MAN00000772_SI-G200BB_SVCPDFA.pdf - 第217页
Calibration HLGB-10304-01 Auto Calibration (Recognition of relationship betw een PWB coordinate and mechanism coordinat e) SHEET 7/7 11 Chec k that it was nor mally ended, and click the Save button. Calibration result is…
Calibration
HLGB-10304-01
Auto Calibration (Recognition of
relationship between PWB coordinate and
mechanism coordinate)
SHEET
6/7
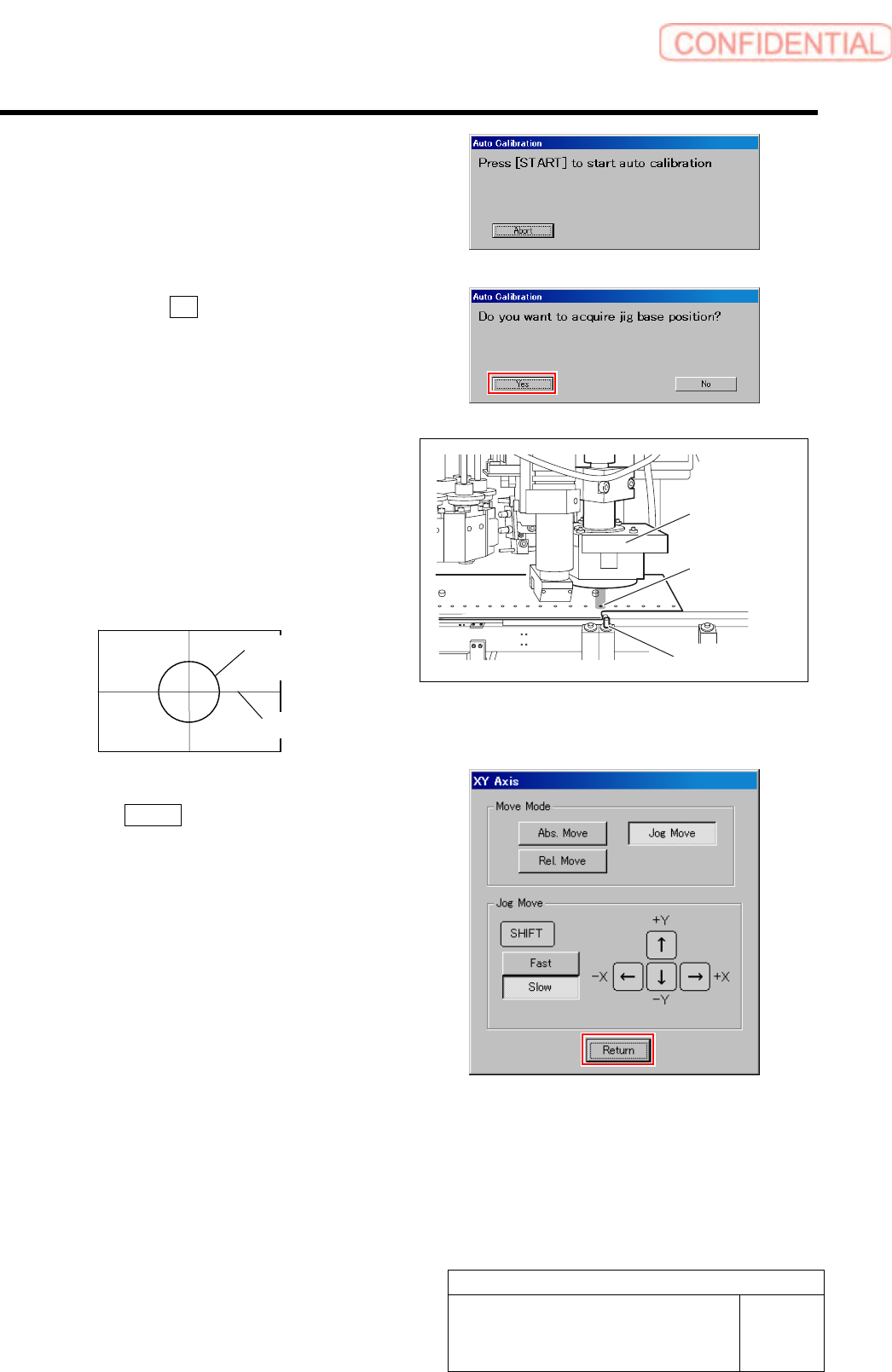
2. Press the [Start] button to start the
auto calibration.
Captive check screen for jig base position is
displayed.
3. Click the Yes button.
XY Axis screen is displayed.
4. Align the PWB camera to the
reference position on the front of the
locator pin while checking the
PCBOARD DISPLAY.
Align cross-hair line on the PCBOARD
DISPLAY to the center of the hole of the
reference position by jog move.
5. The calibration starts when you click
the Return button on the XY Axis
window.
Wait until the calibration process ends.
