JANETS使用说明书.pdf - 第363页
JaNets 使用说明书 8 作业优化 8-40 8-3-22-1-4 群控选项 ‐ 群控 在多项优化画面里选择「群控选项」时,会显示如下画面。 图 8-3-22 -9 群控选项对话框 对群控之间存在相同元件时,选择:是在各个群控内进行供料器配 置,还是如果群控之间有相同元件,则配置供料器于同一位置。 ●设置了 「 MTC/MT S 为非群控优化对象」 并使用 「继续沿用前一项 群控的结果」 时, 则不会考虑 MT C/MTS , 仅在…
JaNets 使用说明书 8 作业优化
8-39
8-3-22-1-3 采用群控方式取消供料器更换工序
从预约程序的第 1 行开始将可同时安装供料器的程序归纳为 1(称为群控),配置供料器。
如果将 1 群控的全部供料器预先设置好,则在程序切换中可省去供料器更换。程序之间有相同元
件时,将使用同一供料器。
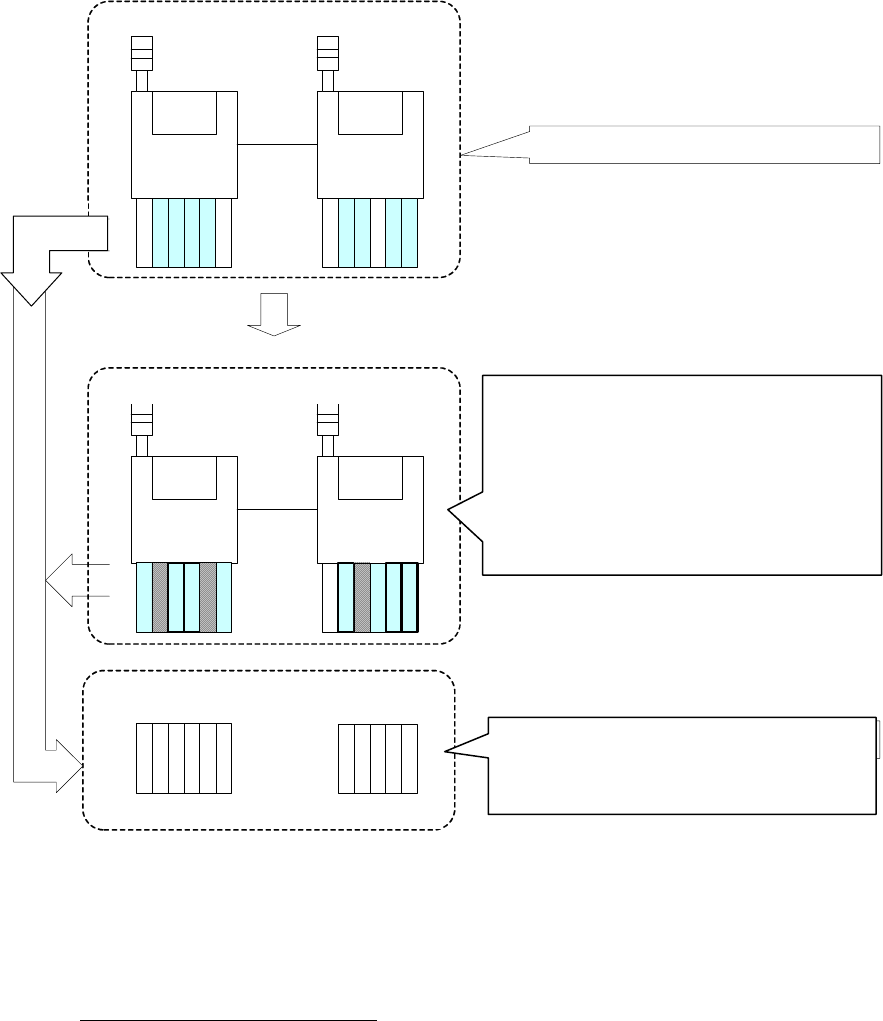
群控优化的概要如下所示。
第1生産プログラム (部品A,B,C,D,E,F)
第2生産プログラム (部品B,D,F,G,H,I)
マシン1
マシン2
マシン1 マシン2
A
B
B
C
G
B
B
H
D
E
F
F
D
I
F
F
G
A
B
B
C
H
D
E
I
F
F
プログラム1+プログラム2のフィーダセット
マシン1用 マシン2用
图8-3-22-8 「消除群控内的供料器交换」概要
※可缩短程序间的准备替换时间,但另一方面,会降低各程序的贴片节拍。
如果使用本选项执行优化后的结果,群控仍没有被制作出来时,
请在「8-3-22-1-4 群控选项‐群控」中调节「富余系数」,或从菜单中选择「以群控密度优先」。
调节「富余系数」也不能制作群控时,请不要使用参照供料器设置,或减少预约文件的数量。
第 1 生产程序(元件 A,B,C,D,E,F)
第 2 生产程序(元件 B,D,F,G,H,I)
机器 1 用
程序 1+程序 2 的供料器组
机器 2 用
机器 2
机器 1
机器 1
机器 2
各供料器根据优化如图进行配置。
