HLC(Ver7.4)操作手册.pdf - 第89页
第5章 生产计划 R e v 0 3 5-8 5)参照送料器设置 要使用新程序实现准备工作的最先优化时, 可参照上次程序, 执行优化, 尽量减少 准备工作环节。 但,只有在 所参照的程序为“多项优化” ,并已设定“固定通用送料器位置”, 或设定 “在群控内取消送料器交换” , 执行了优化,且在编制新程序时, 选择 “固定通 用送料器位置”的情况下,才有效。 单击「 Optimization (优化)」/「 Reference feede…
第5章 生产计划 Rev03
5-7
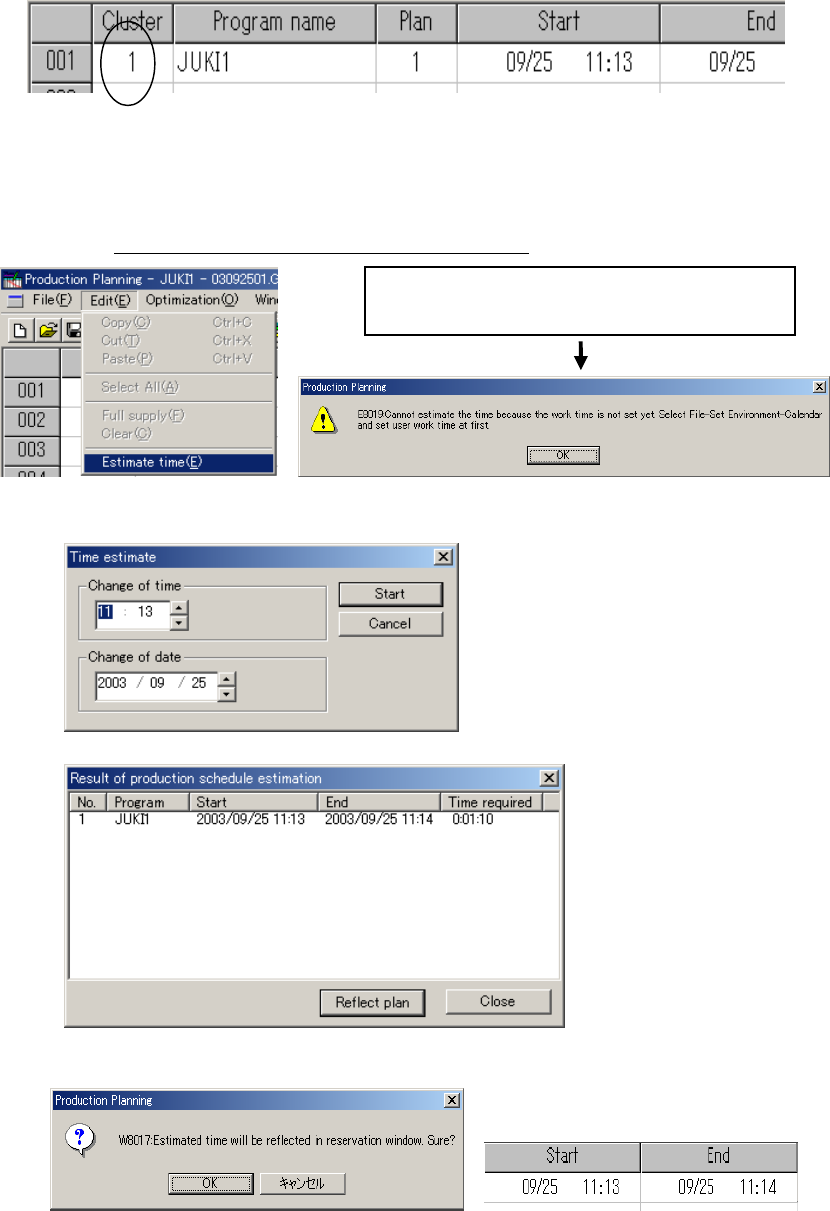
指定“采用群控方式取消送料器交换工序”,执行优化后,“Cluster(群控)”栏中显示编号。
图 5-2-3-9
4) 时间估计
“环境设置”时,在“日历表”上设定运行时间后,可算出预定结束时间。(有关日历
表的设定方法,请参见“5-3 环境设置”)
请单击「Edit(编辑)」/「Estimate time(时间估计)」
。
图 5-2-3-10 图 5-2-3-11
设定开始时间后,单击「Start(开始)」。
图 5-2-3-12
