DGS-程序手册_04BFC.pdf - 第1154页
程序手册 7.11 各种设定 Page 7-192 EJS9AC-MB-07P-20 * 关于基板弯曲的通讯信 息 ①使用基板弯曲功能时,请如下设定 。 ① -1 基板弯曲检测 : 只勾选打头机器。 ②还需要在机器上也进行同样设定, 请如下设定。 ② -1 通过高度传感器进行测量 : 只将打头机器设定为 ‘ON’ 。 ② -2 基板弯曲补正 : 对基板弯曲实施补正 的全部机器都设定为 ‘ON’ 。 ( 详细内容,请参照设备的使用说明书。…
程序手册
7.11
各种设定
EJS9AC-MB-07P-20 Page 7-191
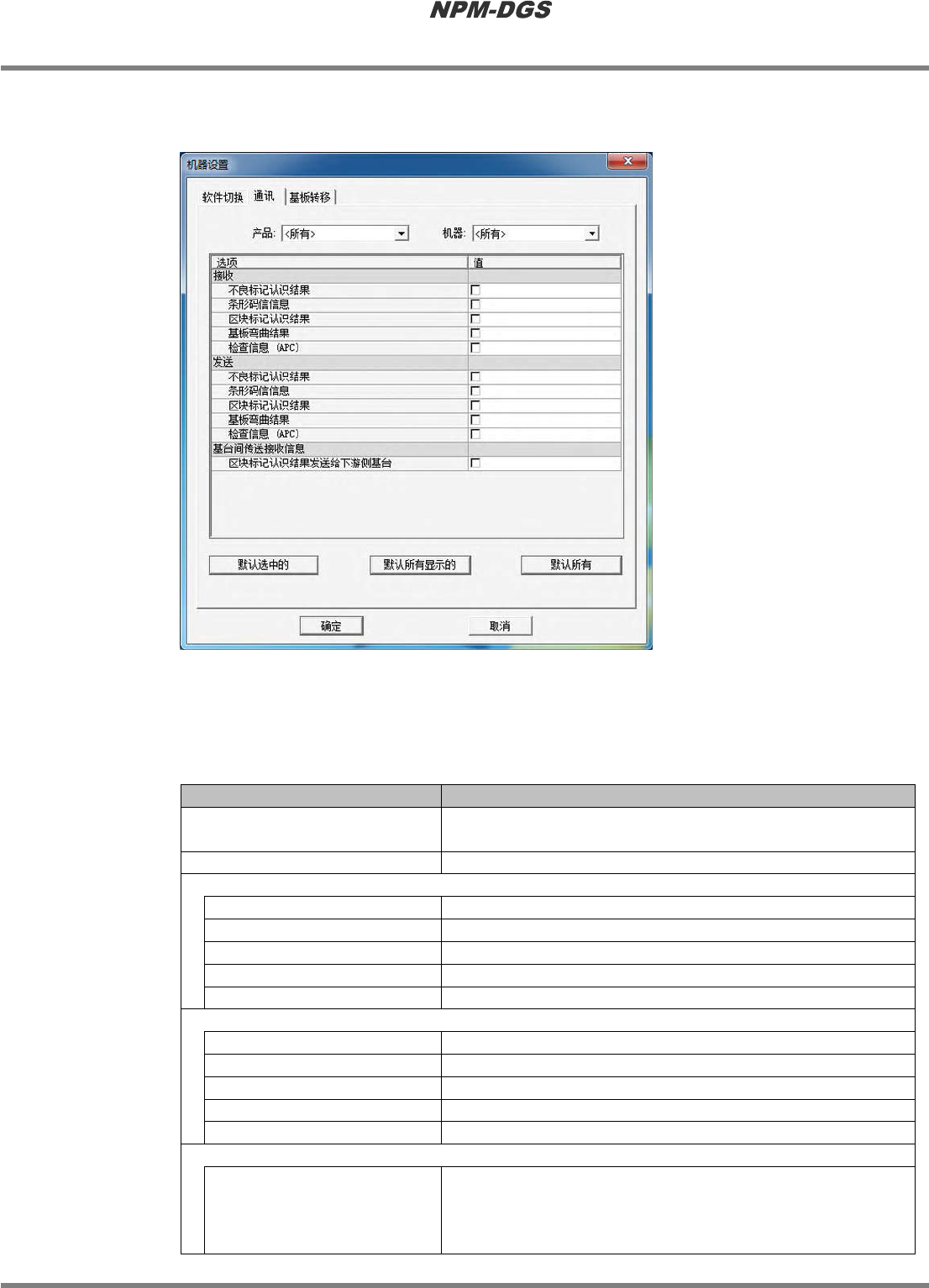
②通讯标签
设定是否将各机器之间的共通信息从本机器发送到下一个机器。
n
通讯设定项目
*
请如下设定通讯设定。
①
-1.
