SIPLACE Line Computer UNIX.pdf - 第338页
11 Production Tools / Optimization User Manual Line Computer UNIX 11.4 Optimization Dialog Software Version 5 02.xx 10 /2000 Issue 336 I t I I Fig. 1 1.4.2 Cha nging Standard Parameters Meaning of the Paramete rs - DETER…

User Manual Line Computer UNIX 11 Production Tools / Optimization
Software Version 502.xx 10/2000 Issue 11.4 Optimization Dialog
335
I
t I I
11.4.3 SERVICES Menu
The SERVICES menu contains the following options:
- Changing standard parameters (see section 11.4.3.1)
- Changing job parameters (see section 11.4.3.3)
- Discarding job parameters (see section 11.4.3.4)
- Viewing error file (see section 11.4.3.5)
- Starting Feeder Editor (see section 11.4.3.6)
- Starting Restriction Editor (see section 11.4.3.7)
- Checking for producibility (see section 11.4.3.8)
- Display set-up (see section 11.4.3.9)
- Display result file (see section 11.4.3.10)
11.4.3.1 Changing Standard Parameters
At the start of the optimization run, Set-Up Optimization reads in a parameter file, the standard parameters.
This file contains a number of parameters which control the optimization process and have an effect on setup
clustering. The settings may be the factory-preset default values which, however, can be changed by the
customer as required.
The setting of the parameters is explained in
section 11.4.3.2 by means of three examples of production
situations.
Procedure
● On the SERVICES menu click on the Change standard parameters option.
The „Change standard parameters for xx.lose“ window opens.
11 Production Tools / Optimization User Manual Line Computer UNIX
11.4 Optimization Dialog Software Version 502.xx 10/2000 Issue
336
I
t I I
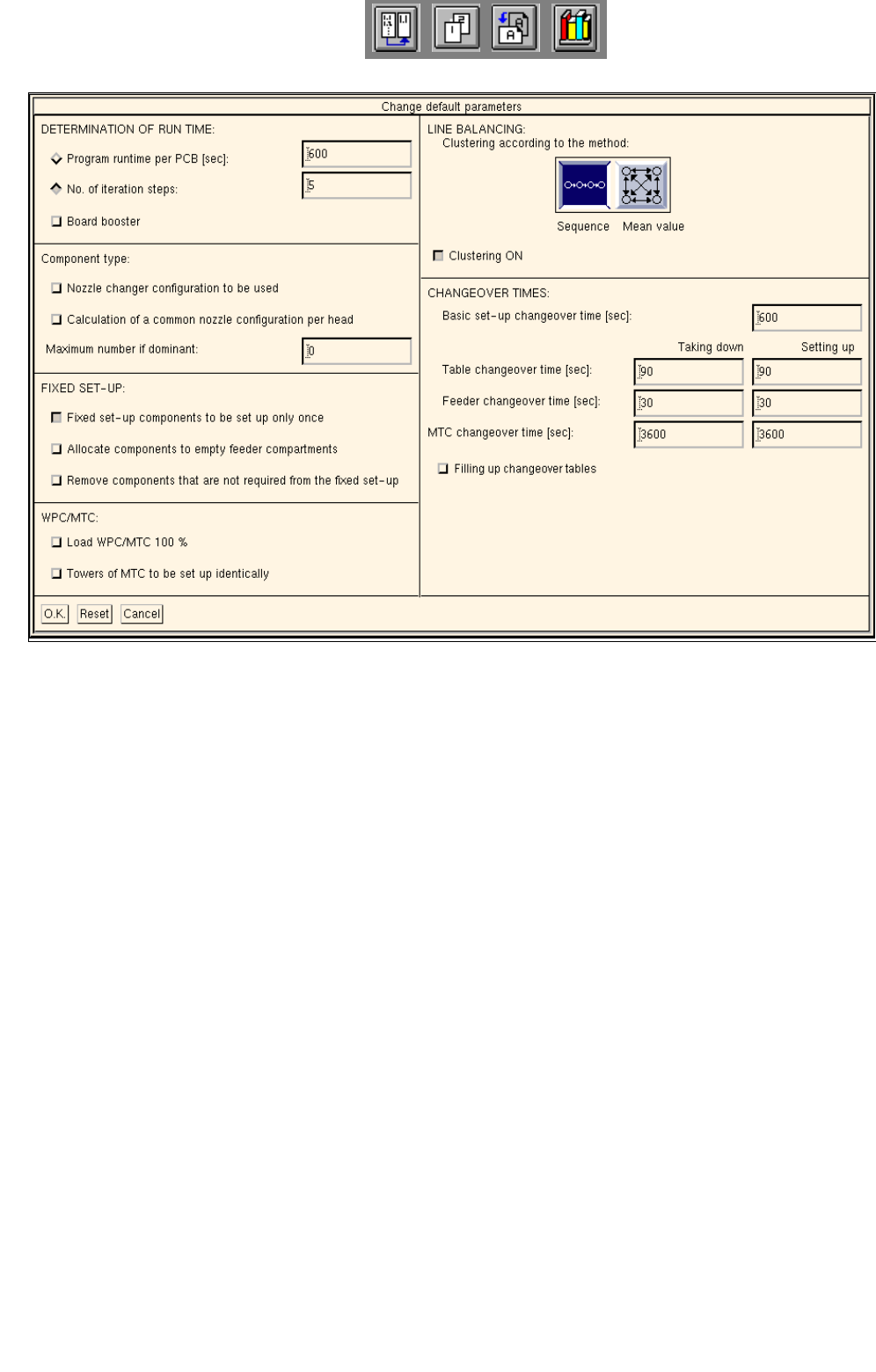
Fig. 11.4.2 Changing Standard Parameters
Meaning of the Parameters
- DETERMINATION OF RUN TIME:
Optimization run time increases exponentially with the number of jobs. The quality of the setup can be set
via the run time: long run time -> good setup, short run time -> poor setup. The run time of Optimization
can be limited. Once the preset run time is exceeded, or the preset number of iteration steps completed,
Optimization is aborted. The best solution hitherto found continues to be used.
Optimization can produce reproducible (parameter: no. of iteration steps) and non-reproducible results
(parameter: Program run time per PCB).
- Program run time per PCB [sec]
This parameter allows you to define how long Optimization is to run for a given job. By multiplication
with the number of jobs contained in a lot file it is possible to determine the total run time of Optimiza-
