HLC(Ver7.4)操作手册.pdf - 第84页
第5章 生产计划 R e v 0 3 5-3 5-2-2 预约程序 右键单击此栏,接着单击菜单上“ Reserve (预约)”。 图 5-2-2-1 选择文件名后,单击「Open( 打 开) 」。 图 5-2-2-2 显示下列预约表后,请在“ Plan (计划数) ”栏内输入生产计划数量。 图 5-2-2-3 ● Cluster (群控) :这里具体指的是,无需交换送料器,执行生产程序,实现生产的群组。 通过优化,构筑群控。 例) 假设…
第5章 生产计划 Rev03
5-2
5-2 新建文档
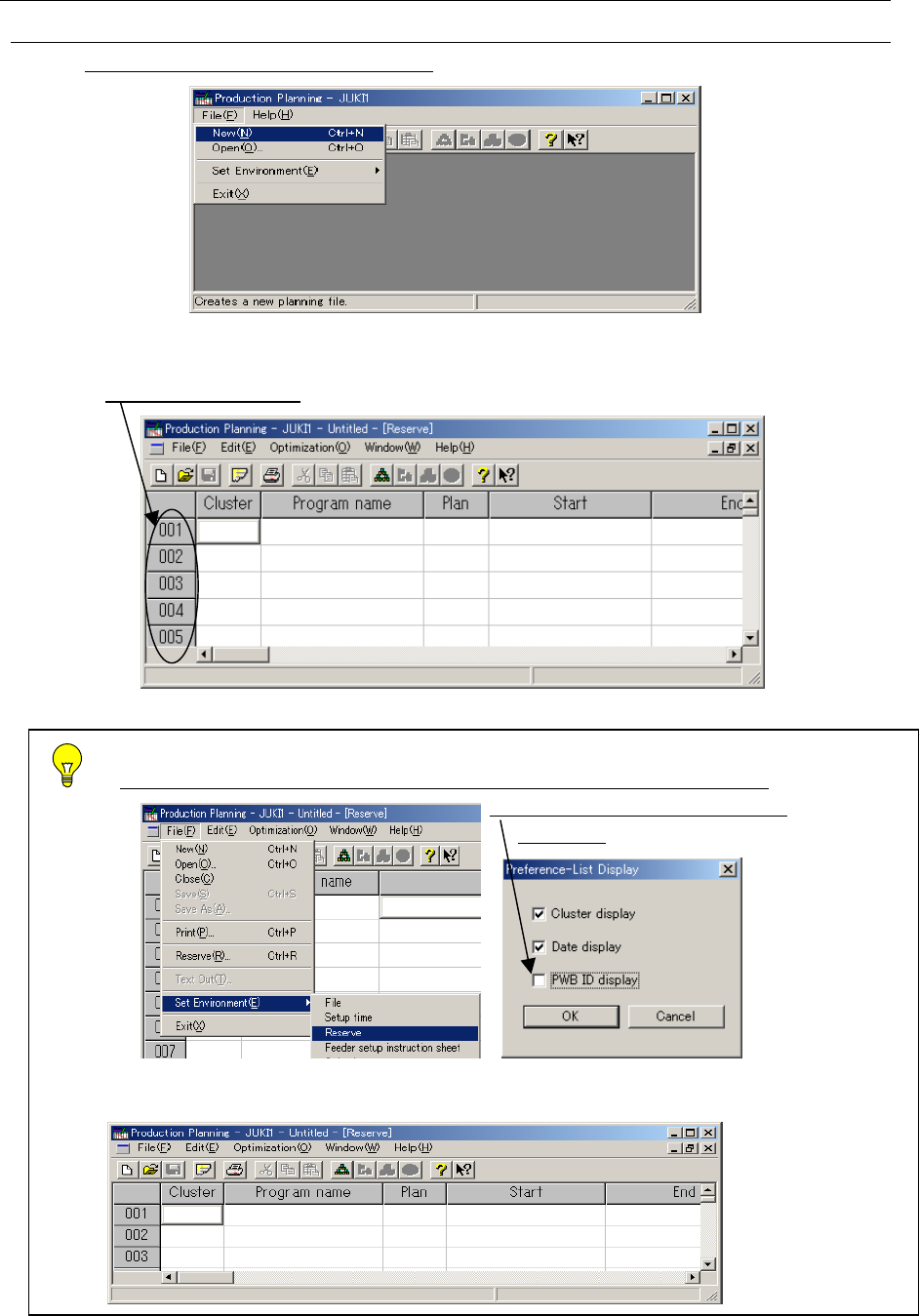
5-2-1 显示新建文档画面
请单击「File(文件)」/「New(新建)」。
图 5-2-1-1
显示如下画面。
共有“0” 个序号。
图 5-2-1-2
省略“基板 ID”后,所有项目可以显示在一个画面上。
单击「File(文件)」/「Set Environment(环境设置)」/「Reserve(预约)」
。
图 5-2-1-3 图 5-2-1-4
显示如下画面:
图 5-2-1-5
取消选中“PWB ID display(显示
基板 ID)”单击「OK」。
第5章 生产计划 Rev03
5-3
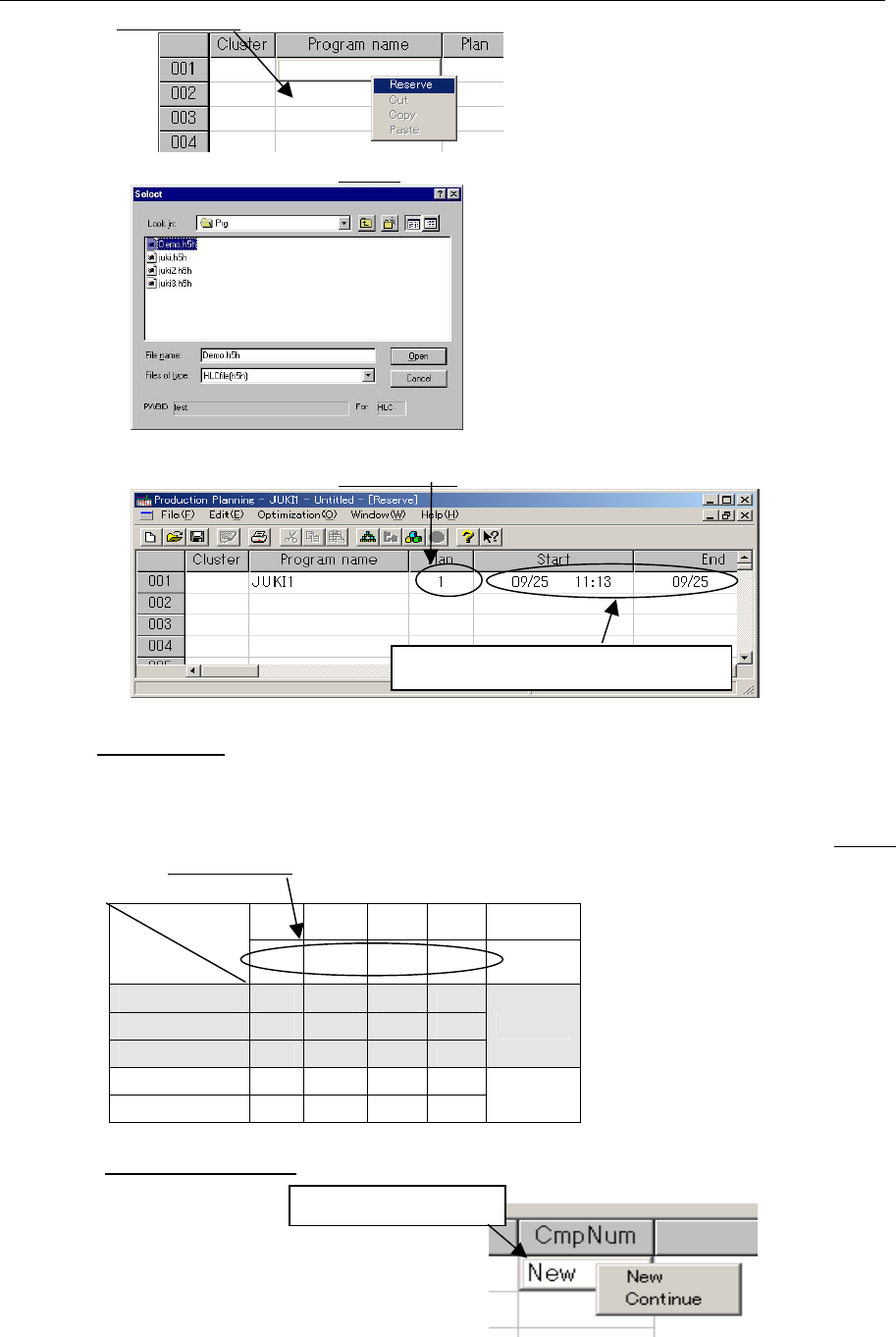
5-2-2 预约程序
