HLC(Ver7.4)操作手册.pdf - 第58页
第 3 章 编辑程序 Rev03 3-22 5) Feeder arrange (送料器配置选项) 送料器均应配置在所有 贴片的坐标中心,才可缩短吸取贴片的距 离,以利于缩短贴片 时间。 图 3-11 -2-8 ● Medi an point of placements (配置送料器于中心点) :在 X、Y 坐标上,从小到大排列 各贴片点,在靠近贴片中心点位置上配置送料器。 ● A verage point of placements …
第 3 章 编辑程序 Rev03
3-21
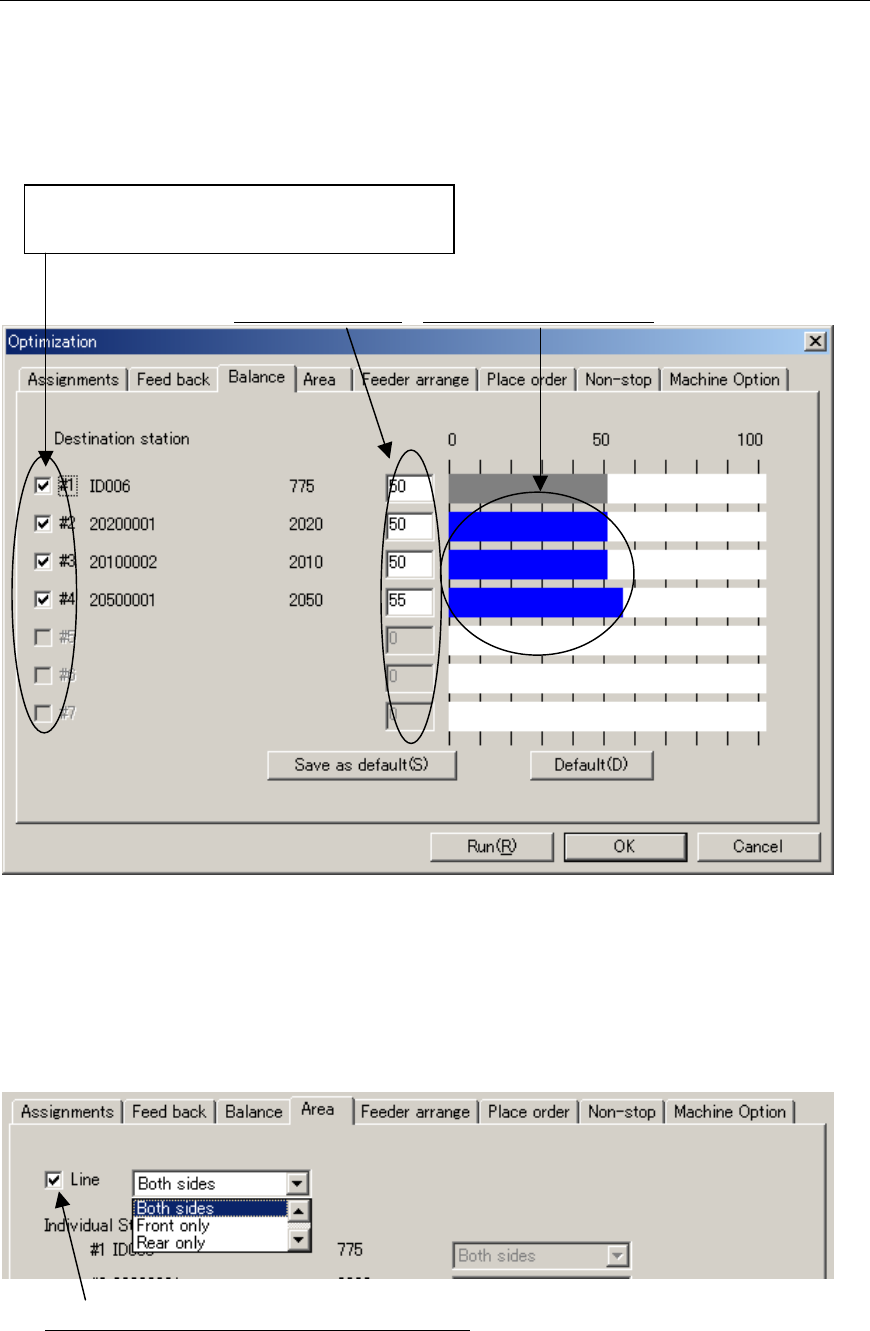
3)Balance(平衡选项)
设定各工位之间保持一致的生产节奏。
以 KE2050 和 KE2060 构成的生产线为例,假若 KE2050 和 KE2060 生产 1 件产品各需
要 50 秒。而 KE2060 准备 1 个托盘元件还需 10 秒钟时间。在这种情况下,效率最高的
优化为: 把 KE2050 生产每件产品设定为 55 秒,KE2060 生产每件 45 秒。
