HLC(Ver7.4)操作手册.pdf - 第59页
第 3 章 编辑程序 Rev03 3-23 7) Non-stop (连续生产选项) 可指定在全生产线或具体工位执行优化, 实现连续生产 (本功能为选项, 在送料器台 的前方或后方设置同一元件、使之可交换元件,不中断生产) 。 选中 Line (生产线)时,为设定全生产线连续生产优化。 图 3-11- 2-11 不选中时,可对各个工位作具体设定 。 图 3-11- 2-12 ● No( 否) :不实行不间断生产的优化。 ● Speed …
第 3 章 编辑程序 Rev03
3-22
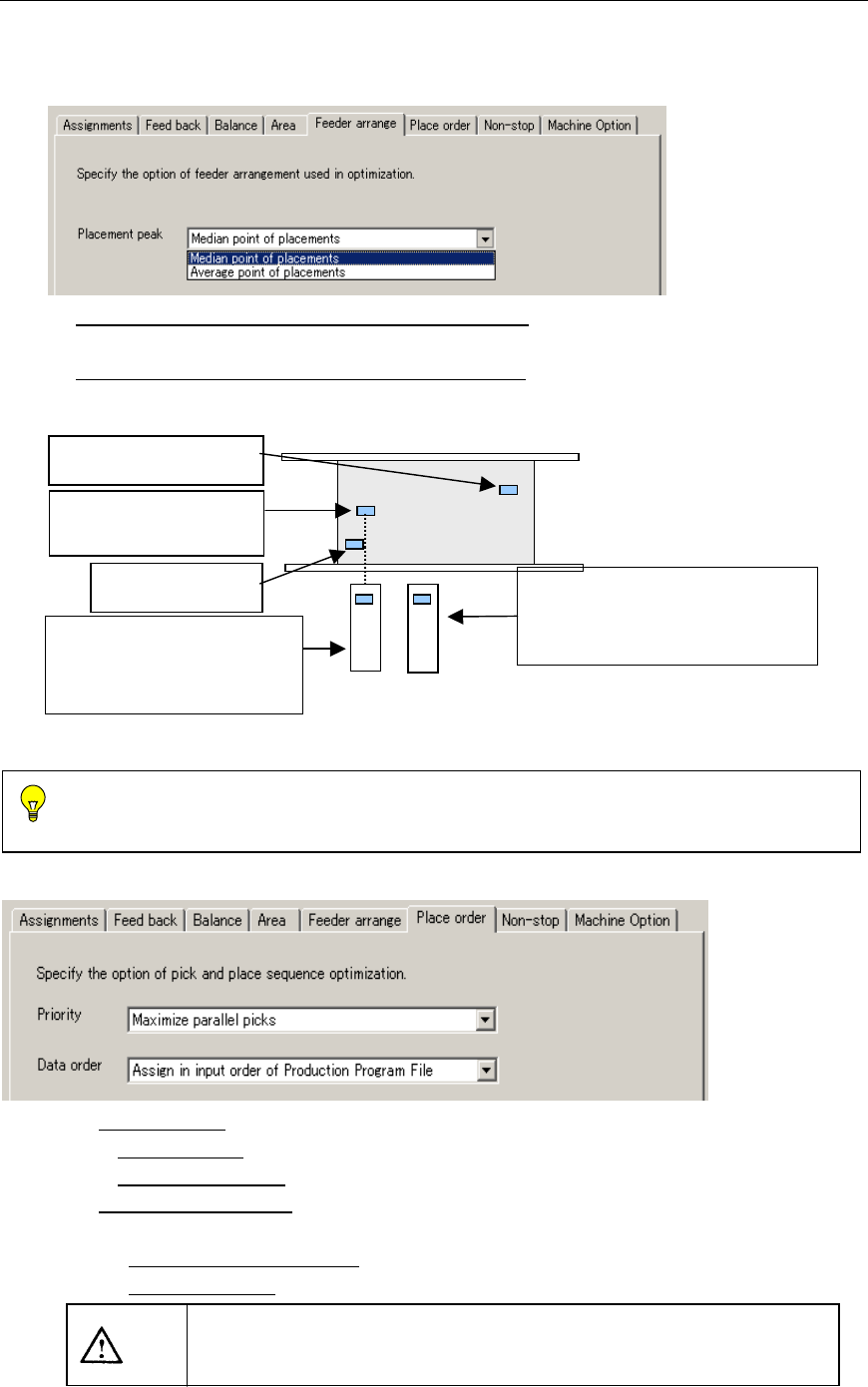
5)Feeder arrange(送料器配置选项)
送料器均应配置在所有贴片的坐标中心,才可缩短吸取贴片的距离,以利于缩短贴片
时间。
图 3-11-2-8
●Median point of placements(配置送料器于中心点)
:在 X、Y 坐标上,从小到大排列
各贴片点,在靠近贴片中心点位置上配置送料器。
●Average point of placements(配置送料器于平均点):在各贴片点坐标的平均点最近处