右键单击此栏,接着单击菜单上“Reserve(预约)”。
图 5-2-2-1
选择文件名后,单击「Open(打开)
」。
图 5-2-2-2
显示下列预约表后,请在“Plan(计划数)
”栏内输入生产计划数量。
图 5-2-2-3
● Cluster(群控)
:这里具体指的是,无需交换送料器,执行生产程序,实现生产的群组。
通过优化,构筑群控。
例)假设只有 4 个送料器台,(即 A(使用元件○、◎、△), B(使用元件◎、△), C(使
用◎、□), D(使用△、●、▲), E(使用▲、●),需要执行 5 种程序时,如按下
表配置送料器,则在执行 A 至 C 的过程中无需交换送料器。
No1 No2 No3 No4
送料器台
程序
◎ ○ △ □
A.H5H ◎ ○ △
B.H5H ◎ △
C.H5H ◎ □
群控1
D.H5H ● ▲ △
E.H5H ● ▲
群控 2
● CmpNum(元件数量)
:预约多个文件时,第 2 项以后的文件方能有效。
图 5-2-2-4
单击“Continue(继续)”后,凡在程序
中已设置元件剩余数的,在执行下一
项生产程序时,将继续使用前项程序
的剩余元件数。
这种完全不需交换送料器进行生
产的群组,称为群控。
从群控 1 进入群控 2 时,即进入
D 的生产前,需要更换送料器。
群控经过优化后,自动确定数
据,不可人工输入或进行更改。
双击此栏,设定或改变日期。
在此处单击右键。
第5章 生产计划 Rev03
5-4
5-2-3 优化
