DGS 程序手册3__N7201A664C.pdf - 第123页
NPM-DGS 程序手册 7.3 PCB 一览表画面 EJS9AC-MB-07P-35 Page 7-99 设定项目 项目 说明 ‘ 同时生产 ’ 设定同时生产组。 在双轨等具有数个轨道的设备上,请 对有可能同时进行生产的基 板组设定同一数值。进行同一同时生 产的生产组中所生成的生产 数据,包括吸头上的吸嘴配置,均在 同一位置上。 为了对同时生产组进行同一设定,必 须属于同一准备组。 ‘ 生产顺序 ’ 对生产顺序进行设定。 这个…
NPM-DGS
程序手册
7.3 PCB
一览表画面
Page 7-98 EJS9AC-MB-07P-35
设定项目
项目
说明
‘
注释
’
设定注释。
所设定的注释将通过编辑器显示在下述项目上。
•
数据编制项目编辑器
显示在数据编制项目一览的
‘
说明
’
中。
• PPD
编辑器
显示在
PPD
管理员的
‘
说明
’
中。
• LWS
编辑器
不可通过
LWS
编辑器进行显示与设定。
‘
批量名
’
设定批量名称。除了复制基板的情形以外,批量名需要在生产数
据内保持统一。
‘
基板数
’
设定基板生产枚数。
‘
目标周期
’
设定目标周期。
在通常的优化下,计算每个批量的
TACT TIME
,但是在目标周期
下,在设定用户的目标
TACT TIME
后执行优化,以便达到这个
TACT TIME
。在设定了目标周期时,需要在时间无限制模式下执
行优化。详细内容,请参照以下章节的记载。
‘7.12.1
优化
’ → ’
■通过优化选项设定了时间无限制模式
时
’
‘
准备
G’
设定准备组。
请对属于同一准备
(
供料器配置、吸嘴配置
)
的基板组设定同一
数值。如果属于同一准备组,所生成的生产数据则不需要按机种
切换每次变更准备。
‘
准备
G
自动设定
’
执行准备
G
的自动设定。
这个项目只在登录了准备最优化功能选项的许可证时显示。
‘
相同准备指定
’
对相同准备指定的组进行设定。
这个项目只在登录了准备最优化功能选项的许可证时显示。
‘
生产频度
’
对生产频度进行设定。
这个项目只在登录了准备最优化功能选项的许可证时显示。
NPM-DGS
程序手册
7.3 PCB
一览表画面
EJS9AC-MB-07P-35 Page 7-99
设定项目
项目
说明
‘
同时生产
’
设定同时生产组。
在双轨等具有数个轨道的设备上,请对有可能同时进行生产的基
板组设定同一数值。进行同一同时生产的生产组中所生成的生产
数据,包括吸头上的吸嘴配置,均在同一位置上。
为了对同时生产组进行同一设定,必须属于同一准备组。
‘
生产顺序
’
对生产顺序进行设定。
这个项目只在登录了准备最优化功能选项的许可证时显示。
‘
头
’