显示时间估算结果后,单击「Reflect plan(更改预约)」。
图 5-2-3-13
显示如下画面后,请单击「OK」。 显示重新计算的结果。
图 5-2-3-14 图 5-2-3-15
未在“日历表”上设定运行时间时,会显示下列
提示。
第5章 生产计划 Rev03
5-8
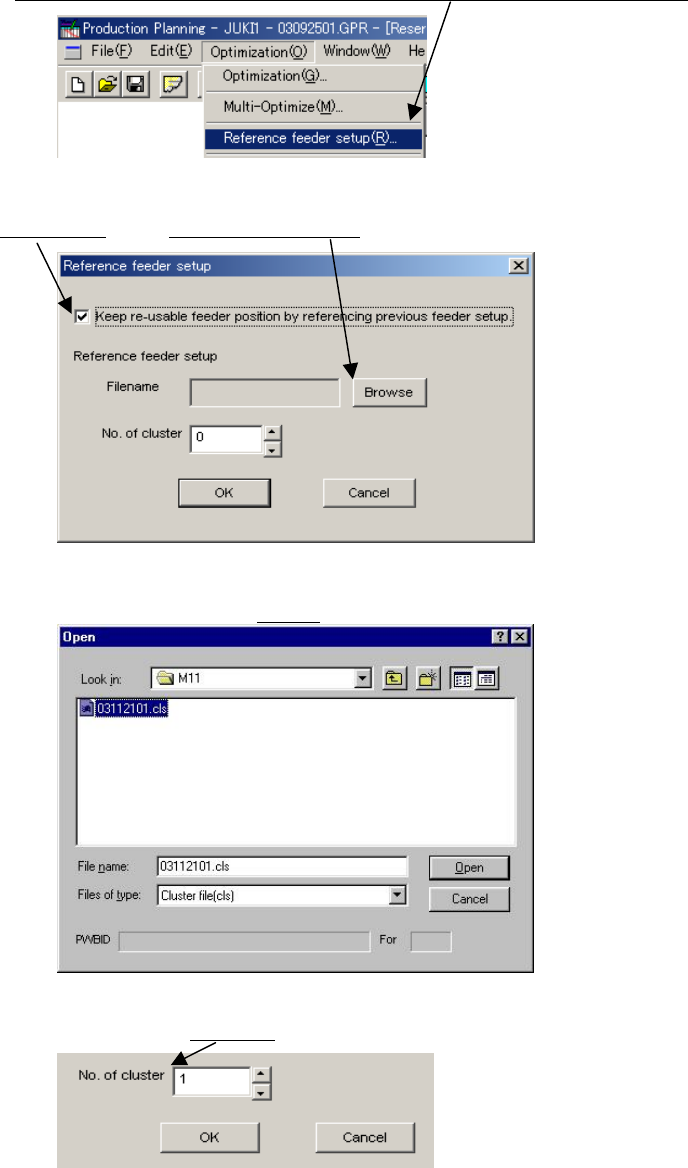
5)参照送料器设置
要使用新程序实现准备工作的最先优化时,可参照上次程序,执行优化,尽量减少
准备工作环节。
但,只有在所参照的程序为“多项优化” ,并已设定“固定通用送料器位置”,
或设定“在群控内取消送料器交换”,执行了优化,且在编制新程序时,选择“固定通
用送料器位置”的情况下,才有效。
单击「Optimization(优化)」/「Reference feeder setup(参照送料器设置)」
。
图 5-2-3-16
选中此处后,单击「Browse(浏览)」。
图 5-2-3-17
选择参照文件,单击「Open(打开)」。
图 5-2-3-18
选择程序后,再选择参照群控
编号,按「OK」。
默认值为程序的最后群控编号。
图 5-2-3-19
第5章 生产计划 Rev03
5-9
