00191369-01.pdf - 第94页
3 Introduction and Basic Concepts User’ s M anual SIPLACE HS -50 3.1 Machine Displays and Controls Software Version SR.501.xx Edition 01/99 92 )XQFWL RQV *HQHUDO2SHUDWL QJ6WDW XVHV – 2SHUDWLQJLQGLF DWRUOLJ…
User’s Manual SIPLACE HS-50 3 Introduction and Basic Concepts
Software Version SR.501.xx Edition 01/99 3.1 Machine Displays and Controls
91
WARNING
Only appropriately qualified personnel are permitted to use the key-operated switch for service
or maintenance work. The key must be removed to prevent unauthorized access as otherwise
serious injury to personnel or damage to the machine may occur.
0DLQ)DXOW,QGLFDWRU
The main fault indicator (see Figure 3.1 - 1) contains 2 fault indicator lights (white) together
with an operating indicator light (green)
The operating indicator light is located between the two fault indicator lights. This indicates
whether the machine is in production or wait mode.
The nature and location of any malfunction can be identified using the operating indicator
light (flashing, glowing etc.) and the two fault indicator lights.
The following section describes the information provided by the two fault indicator lights.
NOTE
The operating statuses (or their meanings) of the two fault indicator lights can be individually
programmed to respond to local circumstances (see the description of the "Programmable
Operating Statuses" in the next section).
3 Introduction and Basic Concepts User’s Manual SIPLACE HS-50
3.1 Machine Displays and Controls Software Version SR.501.xx Edition 01/99
92
)XQFWLRQV
*HQHUDO2SHUDWLQJ6WDW XVHV
– 2SHUDWLQJLQGLFDWRUOLJKWFRQWLQXRXVO\LOOXPLQDWHG
The machine is operating.
– 2SHUDWLQJLQGLFDWRUOLJKWIODVKHV
The machine is waiting for a PCB in the input conveyor or is waiting for the output conveyor
to become free.
– )DXOWOLJKWIODVKHV
One or more tracks are empty at the feeder location of the gantry in question.
However, the machine will process any components present.
– )DXOWOLJKWFRQWLQXRXVO\LOOXPLQDWHG
An error has occured at the gantry in question--> the machine has stopped.
– %RWKOLJKWVFRQWLQXRXVO\LOOXPLQDWHG
An error has occurred which affects the entire machine--> the machine has stopped.
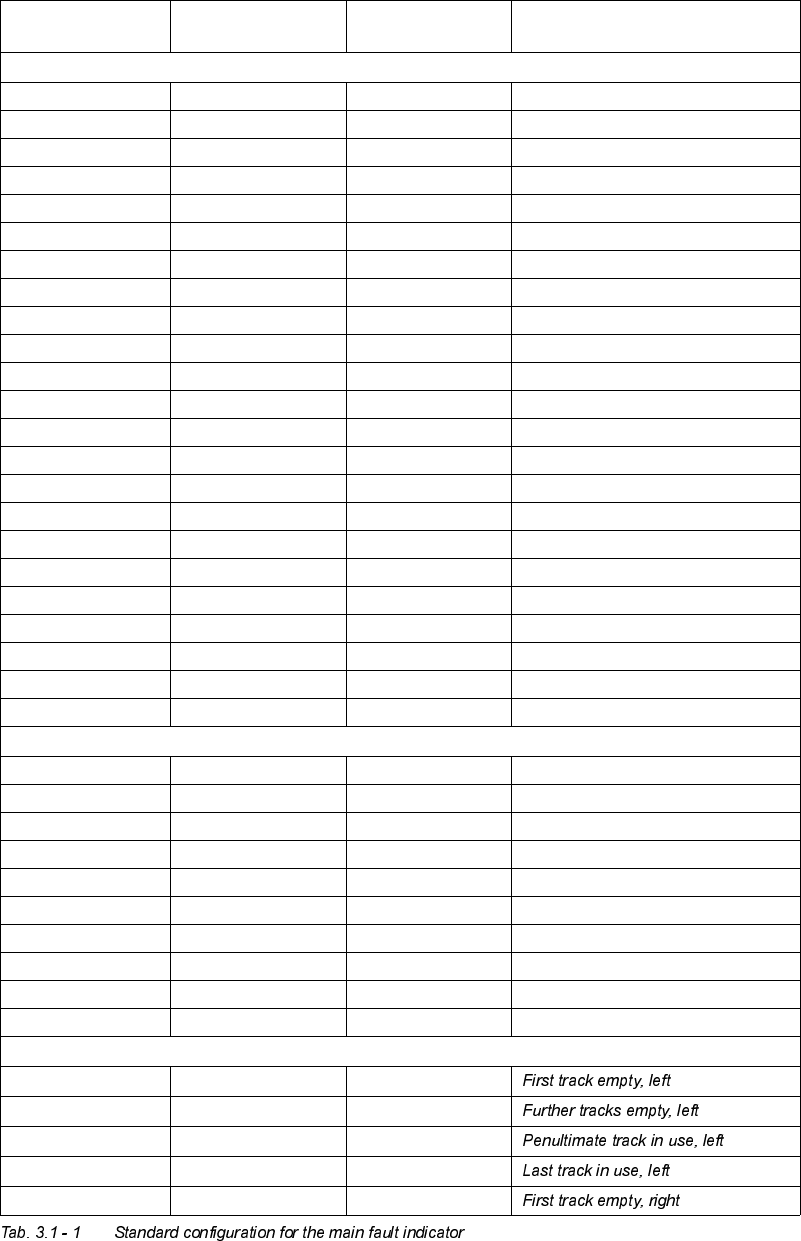
3URJUDPPDEOH2SHUDWLQJ6WDWXVHV
Table 3.1 - 1 shows the operating states which have been programmed in the standard config-
uration (version as delivered) together with the meaning these states have with regard to the
main fault indicator.
NOTE
