MAN00000772_SI-G200BB_SVCPDFA.pdf - 第165页
Preparation for Calibration HLGB-10105-01 Calibration Dat a Load SHEET 3/3 After loading jig data, check the fo llowing description in Calib.ini. ・ Should be same value as MOUNT_HEIGHT in NOZZLE_S_TYPE_G = head.ini. ・ Sh…
Preparation for Calibration
HLGB-10105-01
Calibration Data Load
SHEET
2/3
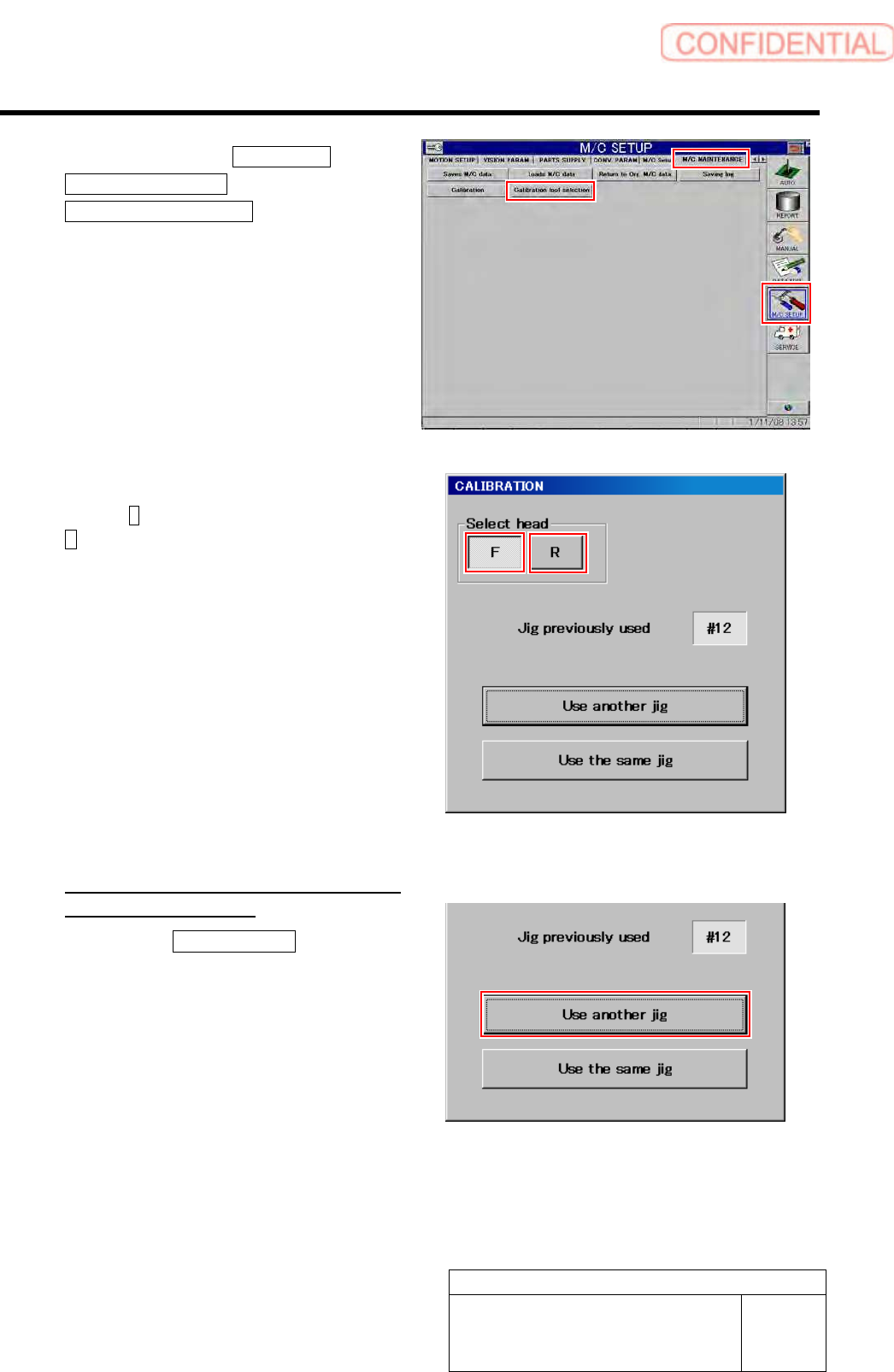
3 Click in an order of M/C SETUP menu
M/C MAINTENANCE tab
Calibration tool selection button.
A select screen for jig used for calibration appears.
4 Select head to be calibrated.
Press the F button for the front head, and press the
R for the rear head.
5 Select jig used for calibration.
<When the indicated jig No is different
form jig No to be used>
1. Press the Use another jig button.
Calibration plate data is read into the unit, and jig
select screen is closes.
Preparation for Calibration
HLGB-10105-01
Calibration Data Load
SHEET
3/3
After loading jig data, check the following description in Calib.ini.
