HLC(Ver7.4)操作手册.pdf - 第31页
第 2 章 MSL 设置 R e v 0 3 2-17 2-4 设置生产线名称 设置生产线名称。 HLC 可以登录由多条生产线构成的生产线名称。 但能进行联机管理的, 只限 一条生产线。 <步骤> ①选择生产线名称 单击「 Settings (设置)」/「 Line name (生产线名称)」。 图 2-4-1 ②显示下列画面。若要制定生产线的新名称时,请单击「 New (新建)」。 图 2-4-2 ③请输入生产线名和目录名。 图 2-…
第 2 章 MSL 设置 Rev03
2-16
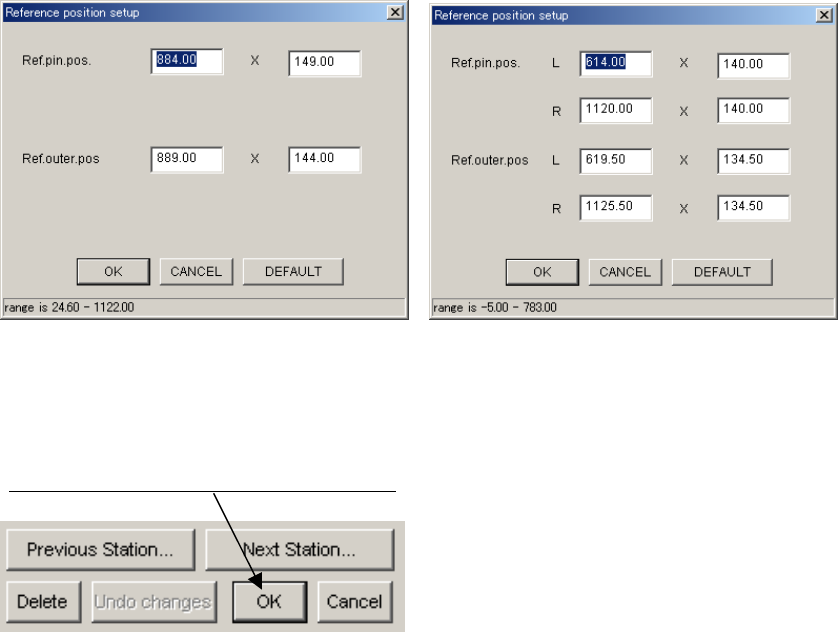
9)Reference position setup(设置基准坐标)(仅限 CX/FX/KE-2000 系列需要设置)
单击「Reference position setup(设置基准坐标)」后,显示下列画面。请输入与工位的机
器设置时输入的相同数据。如果设置数据有误,编辑程序完成后,可能发生软件限位错误。
