HLC(Ver7.4)操作手册.pdf - 第55页
第 3 章 编辑程序 Rev03 3-19 3-1 1-2-2 设定优化条件 1) Assignments (分配选项) ● Components (同一元件的分配) 同一元件有多个送料器时,要指定是集中配置给一台工位, 还是配置给多台工位。 ◆ 集中到一台工位:将同一元件集中于一个工位。 ◆ 配置至多台工位 :将同一元件配置给多台工位。 ● Nozzle (使用的吸嘴) 选择是使用 MSL 设置时设定的吸嘴配置,还是使用优化的吸嘴配置…
第 3 章 编辑程序 Rev03
3-18
3-11-2 设置优化条件
3-11-2-1 启动优化条件设定画面
单击「Optimization(优化)」
/「Optimization(优化)」。
图 3-11-2-1
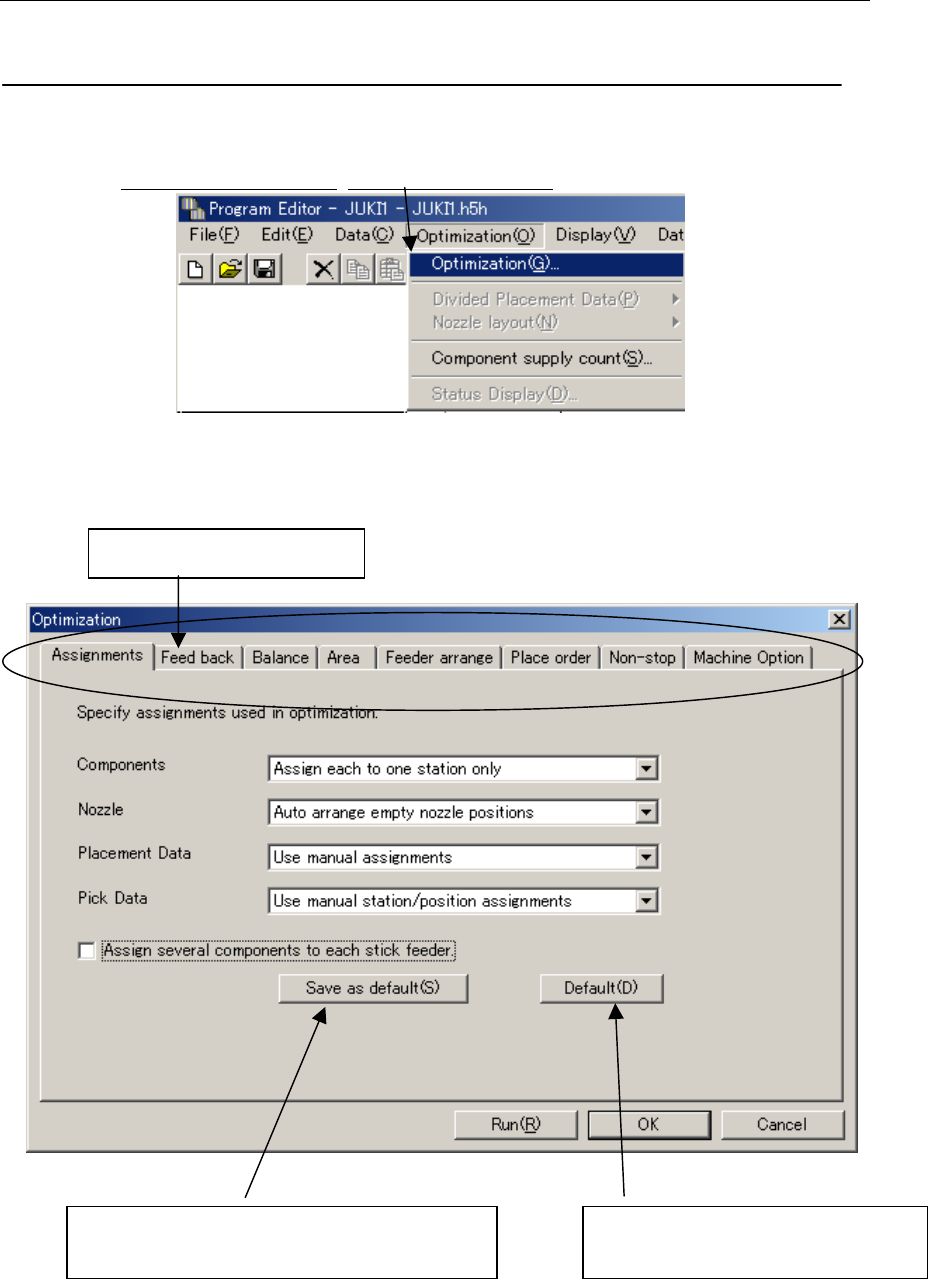
显示“优化”的“分别选项”画面。
“分别选项”中可以进行包括 8 个项目的条件设定。
图 3-11-2-2
单击标签,可切换各画面。
所设定内容作为默认值登录,每次启动时将
会默认显示这些新设定的内容。