・ Should be same value as MOUNT_HEIGHT in NOZZLE_S_TYPE_G = head.ini.
・ Should be a value obtained by subtracting “3” from MOUNT_HEIGHT in NOZZLE_T_TYPE_G =
head.ini .
・ Should be a value of H of [FixedCamera] POS_XYH in FIXED_INSP_HEIGHT = head.ini.
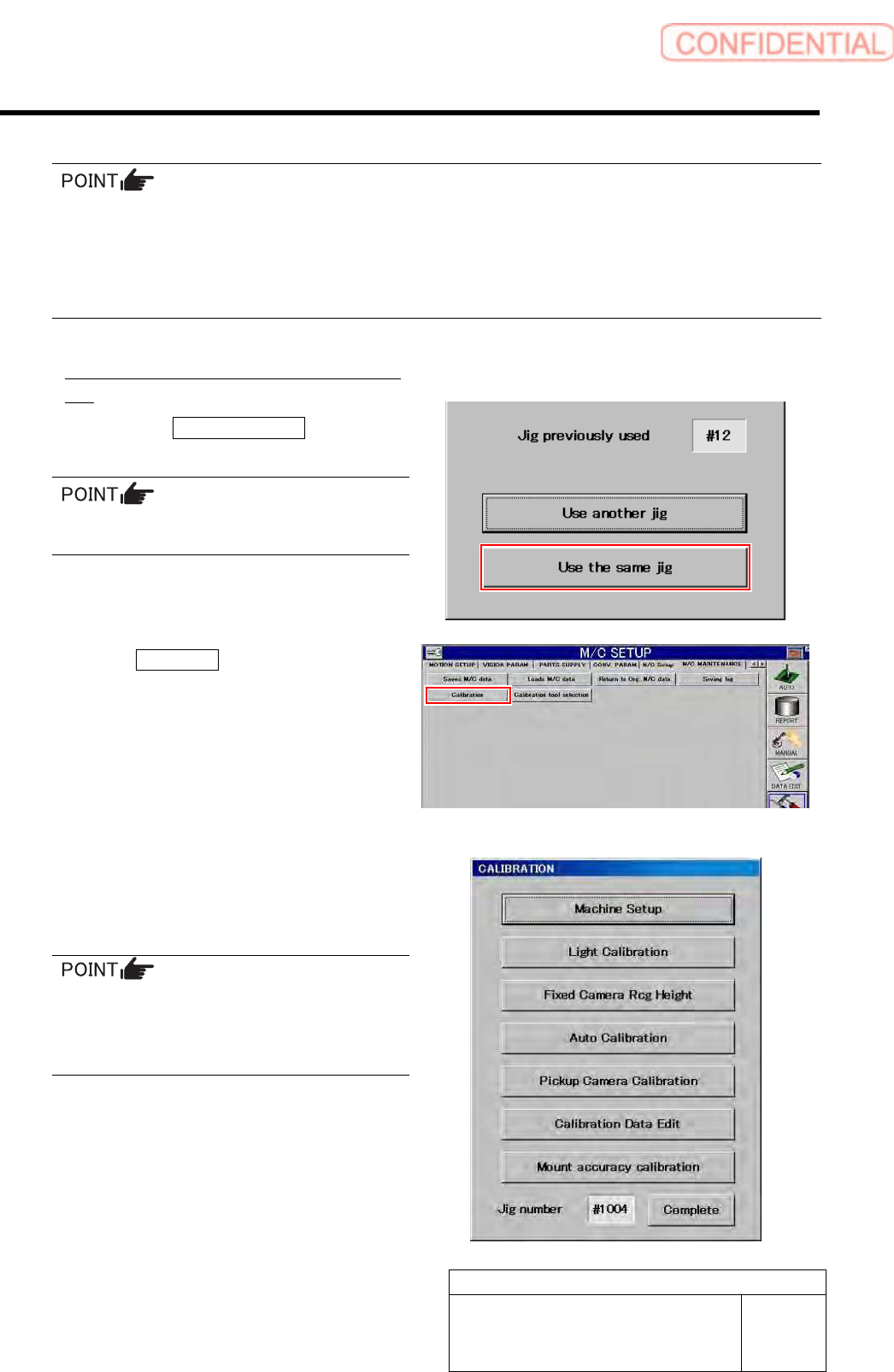
<When using same jig No as the indicated jig
No>
1. Press the Use the same jig button.
The Jig Select screen closes.
When performing calibration again, use the
previously used jig wherever possible.
6 Click the Calibration button.
“ Head at opposite position will be moved to
noninterference area. Press the [START] button if you
are really OK.” is displayed on the message screen.
7 Press the [START] button on the operation
panel.
CALIBRATION screen is displayed.
For machine setup and respective calibrations
described in the following pages, the respective
operation screens can be opened from this menu.
Perform calibration sequentially from the
upper on this menu screen.
Any buttons displayed in gray become effective
by completing calibration items on the above.
