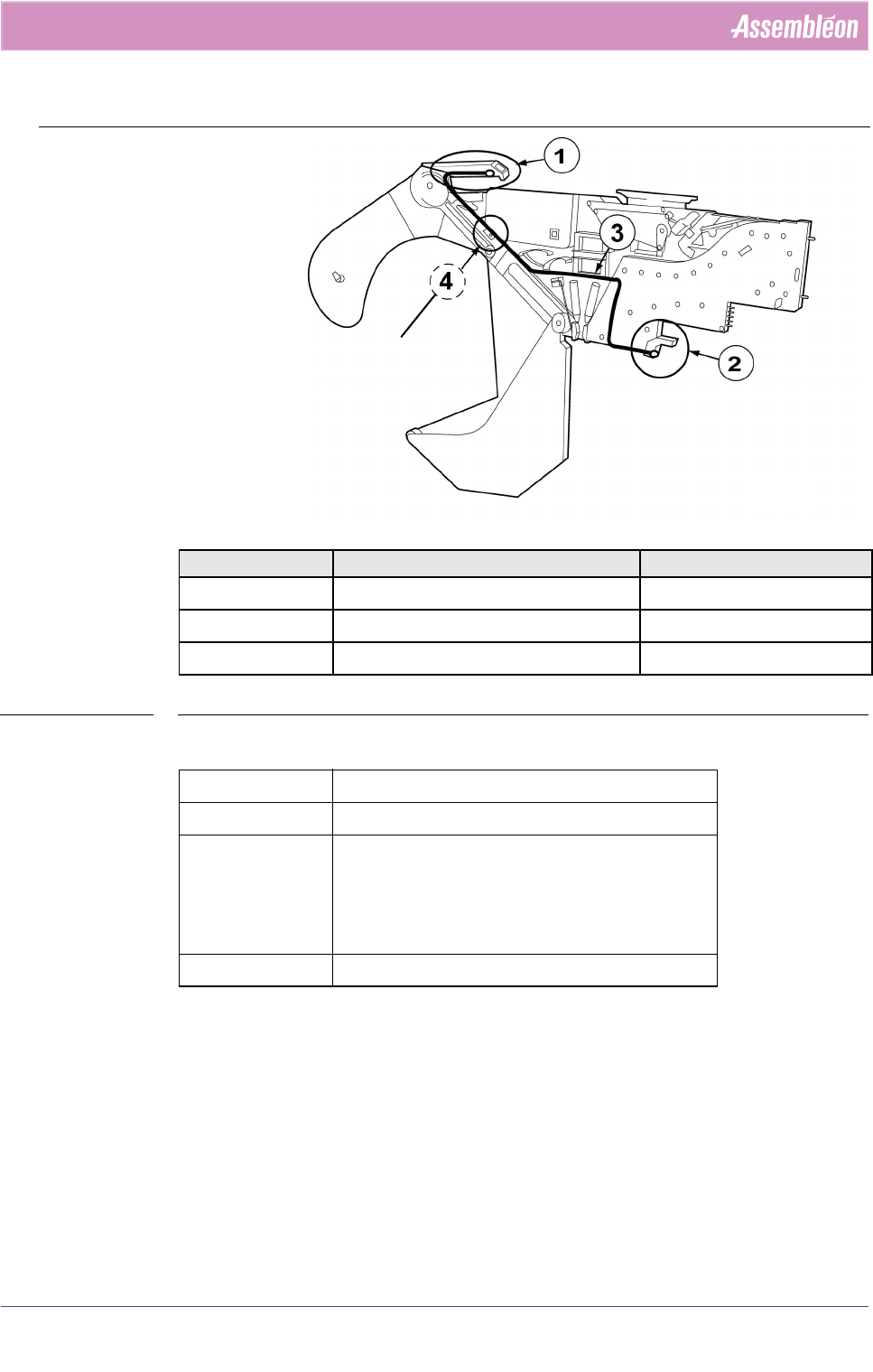
5.5.8 模块 4:卡杆装置
1. 模块概述
• 表 5-10 中介绍了可在当地修
理的项目。
表 5-10 模块 4:更换部件
2. 把手装置 + 线缆更换
下面介绍同时更换把手和线缆的过程。
项目 说明 节
1 + 3
把手装置 + 线缆 5.5.8 步骤 2.
2
夹固单元装置 5.5.8 步骤 3.
4
微动开关
项目 1, 把手装置 + 线缆
频率 仅当存在缺陷或损坏时
工具 - 特殊工具:尼龙绳或弯曲的金属导线
- 销钉冲压器 ~ 1.5mm (0.10")
- 锤子 (200 gr.)