在此处用键盘输入,或用鼠标移动此条来设定。
图 3-11-2-6
● 上述数值为工位之间的比率。
因此 KE2050:KE2060 设定为 50:50 与 70:70 时,比值相同。
● 胶贴剂点胶机和元件实装机用不同颜色显示(灰与蓝),需要分别操作。
4)Area(区域选项)
指定送料器的配置区域。
可将所有送料器配置在工位的前方或后方。
图 3-11-2-7
不选中 Line(生产线)时,可逐个设定各工位。
没选中的是不使用的工位。
生产时不使用的工位,应设定为“空运行模式
”。
第 3 章 编辑程序 Rev03
3-22
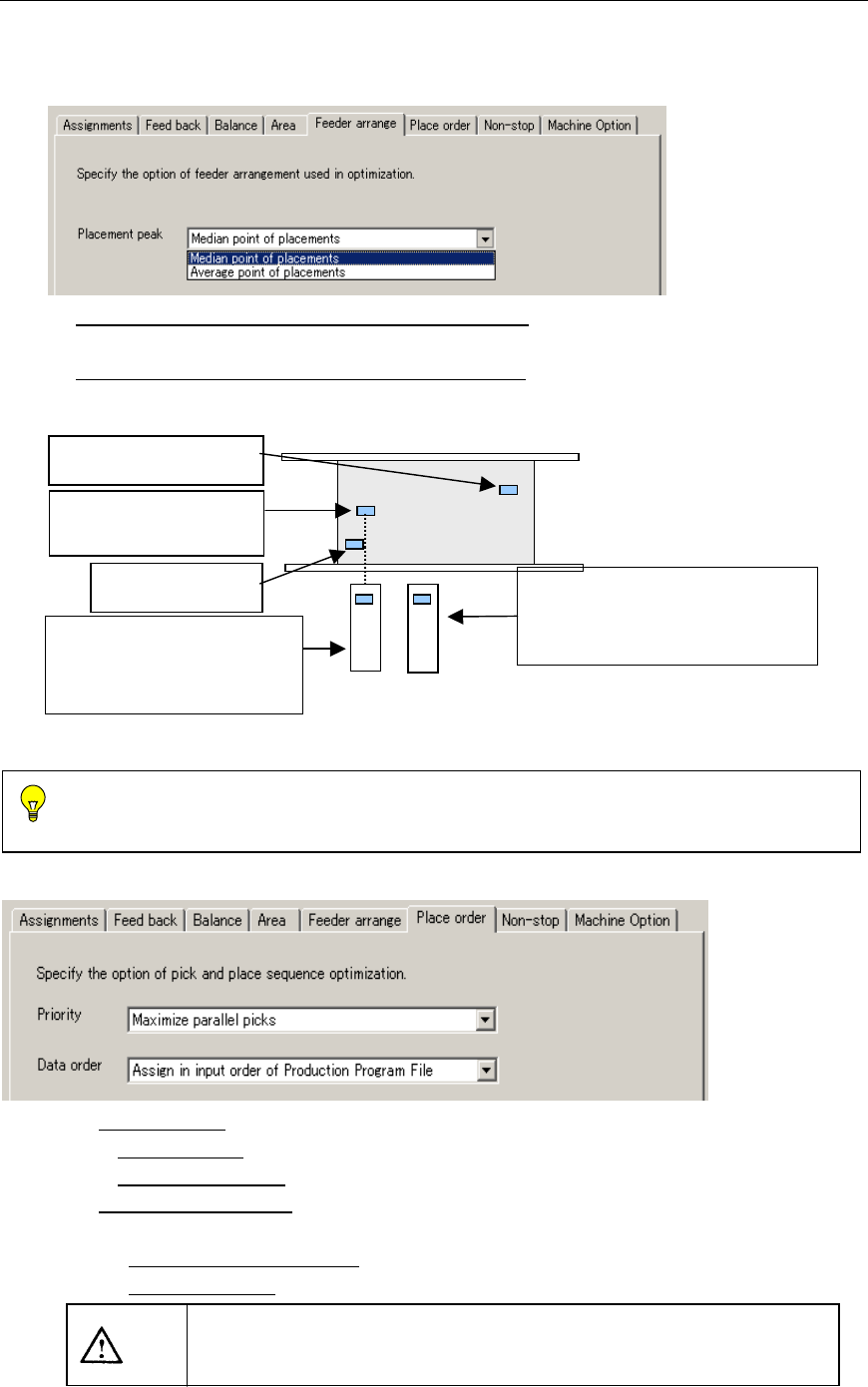
5)Feeder arrange(送料器配置选项)
送料器均应配置在所有贴片的坐标中心,才可缩短吸取贴片的距离,以利于缩短贴片
时间。
图 3-11-2-8
●Median point of placements(配置送料器于中心点)
:在 X、Y 坐标上,从小到大排列
各贴片点,在靠近贴片中心点位置上配置送料器。
●Average point of placements(配置送料器于平均点):在各贴片点坐标的平均点最近处