Preparation for Calibration
HLGB-10106-01
Origin Return of the Unit (M/C ORG)
SHEET
1/2
Origin Return of the Unit (M/C ORG)
[Procedure]
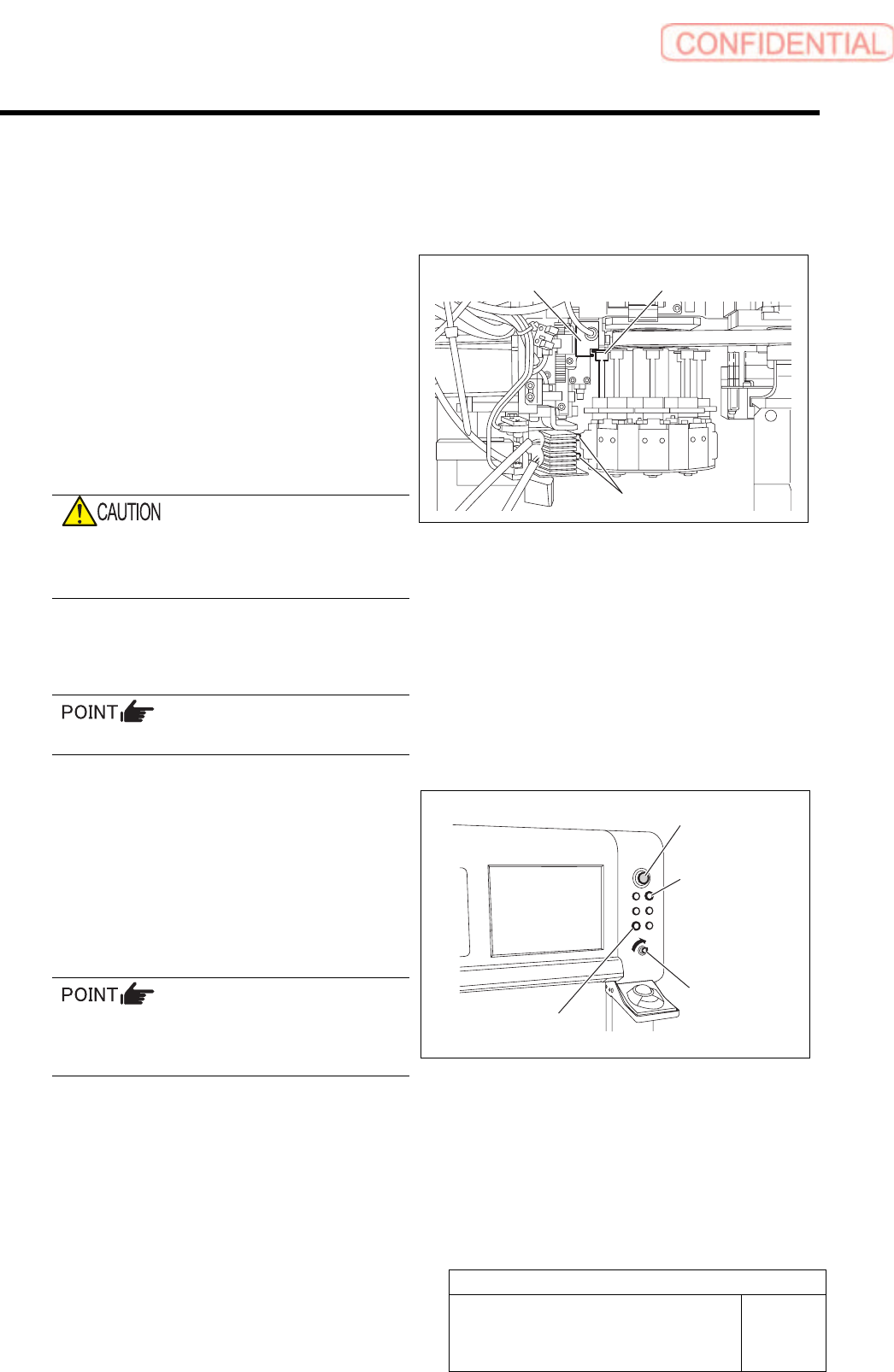
1 Check stop position of head part.
1. Check that two plungers are
withdrawn.
2. Turn RT axis to a position where inner
shaft upper end matches H axis
pusher.
When the position is deviated, turn the RT axis to
align positions of the inner shaft and H axis
pusher.
If origin return is performed while the RT axis
deviates from the plunger.
Be sure to match them to the above position.
2 Insert the front and rear alternation carts into
the unit.
It is unnecessary to raise the alternation carts.
3 To secure safety, close the front and rear
doors for the unit and turn ON the interlock
key.
4 Press the Operation priority button
(FRONT/REAR button).
For any malfunction of the unit during origin
return, prepare to immediately press the
emergency stop switch.
Inner shaft upper end
H axis pusher
Plunger
Emergency stop
switch
Operation priority
button
ORG button
Interlock key