由于在程序之间存在共通元件 B,D,F,这些即
使是位于第 2 生产程序里,也会延续第 1 生
产程序的安装位置。G,H,I 也会安装到不与第
1 生产程序发生干扰的位置。
形成群控单位,切换程序时无需更换
供料器。
JaNets 使用说明书 8 作业优化
8-40
8-3-22-1-4 群控选项‐群控
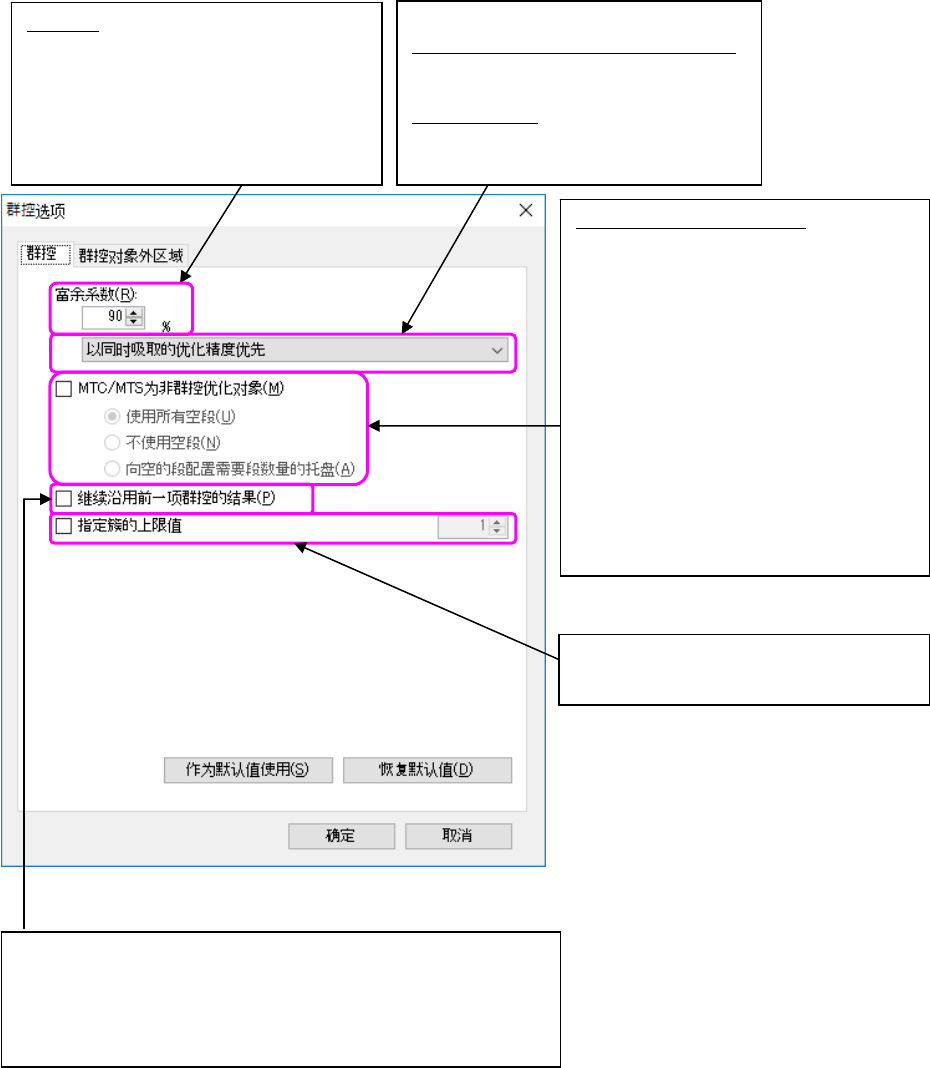
在多项优化画面里选择「群控选项」时,会显示如下画面。
图8-3-22-9 群控选项对话框
对群控之间存在相同元件时,选择:是在各个群控内进行供料器配
置,还是如果群控之间有相同元件,则配置供料器于同一位置。
●设置了「MTC/MTS 为非群控优化对象」并使用「继续沿用前一项
群控的结果」时,则不会考虑 MTC/MTS,仅在供料器元件里有相同
元件时,配置供料器以使供料器安装位置位于同一位置。
富余系数:
在所有供料器配置区域内,只可使用设置
的比例(以位置总数为 100 时的比例)配
置供料器。
降低比例(数值)时,生产节拍会加快,
但分配给 1 个程控的程序会减少,因而会
增加变更供料器配置的时间。
MTC/MTS 为非群控优化对象:
对制作群控时,是制作含 MTC/MTS 的群
控,还是仅以供料器制作群控,进行设置。
[使用所有空段](默认值)
在配置最低必要数量的 MTC/MTS 元件
后,自动按已设置的 MTC/MTS 元件贴片
点从多到少的降序,对所有空段进行配
置。
[不使用空段]
仅配置最低必要数量的 MTC/MTS 元件。
[配置空段所必要的托盘段数]
可以配置时,配置的托盘段数按照如下得
出:必要段数=((生产枚数×考虑到电
路数的贴片个数)÷每枚托盘的存放个
数)。
选择群控优化的配置模式
以同时吸取的优化精度为优先(默认值):
依次从贴片点数多的生产程序开始,考虑
同时吸取进行供料器配置。
以群控密度优先:
为了高密度地配置,在群控内将各程序统
合为一个,优化供料器配置。
不在群控指定的上限值以内时,发生错误
结束优化。设定范围为 1-100。

JaNets 使用说明书 8 作业优化
8-41