单击此处可使变更的设定无效,恢
复为标准状态(HLC 初始值)。
第 3 章 编辑程序 Rev03
3-19
3-11-2-2 设定优化条件
1)Assignments(分配选项)
● Components(同一元件的分配)
同一元件有多个送料器时,要指定是集中配置给一台工位,还是配置给多台工位。
◆ 集中到一台工位:将同一元件集中于一个工位。
◆ 配置至多台工位
:将同一元件配置给多台工位。
● Nozzle(使用的吸嘴)
选择是使用 MSL 设置时设定的吸嘴配置,还是使用优化的吸嘴配置。
◆全部自动配置:忽略 MSL 设置的常设吸嘴设定,设定为使用优化吸嘴
配置。此时,生产速度虽然会加快,但需要变更工位上的设定,需
要花费准备时间。因此,适于大批量生产时采用。
◆使用常设吸嘴,自动配置 ATC 空缺
:按 照 MSL 设置使用常设吸嘴,在资源
表的吸嘴数量设定比常设数量多的情况下,当 HLC 软件判断 AT C
(自动工具交换装置)吸嘴空缺时,将自动给 ATC 配置吸嘴。
◆ 使用常设吸嘴
:只使用 MSL 设置的常设吸嘴。因无需准备时间,适于多品
种小批量生产时采用。
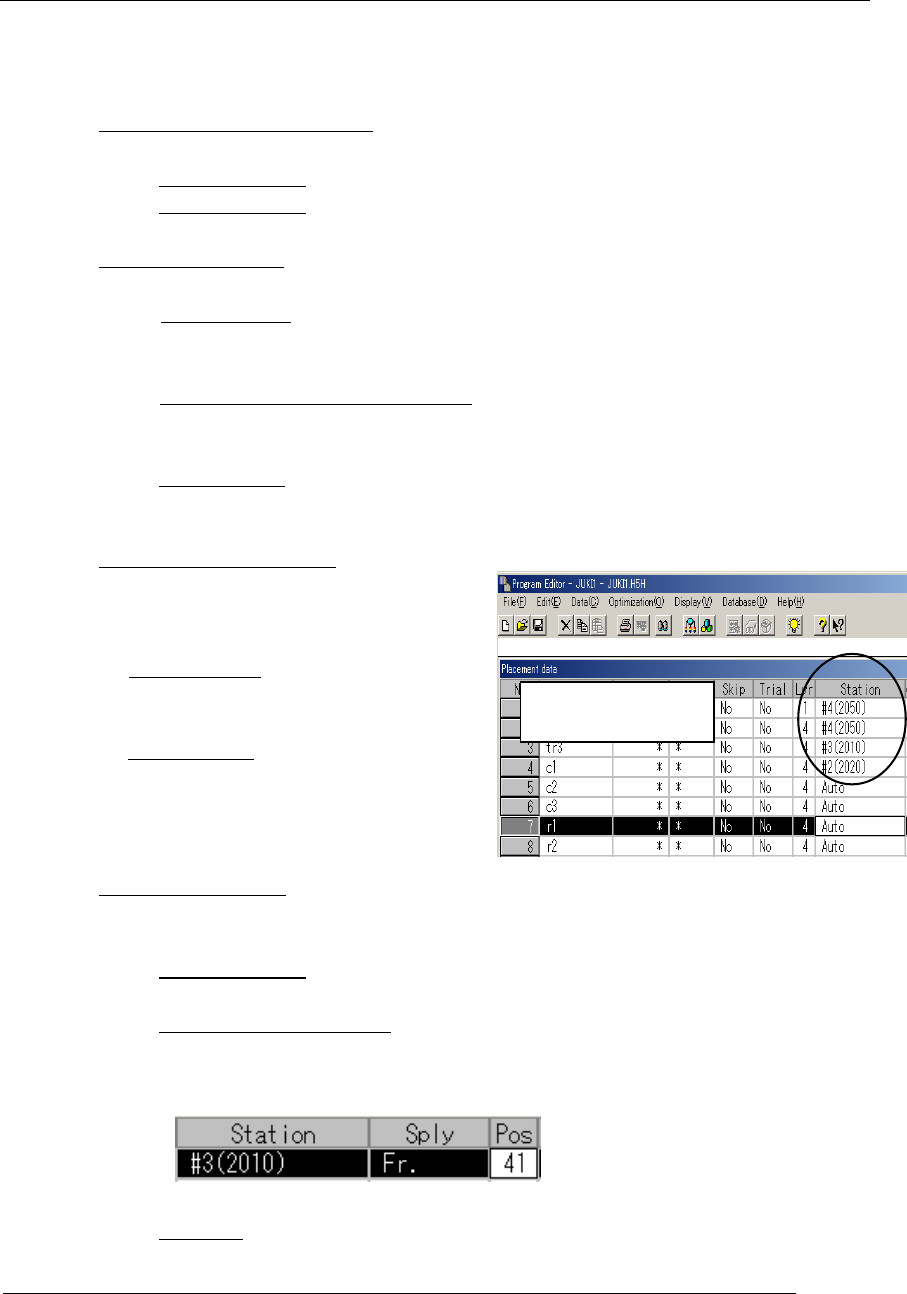