在「Production Planning(生产计划)」画面上,有 3 种优化条件设定项目。
●Optimization(优化条件设定项目)(与编辑程序所列项目完全相同)
●Multi-Optimize(多项优化)
●Reference feeder setup(参照送料器设置)
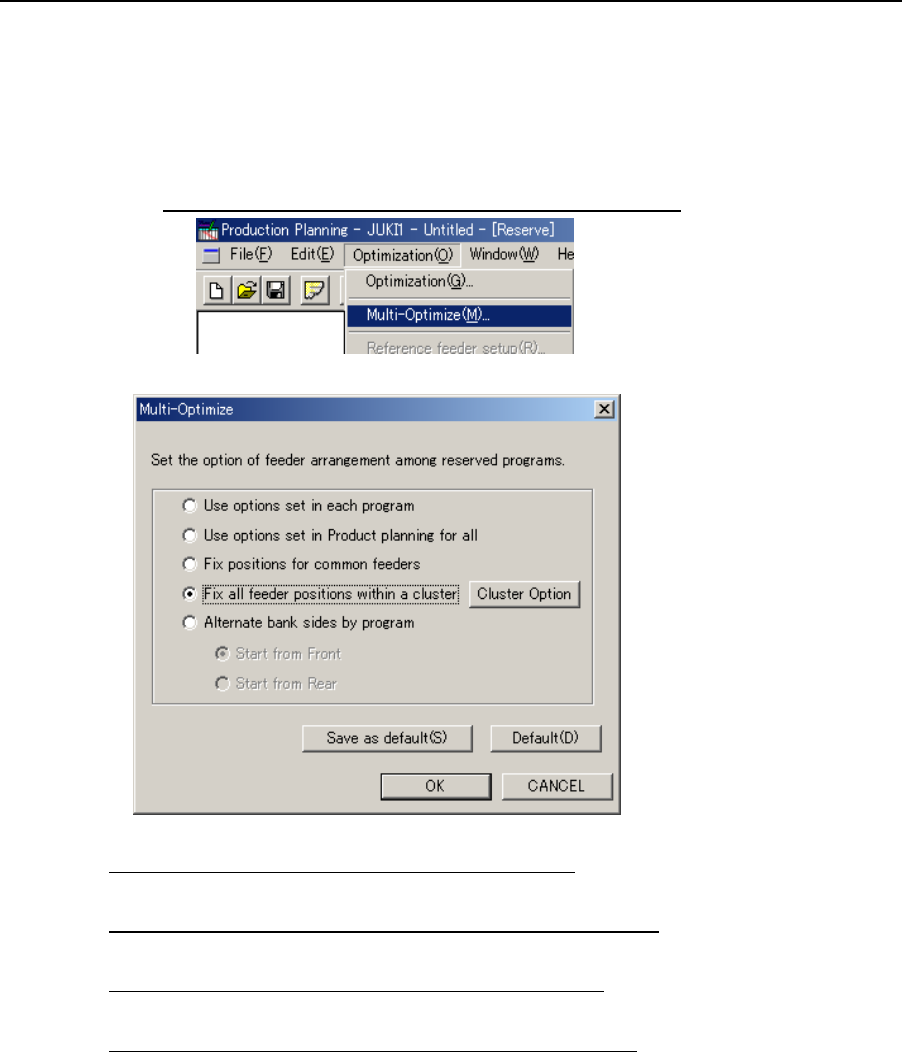
1)多项优化
对多个程序指定送料器配置条件。
请单击「Optimization(优化)」/「Multi-Optimize (多项优化)」
。
图 5-2-3-1
设定执行优化的条件,单击相应选项。
图 5-2-3-2
●Use options set in each program(使用各程序的选项)
:在编辑程序时沿用各项程序使用的
优化条件。因此,送料器的配置无变化。
●Use options set in Product planning for all(设定贴片节拍优先)
:贴片节拍的优化优先于通
用送料器配置的优化。
●Fix positions for common feeders(固定通用送料器位置)
:尽量使用固定的通用送料器,减
少调整步骤。
●Alternate bank sides by program(交替切换送料器配置位置)
:设定 “Start from Front(从前
面开始)”时,第一个程序的送料器一律从前面配置,下一个程序改从后面,交替切换
配置位置。