※配置模式
[同时吸取的精度优化优先]
第1生産プログラム (部品A,B,C,D,E,F) 第2生産プログラム (部品B,D,F,G,H,I)
第1生産プログラムを配置する。
マシン1 マシン2
マシン1 マシン2
A
B
B
C
G
B
B
H
D
E
F
F
D
I
F
F
第2生産プログラムを配置する。
このとき、共通の部品は装着位置
を引き継ぎ、共通しない部品は干
渉しない位置に装着される。
フィーダセットを形成
マシン1 マシン2
プログラム切り替え時にもフィーダ
交換が不要の単位としてクラスタ
が形成される。
G
A
B
B
C
H
D
E
I
F
F
[群控密度优先]
全てのプログラムの荷姿を仮配置 最適化しフィーダセットを形成
第1、第2生産プログラムの荷
姿を仮配置する。
マシン1 マシン2 マシン1 マシン2
A
B
B
C
D
E
F
F
仮配置で各マシンに割り振られ
た荷姿をマシン内で最適化して
再配置し、クラスタを形成する。
各プログラムでの吸着搭載順決定
マシン1 マシン2
クラスタの吸着位置を各プログ
ラムに反映し、各プログラムの
吸着搭載順を決定する。
G
H
I
G
A
B
B
C
H
D
E
I
F
F
G
A
B
B
C
H
D
E
I
F
F
※ 在使用「长尺寸基板」「不间断运行」条件下,不能执行「群控密度优先」模式的优化。
配置第 1 生产程序
配置第 2 生产程序。
此时,共通的元件继承贴片
位置,非共通的的元件贴装
在不被干涉的位置。
切换程序时无需更换供料器
的单位,形成群控。
第 1 生产程序(元件 A,B,C,D,E,F)
第 2 生产程序
(
元件 B,D,F,G,H,I
)
供料器安装形成
机器 2
机器 1
机器 2
机器 1
机器 2
机器 1
机器 1
机器
2
机器
2
机器
2
机器 1
机器 1
全部程序的包装暂定配置
形成优化供料器配置
确定在各个程序的吸取贴片顺序
第 1、第 2 生产程序的包
装暂定配置
将暂定配置在各个机器的包
装在机械内进行优化重新置
形成群控。
把群控的吸取位置反映到各
个程序,确定各个程序的吸
取贴片顺序。