PWB camera
Reference
position
Locator pin
Hole of reference
position
Cross-hair line
Calibration
HLGB-10304-01
Auto Calibration (Recognition of
relationship between PWB coordinate and
mechanism coordinate)
SHEET
7/7
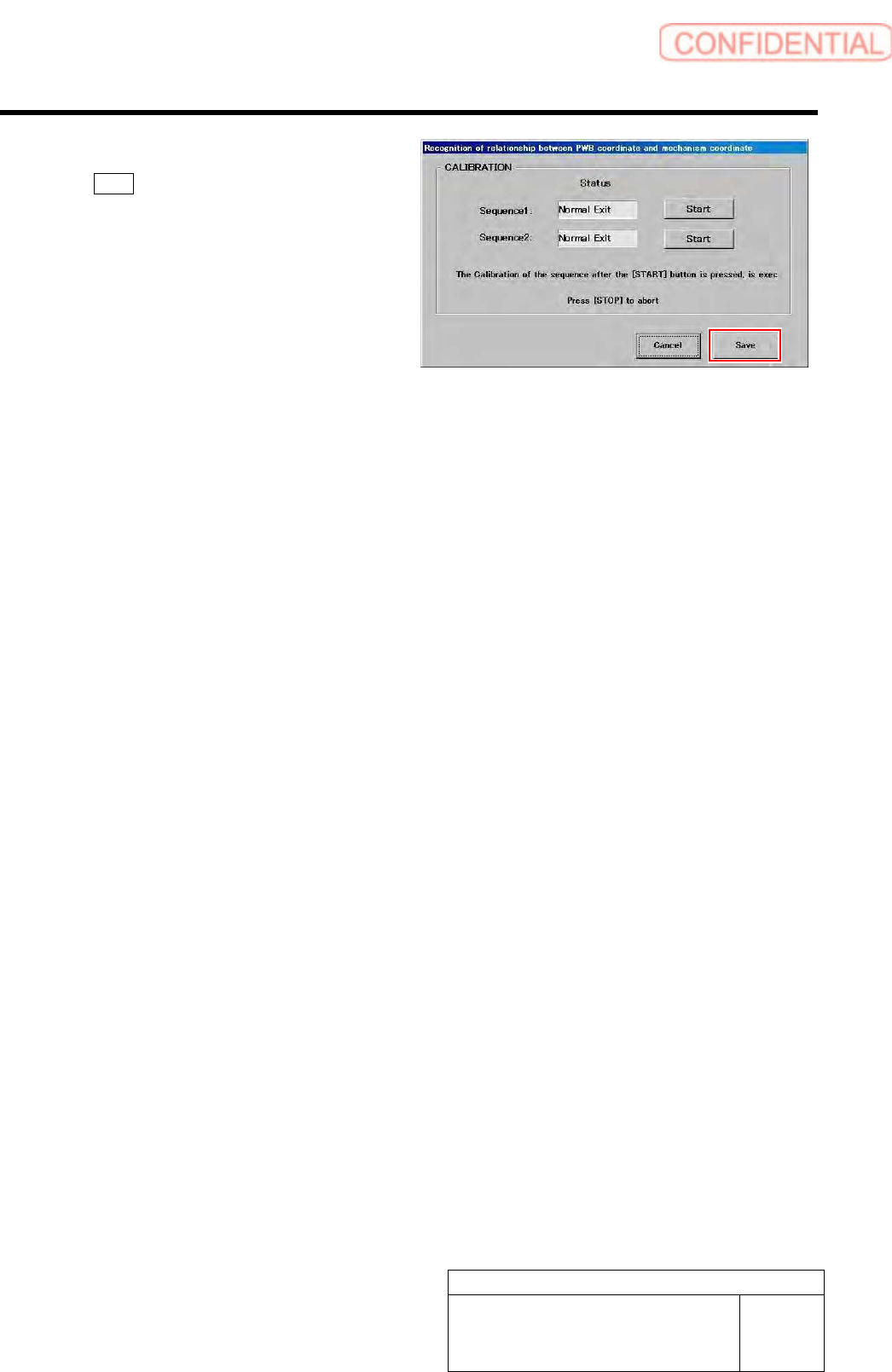
11 Check that it was normally ended, and click
the Save button.
Calibration result is saved.
12 Remove the ball point jig, and then reattach
the rail stopper, PWB presser rails, and
nozzle cartridges to their original location.
13 Go on to the procedure of recognition of relationship between the fixed camera and nozzle, and
then to the procedure of Recognition of relationship for the Multiple Recognition.
・ For the recognition of relationship between the fixed camera and nozzle procedure, refer to “Auto Calibration
(Recognition of Relationship between the Fixed Camera and Nozzle)[HLGB-10305-01]”.
・ For the recognition of relationship for the Multiple Recognition procedure, refer to “Auto Calibration (Recognition of
relationship for the Multiple Recognition)[HLGB-10306-01]”.