图 2-3-30 FX-1 基准坐标设置 图 2-3-31 KE2030 基准坐标设置
10)退出工位属性
设定结束后,选择「OK」,退回原画面。
图 2-3-32
第 2 章 MSL 设置 Rev03
2-17
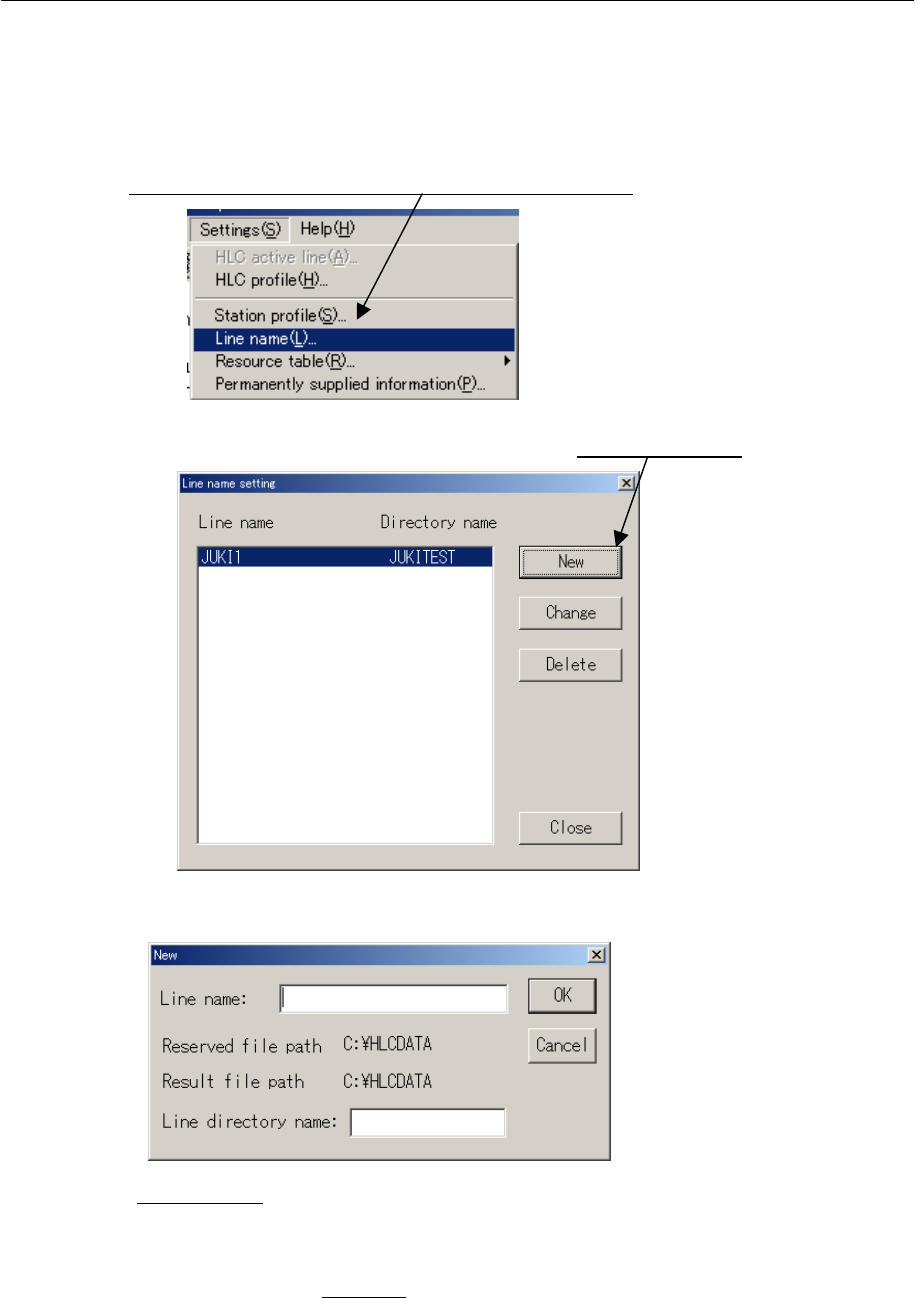
2-4 设置生产线名称
设置生产线名称。HLC 可以登录由多条生产线构成的生产线名称。但能进行联机管理的,只限
一条生产线。
<步骤>
①选择生产线名称
单击「Settings(设置)」/「Line name(生产线名称)」。
图 2-4-1
②显示下列画面。若要制定生产线的新名称时,请单击「New(新建)」。
图 2-4-2
③请输入生产线名和目录名。
图 2-4-3
● 生产线目录名
:设定目录,用于保存预约文件以及实绩文件。
例)按标准设置方法,若把生产线的目录取名为“JUKITEST”,生成实绩文件日期为
2001 年 2 月 27 日时,该文件(01022701.GAR)的保存目录应为:
C:\HLCDATA\JUKITEST\2001\02\01022701.GAR