配置送料器。
图 3-11-2-9 3 点贴片时的送料器配置图
6)Place order(贴片顺序选项)
图 3-11-2-10
● Priority(优先)
◆同时吸取优先
:把同时吸取列为优化的最优先措施。
◆交换吸嘴次数优先
:达到尽量减少吸嘴交换次数的优化目的。
● Data order(输入顺序)
指定按工位数据优化生成的贴片数据排序。
◆按生产程序输入顺序排序
:按工位的贴片数据的输入顺序显示。
◆以优化结果替换
:按工位的贴片数据优化顺序显示。
元件数量多而且在基板上贴片点均匀分布时,两种方法效果相同。一般来说,有远离
的贴片点时,取“中心点”最佳;否则取 “平均点”较好。
一旦替换为优化顺序后,按输入顺序排列的数据将自动消失。建议在
执行 注意 执行优化前,以其它文件名作备份。
第 3 靠近的贴片点
第 2 靠近的贴片点
(
此时为中
心
点
)
最近的贴片点
选择“配置送料器于中心
点”时的送料器配置。
(以中心点为基准配置)
选择“配置送料器于平均点”
时的送料器配置。(以各贴片
点平均坐标为基准配置)
第 3 章 编辑程序 Rev03
3-23
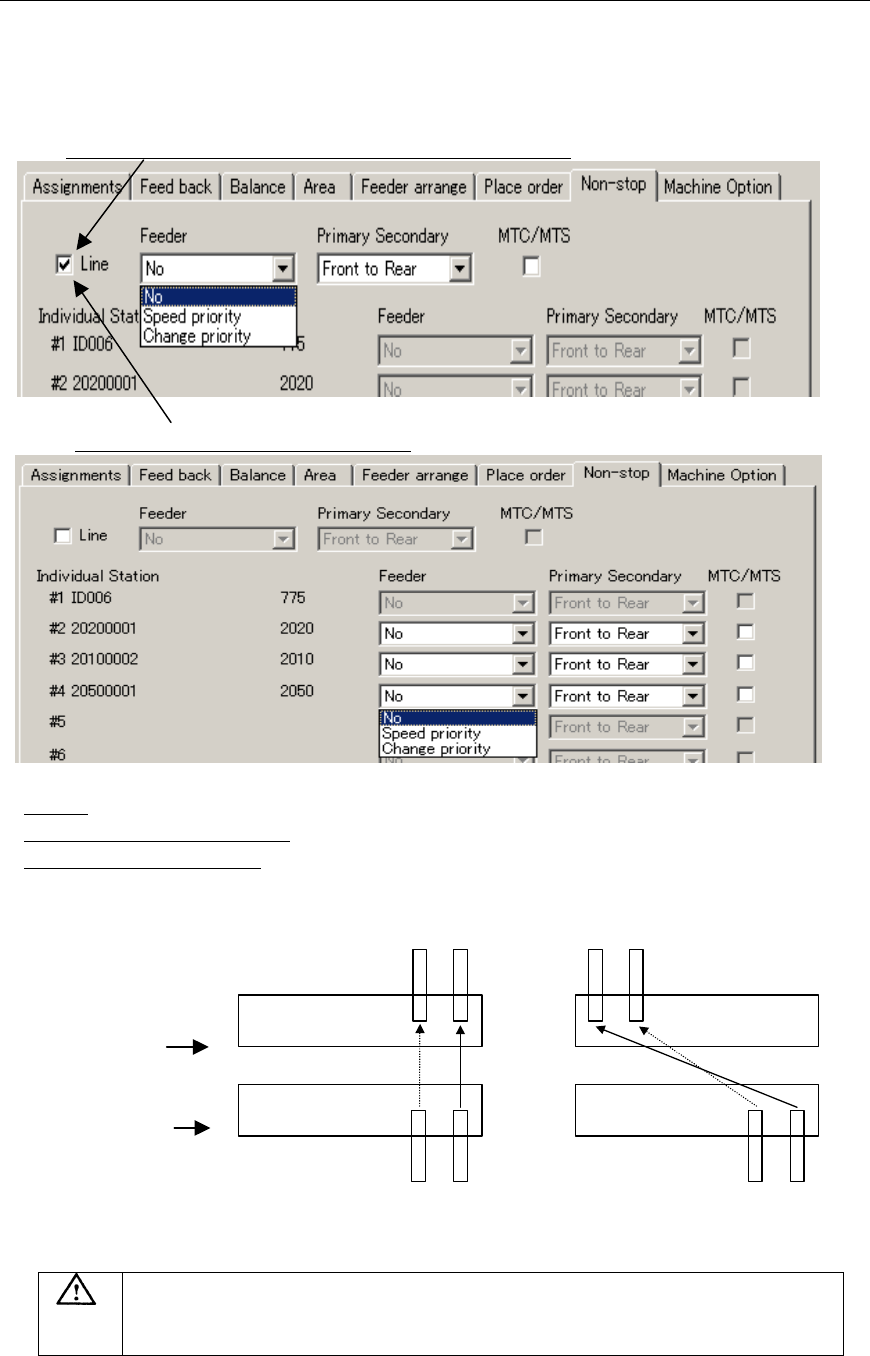
7)Non-stop(连续生产选项)
可指定在全生产线或具体工位执行优化,实现连续生产(本功能为选项,在送料器台
的前方或后方设置同一元件、使之可交换元件,不中断生产)。
选中 Line(生产线)时,为设定全生产线连续生产优化。
图 3-11-2-11
不选中时,可对各个工位作具体设定。
图 3-11-2-12
●No(否)
:不实行不间断生产的优化。
●Speed priority(生产速度优先)
:以缩短生产速度为优先的元件配置(前后方以线对称)。
●Change priority(交换优先)
:以缩短交换时间为优先的元件配置(前后以点对称)。
图 3-11-2-13
注意
请注意:KE-710~740 点胶机不能指定优化。此外,生产线有 KE760、KE2020、
KE2060、KE2060R, FX, CX 系列时,因贴片头构造不同,如选择“交换优先”,
可能在“数据一致性检查”时出现错误。
線対称でコピーした場合
F-79
F-75
R-79
R-75
点対称でコピーした場合
F-79