接收数据
:
打头机器以外都设定为
‘
接收
’
。
①
-2.
发送数据
:
除最末尾机器以外都设定为
‘
发送
’
。
项目
说明
‘
产品
’
从组合框中选择要设定的
PCB
。目前显示在制作时选择的
PCB
。
*
对所有的
PCB
设定时,请选择
[<
所有
>]
。
‘
设备
’
选择设定对象的设备。
‘
接收
’
‘
条形码信息
’
设定是否由上游设备接收条形码信息。
‘
基板弯曲结果
’
设定是否由上游设备接收基板弯曲测量结果。
‘
区块标记识别结果
’
设定是否由上游设备接收区块标记识别结果。
‘
不良标记识别结果
’
设定是否由上游设备接收不良标记结果。
‘
检查信息
(APC)’
设定是否从上游设备接收
APC
信息。
‘
发送
’
‘
条形码信息
’
设定是否向下游设备发送条形码信息。
‘
基板弯曲结果
’
设定是否向下游设备发送基板弯曲测量结果。
‘
区块标记识别结果
’
设定是否由上游设备接收区块标记识别结果。
‘
不良标记识别结果
’
设定是否由上游设备接收不良标记结果。
‘
检查信息
(APC)’
设定是否向下游设备发送
APC
信息。
'
基台间传送接收信息
’
'
区块标记认识结果发送给下游
侧基台
'
设定是否向下游基台发送区块基板识别结果。
这个项目只在
CM602
等拥有两个基台的设备上显示。不勾选时,
在下游也可识别在上游识别到的区块标记。为优先实装质量,通
常请不要勾选。
Product071004S-04C05

程序手册
7.11
各种设定
Page 7-192 EJS9AC-MB-07P-20
*
关于基板弯曲的通讯信息
①使用基板弯曲功能时,请如下设定。
①
-1
基板弯曲检测
:
只勾选打头机器。
②还需要在机器上也进行同样设定,请如下设定。
②
-1
通过高度传感器进行测量
:
只将打头机器设定为
‘ON’
。
②
-2
基板弯曲补正
:
对基板弯曲实施补正的全部机器都设定为
‘ON’
。
(
详细内容,请参照设备的使用说明书。