The entries in the table next to "flashes" refer to the frequency with which the relevant lamp
flashes for a given event.
This means that an entry of "(5.5)", for instance, indicates that the lamp flashes at a frequency
of 0.5 Hz).
NOTE
The file containing the parameters for configuring the main fault indicator is located in the di-
rectory containing the machine files on the station computer. Changes to the parameters in
this file must be made by suitably qualified staff only.
User’s Manual SIPLACE HS-50 3 Introduction and Basic Concepts
Software Version SR.501.xx Edition 01/99 3.1 Machine Displays and Controls
93
/
7RSODPS
/
0LGGOHODPS
/
%RWWRPODPS 0HDQLQJ
6WDWXVGLVSOD\
flashes (1,10) flashes (7,7) flashes (1,10) Reference run
unchanged flashes (1,5) unchanged Waiting until axes in position
unchanged flashes (7,7) unchanged Waiting for setup data
unchanged flashes (7,7) unchanged Waiting for cluster data
unchanged flashes (7,7) unchanged Load table program
unchanged flashes (7,7) unchanged Position recognition
unchanged flashes (1,10) unchanged Ink spot recognition
unchanged flashes (7,7) unchanged Nozzle configuration test
unchanged flashes (7,7) unchanged Feeder posn. recogn.
unchanged flashes (7,7) unchanged One track is empty
unchanged flashes (7,7) unchanged No further track available
unchanged flashes (7,7) unchanged Go to refill position
unchanged flashes (7,7) unchanged Transport being initialized
unchanged flashes (7,7) unchanged Place PCB in input conveyor
flashes (1,10) flashes (7,7) unchanged Remove PCB from output conveyor
unchanged flashes (7,7) flashes (1,10) Remove PCB in output conveyor 2
flashes (1,10) flashes (7,7) flashes (1,10) Width adjustment
unchanged flashes (1,10) unchanged Transport PCB
flashes (1,10) flashes (7,7) flashes (1,10) Both output conveyors are cleared
on flashes (1,10) on Transport errors
on off on Go to service position
on Placement
flashes (1,20) Waiting for processing data
(UURUGLVSOD\
on off unchanged Machine error, right
on off unchanged Track empty, right
on off unchanged Nozzle configuration, right
on off unchanged Transport error, right
on off on Fiducial error, left and right
on off on Fiducial error, left and right
unchanged off on Track empty, left
unchanged off on Nozzle configuration, left
unchanged off on Transport error, left
unchanged off on Machine error, left
3LFNXSHUURUGLVSOD\
unchanged unchanged flashes (1,20)
unchanged unchanged flashes (5,20)
unchanged unchanged flashes (5,5)
unchanged unchanged flashes (1,2)
flashes (1,20) unchanged unchanged