F-75
R-5
R-1
〈速度优先〉 〈交换优先〉
前方
后方
第 3 章 编辑程序 Rev03
3-24
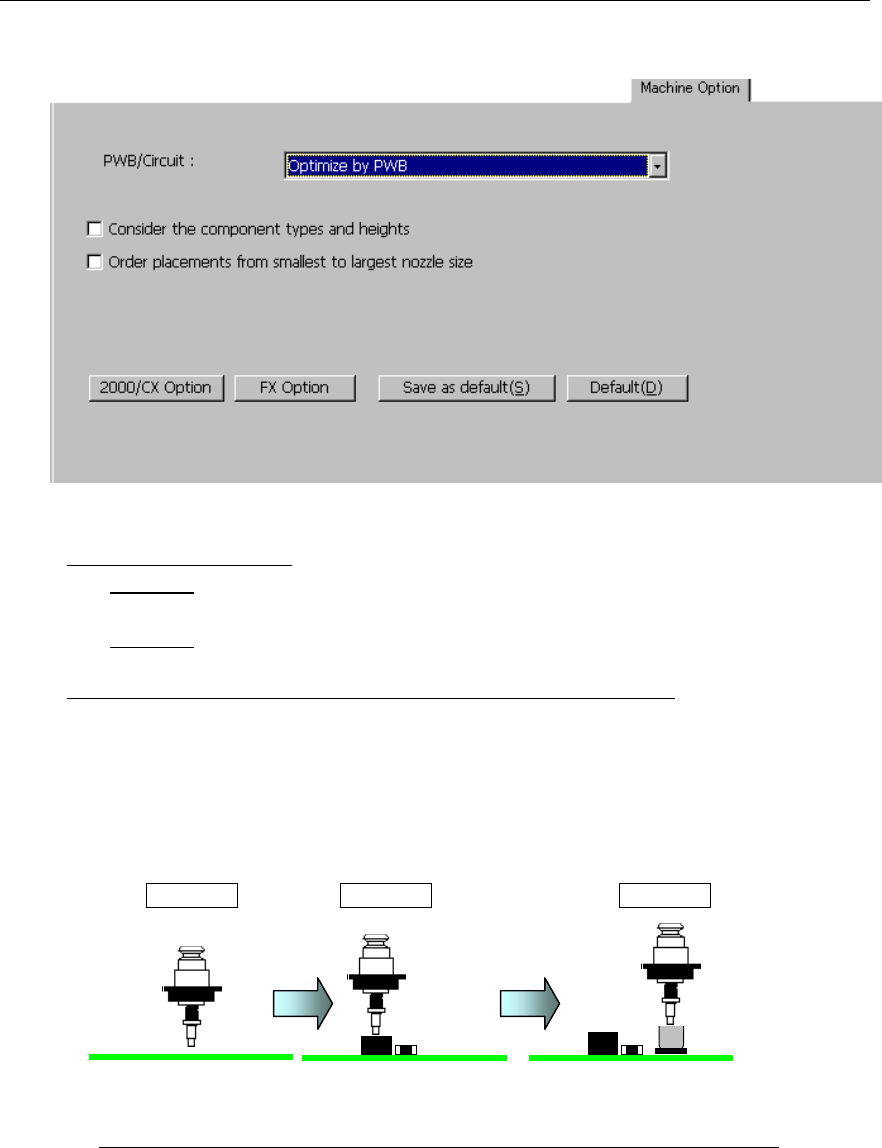
8)Machine Option(机种选项)
用于 CX/FX/KE2000 系列的优化选项。
图 3-11-2-14
●PWB/Circuit(基板/电路):设定是以电路单位进行优化,还是在基板整体上进行优化。
◆基板整体
:如同在单面基板上展开各条电路的优化。
可加快生产节拍,但会使贴片顺序复杂化。
◆电路单位:对每条电路进行优化。
●Consider the component types and heights(考虑元件品种和元件高度)
在编制密集元件贴片(邻接贴片)的程序时,应设定对元件高度的自动应对处理。
选中此选项后,按如下顺序贴片。
<考虑元件种类、元件高度进行贴片>
● Order placements from smallest to largest nozzle size(从小号码吸嘴元件先贴):
选中后执行优化,从小号码吸嘴的元件起依次贴片。
贴片顺序① 贴片顺序② 贴片顺序③