tion for that lot file. A more optimized setup is computed requiring, however, more computing time. The
optimization results are not reproducible.

User Manual Line Computer UNIX 11 Production Tools / Optimization
Software Version 502.xx 10/2000 Issue 11.4 Optimization Dialog
337
I
t I I
- No. of iteration steps
This parameter allows you to define how many Optimization runs (iteration steps) are to be performed
until a setup is established. Thereafter, Optimization is aborted and the best setup selected. The opti-
mization results are reproducible, however the time required for optimization cannot be precisely pre-
determined.
- Board Booster
This button allows the option "Board Booster" to be toggled on or off separately for both parameters.
- COMPONENT TYPE
The following parameters can be set for the component supply units. They will affect - with one exception -
the entire setup optimization.
- Using the nozzle changer configuration
This parameter permits you to specify that the current configuration of the respective nozzle changer
is to be used and not to be changed by Set-Up Optimization.
- Calculation of a common nozzle configuration per head
This parameter enables you to specify that Setup Optimization is to compute for all PCBs a nozzle
configuration per head and to save it to the setup file.
- Maximum number if dominant
This parameter allows you to define the maximum number of times a dominant component type may
be set up. If only a minimum of setups is to be created, the number of feeders in the case of domi-
nance should be limited to 1. With the setting of 0, Set-Up Optimization can decide on its own how
often the component type at issue is to be set up.
Components with a dominant ’placement content’ and a dominant vibration time are set up by setup
optimization multiple times in order to prevent unbalanced lines. This has an effect on the setup and
thus the setup changeover times. If a component is not to be set up any number of times, the number
of feeders per component type may be restricted.
- FIXED SET-UP
- Fixed set-up components to be set up only once
This parameter is only relevant where a fixed setup is defined. It is possible to define whether or not a
component already contained in the fixed setup is allowed to be set up by Optimization at another or
several other locations that may be more advantageous.
- Allocate components to empty feeder compartments
Activation of this parameter causes empty compartments or feeders to be removed from the fixed
setup so that they are available for reallocation by the setup optimization. New feeders will only be set
up if required.