在生产线中选择了独立贴装的设备上,设定所用的贴装头。
•
前侧
•
后侧
如果对生产线中的全部设备都设定了交替贴装,即会以暗灰色
显示
‘
双方
’
并不能编辑。
‘
轨道
’
设定在哪一个轨道上生产这个批量。
在生产线中选择了独立贴装的设备上,根据所用
‘
贴装头
’
来自动决
定轨道。
如果在生产线中不存在选择了独立贴装的设备,即从
‘
轨道
1’
、
‘
轨
道
2’
、
‘
轨道无指定
’
中选择所需项目。
(
轨道
1
、
2
是从设备前方看起时的名称。
)
只有在双轨之际能够选择。
‘
批量
#
成对批量
’
设定成对批量。成对批量是指在前后轨道上同时进行生产的基板。
关于成对批量,请参照
‘7.3.7
成对批量设定
’
。
当在
‘
选项设定
’
的
[
机械参数
]
选项下,
‘
轨道类型
’
选择了双轨时,将显示
‘
同时生产
’
、
‘
头
’
、
‘
轨道
’
的
设定项目。
‘4.3.3
选项设定
’
按钮
按钮
说明
[
贴装模式
]
显示选择生产线中设备的‘交替’ 贴装还是‘独立’ 贴装的窗口。
[
添加产品
]
添加基板。
[CSV
输出
]
将 PCB 列表的信息输出到 CSV 文件中。
[
应用
]
适用所变更的项目。
右击菜单
项目
说明
[
删除产品
]
删除所选的基板。
[PCB
复制
]
复制基板。
[
更改基板名
]
不能在数据编辑画面上使用。能够在
PPD
编辑器以及
LWS
编辑
器上使用。
‘9.4.7 PCB
一览表画面
’
[
整体编辑
]
对选择行的值进行整体设定。
NPM-DGS
程序手册
7.3 PCB
一览表画面
Page 7-100 EJS9AC-MB-07P-35
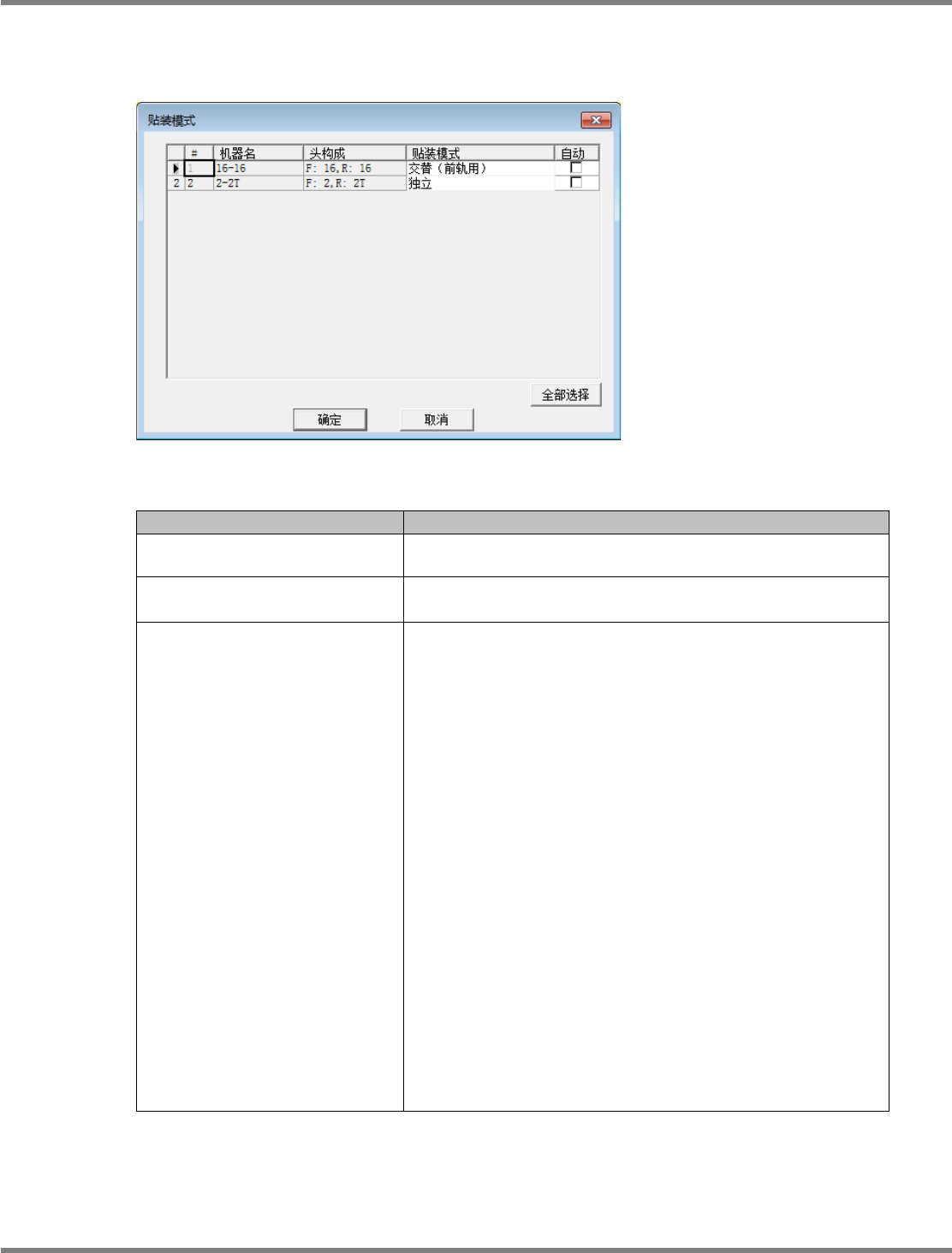
7.3.1
贴装模式的设定
设定贴装模式使用
<
贴装模式
>
画面。
贴装模式
项目
说明
‘#’ (No)
(
只显示
)
显示设备编号。
‘
机器名
’
(
只显示
)
显示设备名称。
‘
头构成
’
(
只显示
)
显示贴装头的构成。
•
基台位置
(
仅以
2
基台设备为对象
)
CM/DT
时
‘A’ :
上游基台
‘B’ :
下游基台
NPM
时
‘
上游
’
:
上游基台
‘
下游
’
:
下游基台
•
工作台位置
(
仅以
NPM
设备为对象
)
‘F’ :
前工作台
‘R’ :
后工作台
•
贴装头的类型
‘16’ :
16
吸嘴头
‘12’ :
12
吸嘴头
‘8’ :
8
吸嘴头
‘4’ :
4
吸嘴头
‘3’ :
3
吸嘴头
/ 3
工具头
‘2’ :
2
吸嘴头
/ 2
工具头
‘D’ :
点胶头
‘I’ :
检查头
‘-’ :
没有贴装头
在存在托盘供给部的情形下,追记
‘(T)’
。
Product070800S-02C02