第 2 章 MSL 设置 Rev03
2-18
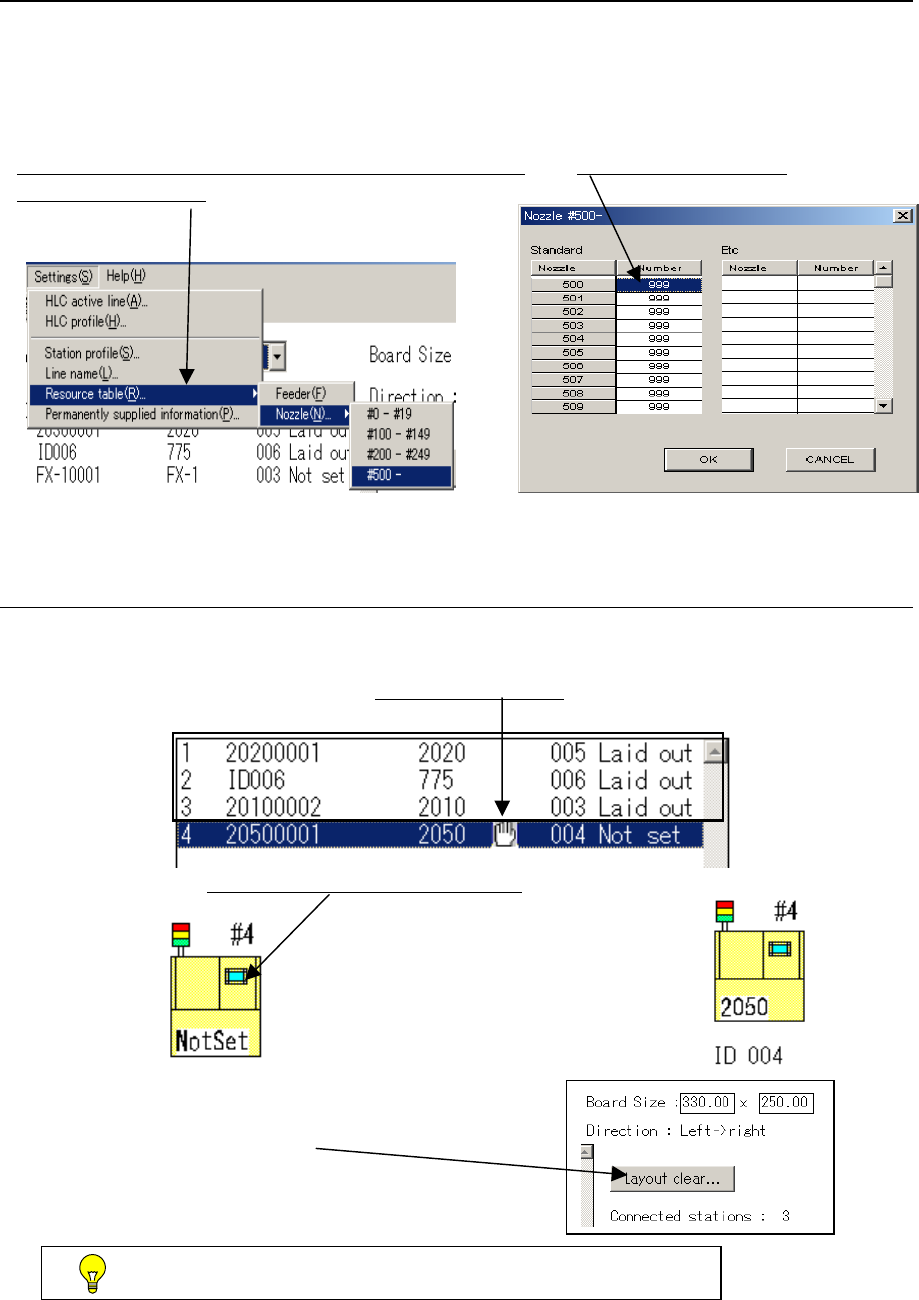
2-5 设置资源表
生产线所拥有的送料器以及吸嘴总数,应输入资源表中。在通常情况下,初始值设定的数
据(生产线总设计量大于实际总数)将被保持,不会发生问题。但在编辑程序过程中设定优化
条件时,有时会把送料器和吸嘴数量设置为自动设定。在此种情况下,则有必要准确地输入该
资源的总数。
单击「Settings(设定)」/「Resource table(资源表) 」,
单击相应的吸嘴数目栏,输入数据。
并输入必要的项目。
图 2-5-1 图 2-5-2
2-6 设置工位
<配置步骤>
①请先选择工位,再单击鼠标左键,光标变为手掌形状。
②保持它不变形,拖拉鼠标,移到工位图标后再松手
。③配置结束后,图形变为:
用相反的步骤可以将工位变为“未设置”。也可以
单击“Layout clear(清除配置)”,把所有工位的设
置变为未配置状态。
生产线的序号配置,与生产线的实际序号应保持一致。