配置送料器。
图 3-11-2-9 3 点贴片时的送料器配置图
6)Place order(贴片顺序选项)
图 3-11-2-10
● Priority(优先)
◆同时吸取优先
:把同时吸取列为优化的最优先措施。
◆交换吸嘴次数优先
:达到尽量减少吸嘴交换次数的优化目的。
● Data order(输入顺序)
指定按工位数据优化生成的贴片数据排序。
◆按生产程序输入顺序排序
:按工位的贴片数据的输入顺序显示。
◆以优化结果替换
:按工位的贴片数据优化顺序显示。
元件数量多而且在基板上贴片点均匀分布时,两种方法效果相同。一般来说,有远离
的贴片点时,取“中心点”最佳;否则取 “平均点”较好。
一旦替换为优化顺序后,按输入顺序排列的数据将自动消失。建议在
执行 注意 执行优化前,以其它文件名作备份。
第 3 靠近的贴片点
第 2 靠近的贴片点
(
此时为中
心
点
)
最近的贴片点
选择“配置送料器于中心
点”时的送料器配置。
(以中心点为基准配置)
选择“配置送料器于平均点”
时的送料器配置。(以各贴片
点平均坐标为基准配置)
第 3 章 编辑程序 Rev03
3-23
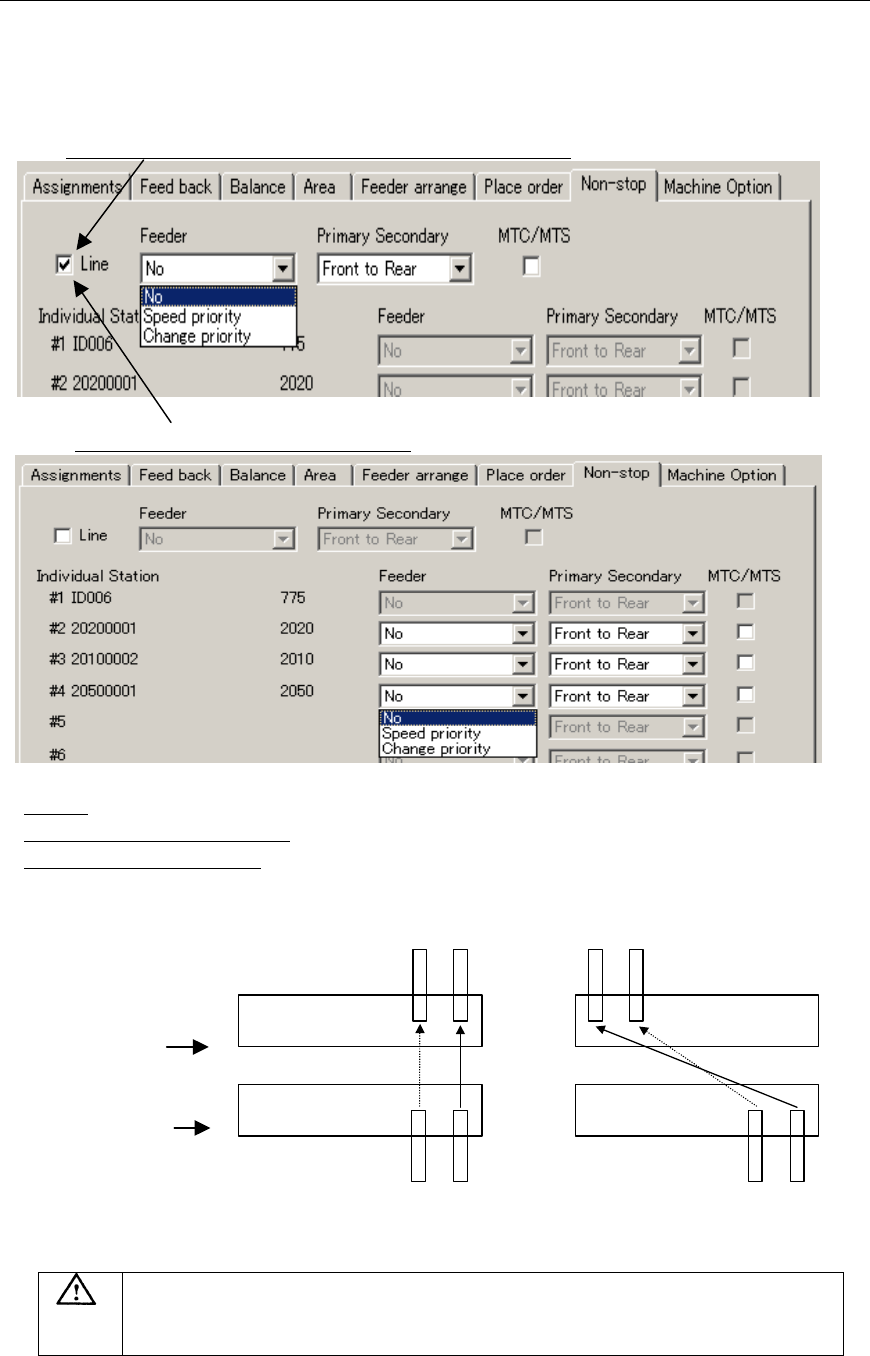
7)Non-stop(连续生产选项)
可指定在全生产线或具体工位执行优化,实现连续生产(本功能为选项,在送料器台
的前方或后方设置同一元件、使之可交换元件,不中断生产)。
选中 Line(生产线)时,为设定全生产线连续生产优化。
图 3-11-2-11
不选中时,可对各个工位作具体设定。
图 3-11-2-12
●No(否)
:不实行不间断生产的优化。
●Speed priority(生产速度优先)
:以缩短生产速度为优先的元件配置(前后方以线对称)。
●Change priority(交换优先)
:以缩短交换时间为优先的元件配置(前后以点对称)。
图 3-11-2-13
注意
请注意:KE-710~740 点胶机不能指定优化。此外,生产线有 KE760、KE2020、
KE2060、KE2060R, FX, CX 系列时,因贴片头构造不同,如选择“交换优先”,
可能在“数据一致性检查”时出现错误。
線対称でコピーした場合
F-79
F-75
R-79
R-75
点対称でコピーした場合
F-79
F-75
R-5
R-1
〈速度优先〉 〈交换优先〉
前方
后方