)
*
如果①
-1
、②
-1
的双方设定都没有设定为
‘
计测
’
,将不会实施计测,也不会交接基板弯曲
信息。
*
如果②
-2
的设定不为
‘ON’
,将不会实施基板弯曲补正。
③当上游侧的发送设定和下游侧的接收设定不一致时,有时不会进行基板弯曲补正。
请注意不要设定不同的发送和接收方式。
程序手册
7.11
各种设定
EJS9AC-MB-07P-20 Page 7-193
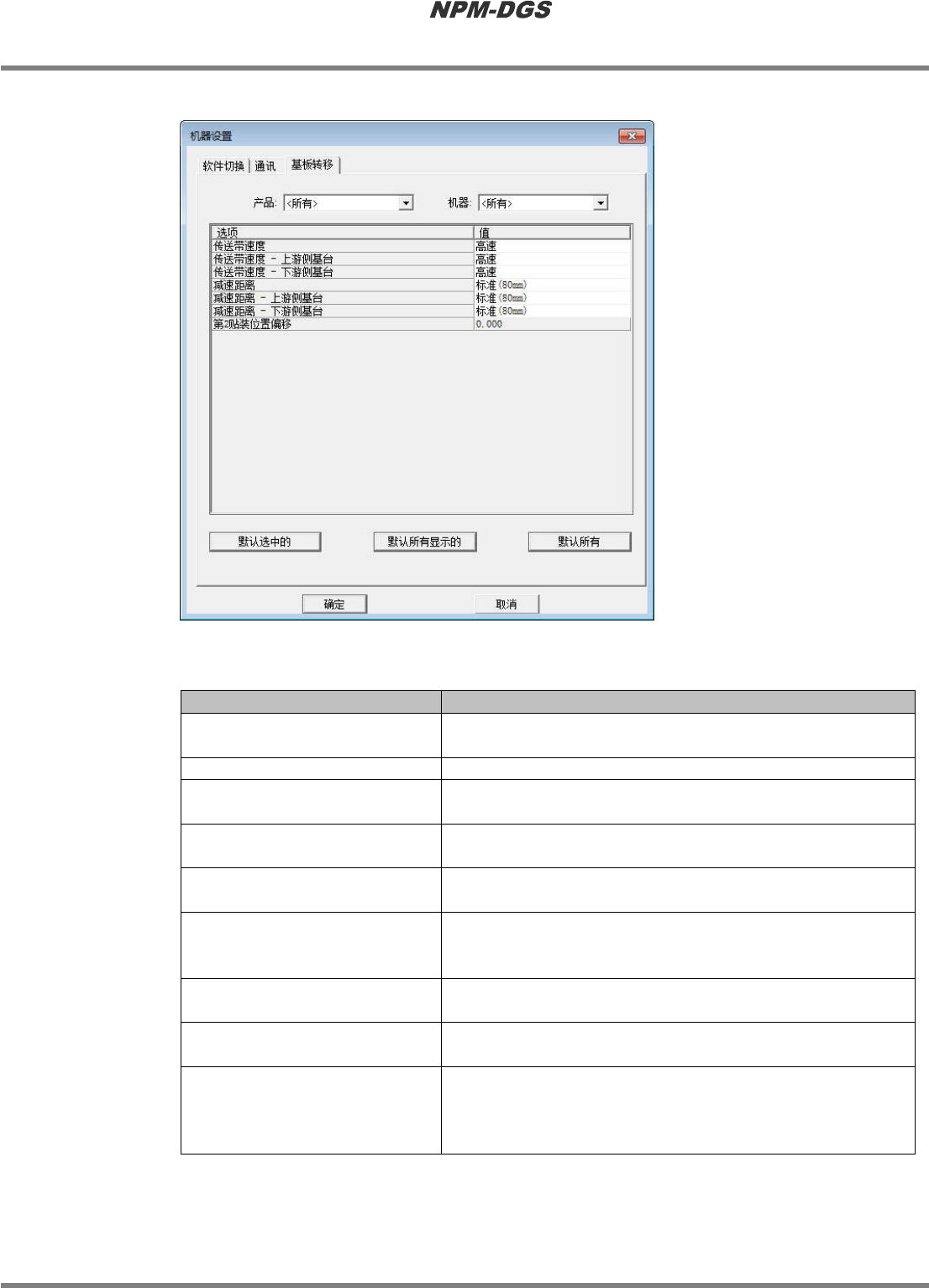
③基板转移标签
n
基板转移设定项目
项目
说明
‘
产品
’
从组合框中选择要设定的
PCB
。目前显示在制作时选择的
PCB
。
*
对所有的
PCB
设定时,请选择
[<
所有
>]
。
‘
机器
’
选择进行设定的对象设备。
‘
传送带速度
’
设定传送带的速度。存在下述三种速度
:
高速
(
默认
)
、中速、低速
'
传送带速度
-
上游侧基台
对双基台设备的上游侧基台的传送带速度进行设定。可进行设定
的种类与
'
传送带速度
'
相同。
'
传送带速度
-
下游侧基台
'
对双基台设备的下游侧基台的传送带速度进行设定。可进行设定
的种类与
'
传送带速度
'
相同。
‘
减速距离
’
为了防止超限,而设定搬送基板之际的减速距离。
•
标准
(80 mm)
•
安全距离
(100 mm)
'
减速距离
-
上游侧基台
'
对双基台设备的上游侧基台的减速距离进行设定。可进行设定的
种类与
'
减速距离
'
相同。
'
减速距离
-
下游侧基台
'
对双基台设备的下游侧基台的减速距离进行设定。可进行设定的
种类与
'
减速距离
'
相同。
'
第
2
贴装位置偏移量
'
只显示拥有
CM
设备的生产线。在贴装大型基板时,将分为两次
进行贴装。直到第二次贴装位置为止的基板搬送距离就是这个第
2
贴装位置偏移量。默认值通常为
0
,但是大型基板属于由工厂
管理员负责设定的值。
Product071004S-05C05