● Placement Data(贴片数据)
在「贴片数据」的“Station(工位)”
项目中已指定了工位时,需要选择是按指
定分配,还是忽略指定而执行优化。
◆分配自动选择:对指定配置的贴片点
按指定配置,只对“Auto(自动选择)” 贴
片点进行优化。
◆忽略工位指定
:忽略指定的工位,优化
所有的贴片点。
图 3-11-2-3
● Pick Data(吸取数据)
与上述“贴片数据”一样,如「吸取数据」的“Station(工位)”项目中已有
指定工位,应先选择按指定分配,还是忽略指定进行优化。
◆ 分配给自动选择
:已指定的送料器按指定配置,只对“Auto(自动选择)”
送料器配置进行优化。
◆ 把指定位置改为指定工位:忽略指定的供给号码,而仅设置指定“工位”
有效。
例:原指定“第 3 台 KE2010 前方 41 号”,改变设置后,“前方 41”被忽
略,只使“#3(KE2010)”有效。
图 3-11-2-4
◆ 全部分配:忽略所指定送料器配置,全部执行优化。
Assign several components to each stick feeder(将若干种元件归类,分配至同一个送料器):旧
杆式送料器(一个杆式送料器对应多个件杆)使用的元件,通常为一种元件分配一
个送料器。选中此选项,同型号的杆式元件,通过检查后归入同一送料器。
选择指定工位有效还
是无效。
第 3 章 编辑程序 Rev03
3-20
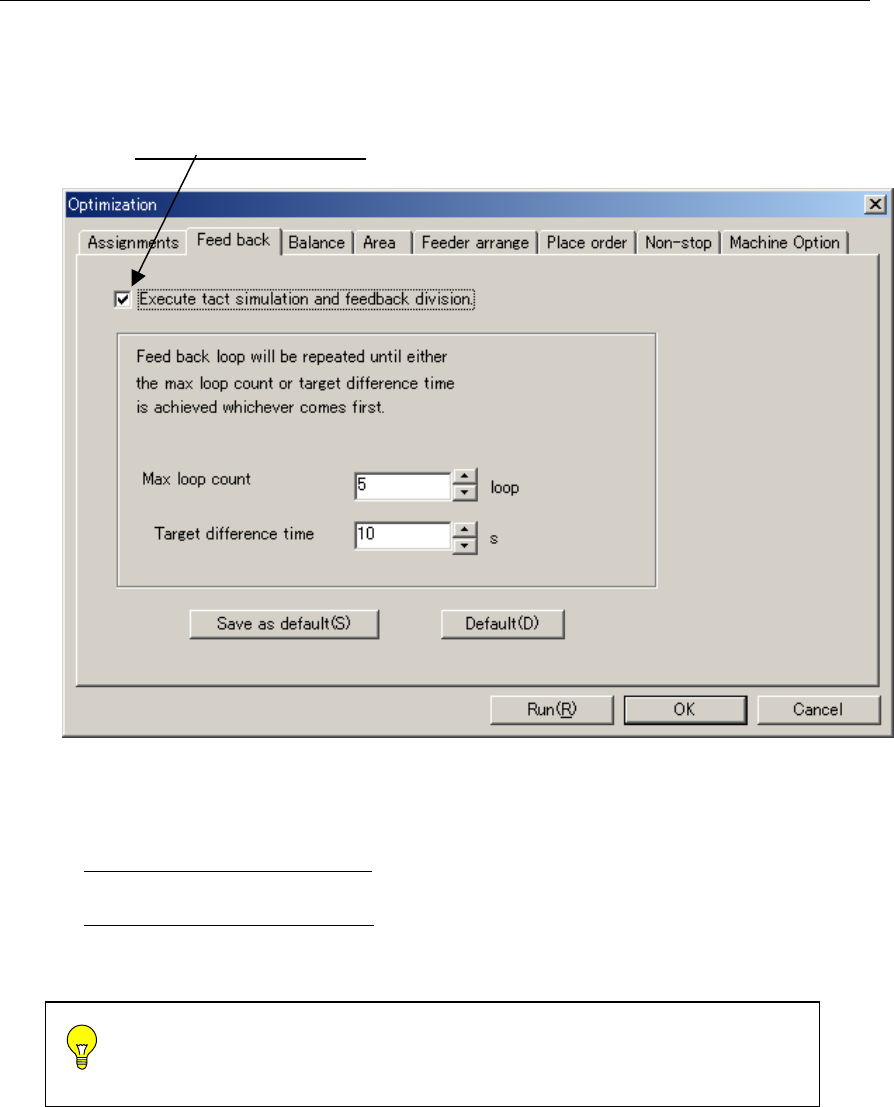
2)Feed back(反馈选项)
执行优化后,经过计算生产时间,如工位之间的生产时间差超过允许范围时,可
对数据进行再分配,使之控制在允许范围内。
选中此处,计算生产时间。
图 3-11-2-5
●Max loop count(最大循环次数)
:当工位之间的时间差超出允许范围时,可指定执
行数据再分配的次数。最多可设定循环计算 9 次。
●Target difference time(允许时间)
:设定工位之间的时间差允许时间,最多可设定 59
秒。
为了得到最佳结果,循环计算最多可设定 9 次,时间差允许时间为“0”。
根据设定,以 10 次为限进行循环计算,要求各工位时间差达到“0”。
如计算 10 次结果都达不到“0”时,应采用 10 次计算中最短的时间差值。