- Torx T6 和 T10
- 小钳子
预防措施
105011.jpg
可以丢失,
不再使用
4022 593 51431 选件手册
07.01 供料器服务店 5-33
维修 TTF
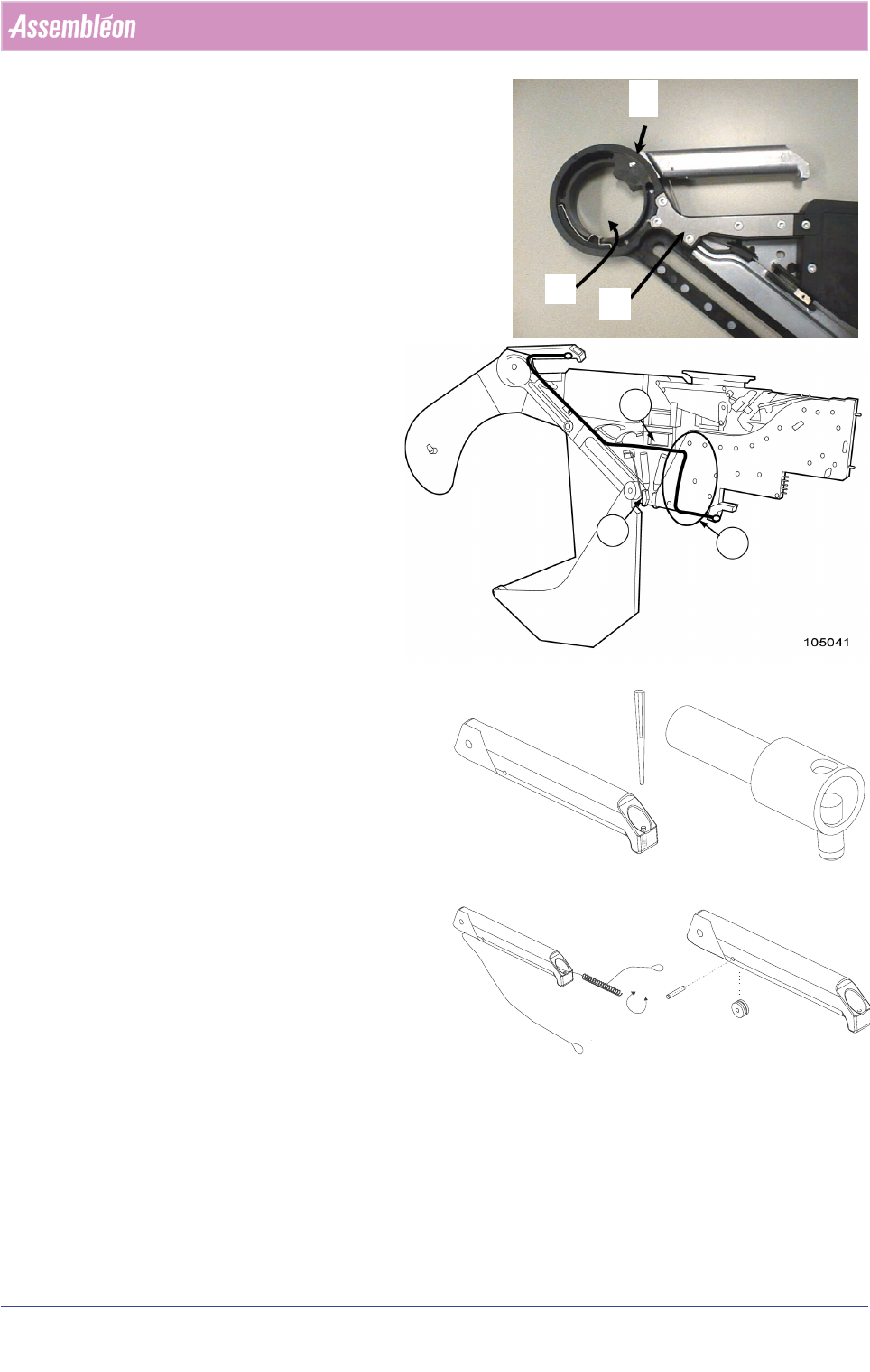
a) 卸下把手
• 在底部,从线缆夹单元上拔掉线缆。
• 从上部卷筒架上卸下 3 个螺丝 (A),从筛
板上卸下 5 个螺丝 (B)。
• 使用冲压器 ~ 1.5mm 向下敲击销钉 (C)。
不需要从此架上卸下销针。
• 拧松顶部银箔导引单元下部的两个螺丝
(D) (不要卸下)。
• 拧松侧板上的 5 个螺丝 (E) (不要卸
下)。
• 卸下整个剥离马达装置 (F)
∗ 卸下左弹簧
∗ 卸下剥离装置上的 3 个螺丝
• 将侧板提起至刚好能从侧板下面卸下右
弹簧的位置。
• 小心地从顶部银箔导引单元下方卸下线
缆
• 小心地向上拉线缆。使线缆通过供料器
后侧 !
b) 从把手上卸下线缆
下面介绍从把手上卸下线缆的过程。摘录了在
部件更换过程中适用于您的必要部件。
• 使用冲压器 ~ 1.5mm 向下敲击销针。不需要从
此架上卸下销针。
• 通过冲压器 ~ 2.5 mm 向下敲击销针,从弹簧
螺栓端头拔掉线缆。不需要从此架上卸下销
针。
• 当必须再次使用弹簧时,必须先从线缆上卸
下弹簧。
∗ 在线缆上转动卸下弹簧。
• 使用冲压器 ~ 1.5 mm卸下销针,以卸下滚轮。
卸下滚轮后更容易插入线缆。
• 必要时,更换线缆。
105038.jpg
105041.jpg
C
B
A
D
F
E
将销针朝下放入弹簧螺栓中
从线缆上卸下弹簧
从线缆上卸下滚轮