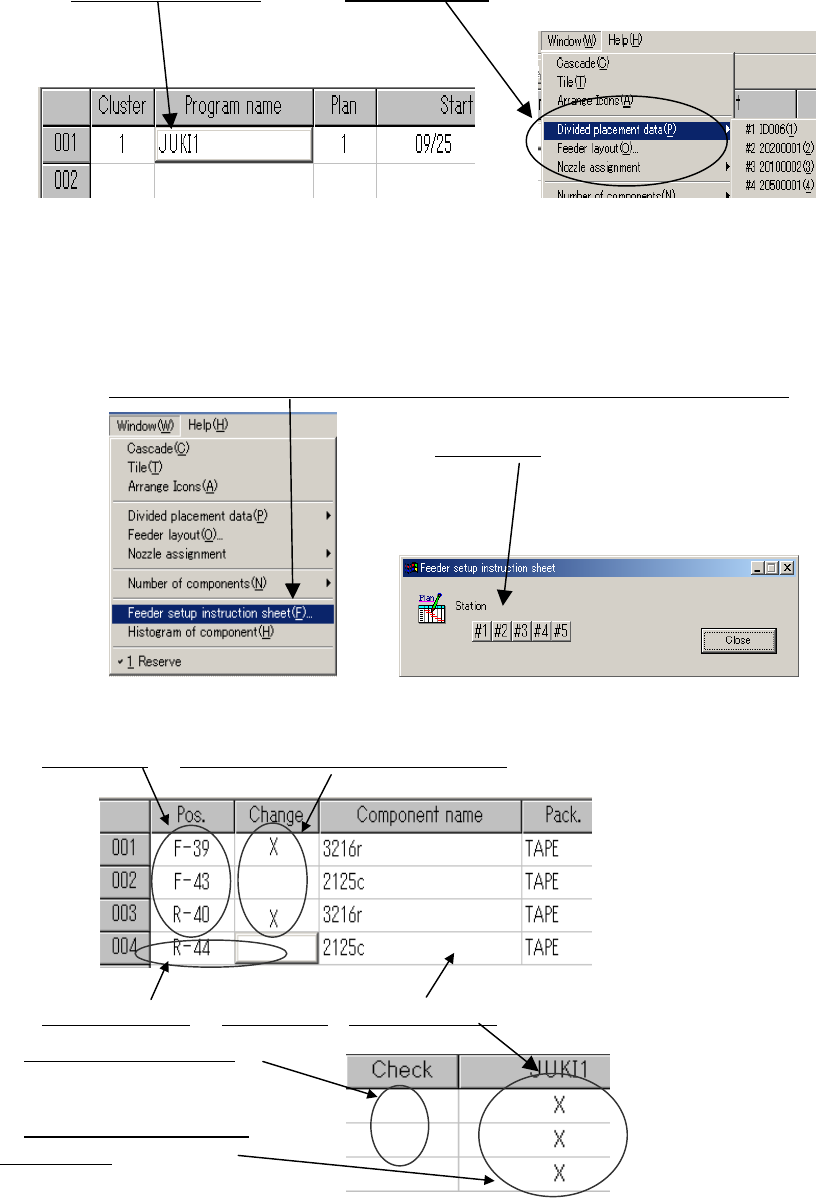
6)确认优化结果
①对“Divided placement data(分配分配贴片数据)”、“Feeder layout(送料器分布)”、
“Nozzle assignment(吸嘴分布)”项目进行确认。
与编辑程序步骤相同,可对每项程序步骤进行确认。
单击需要确认的程序
,单击「Windows(窗口)」后选择项目。
图 5-2-3-20 图 5-2-3-21
②送料器设置说明书
选择“多项优化”、在“群控内取消送料器交换”实行优化后,可以参照每项群控
的送料器配置状况。
也可打印送料器设置说明,作为操作说明书使用。
要打印时,请选择「文件」/「打印」,选中“送料器设置说明书”。
单击「Windows(窗口)」/「Feeder setup instruction sheet(送料器设置说明书)」。
图 5-2-3-22 图 5-2-3-23
显示送料器设置说明书画面。
送料器编号
需要交换的送料器显示“X”标志。
图 5-2-3-24
转移到其他群控
单击此处後,出现右侧画面。
图 5-2-3-25
选择工位。
此栏供打印、检查时用。
该工位使用中的元件显
示“X”标志。