Calibration
HLGB-10305-01
Auto Calibration (Recognition of
Relationship between the Fixed Camera
and Nozzle)
SHEET
1/4
Auto Calibration (Recognition of Relationship between the Fixed
Camera and Nozzle)
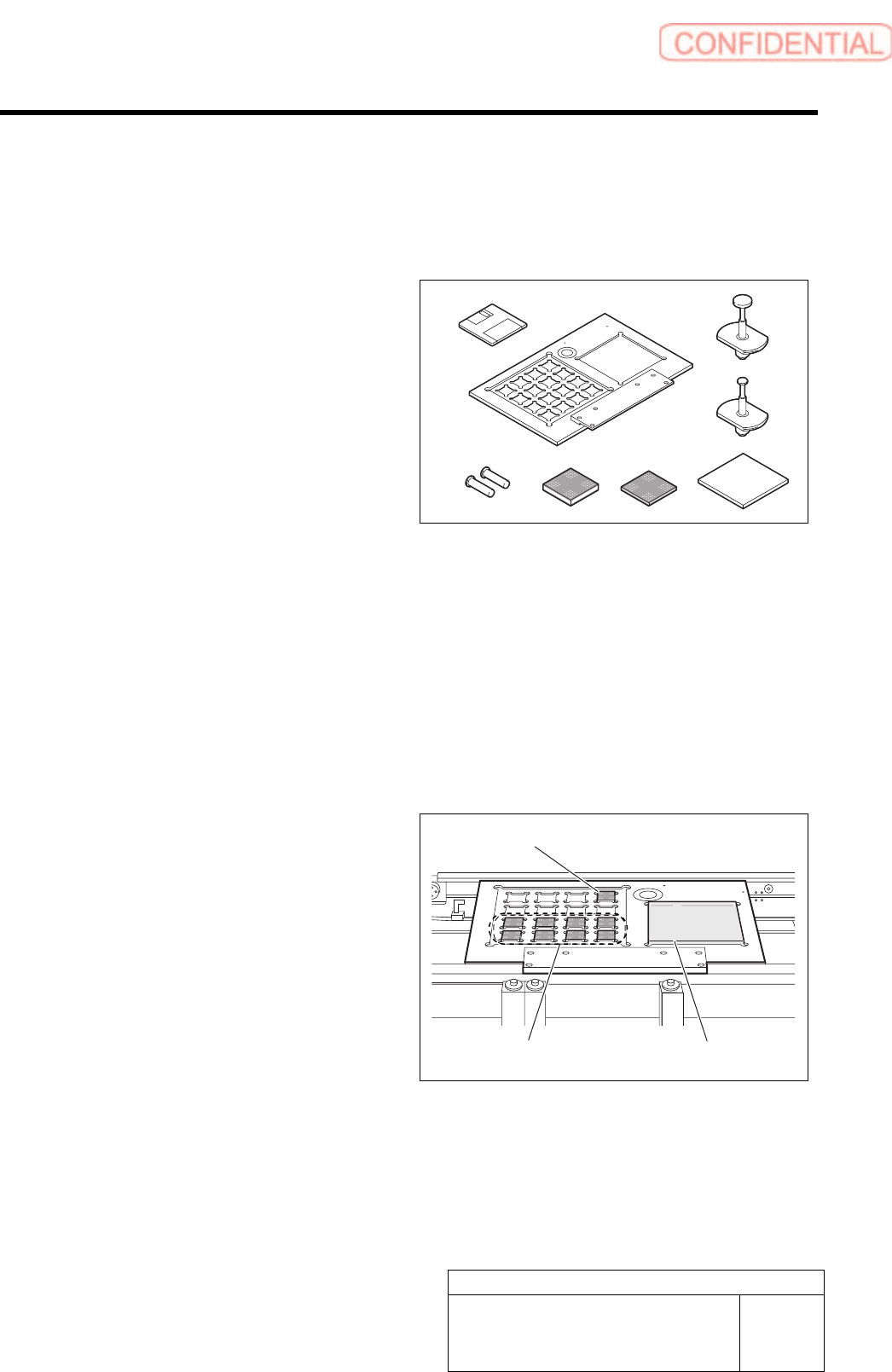
[Necessary jigs]
A Calibration data FD
B Calibration plate jig
C Positioning pins for calibration plate
D BF00900 nozzle (1 pc.)
E BF60400 nozzle (7 pcs.)
F Calibration jig chip (t=3.4, 1 pc.)
G Calibration jig chip (t=1.4, 8 pcs.)
H Calibration jig chip (glass)
[Procedure]
1 Load the calibration data.
For calibration data loading procedure, refer to “Calibration Data Load [HLGB-10105-01]”.
2 Install the calibration plate jig.
For mounting method of the calibration plate jig, refer to “Install the Calibration Plate Jig [HLGB-10101-01]”.
3 Put the jig tip on the calibration plate.
1. Put 8 thinner jig chips (t=1.4mm) to
front side.
2. Put thicker jig chip (t=3.4mm) to the
right end of the deep row.
3. Put jig chip (glass) on the right
countersunk section.
Set the jig chips so that surface on which glass
black point (pattern) is printed is directed
upward.
E
D
A
B
C
F
G H
Jig chip (t=3.4mm)
Jig chip (t=1.4mm) Jig chip (glass)