DGS 程序手册3__N7201A664C.pdf - 第133页
NPM-DGS 程序手册 7.3 PCB 一览表画面 EJS9AC-MB-07P-35 Page 7-109 7.3.8 PCB 列表画面上的 CSV 输出 PCB 列表信息能够以 CSV 文件格式输出。 1 点击 [CSV 输出 ] 。 显示出 < 另存为 > 画面。 2 指定保存 CSV 文件的目的处。 3 输入 CSV 文件名。 在默认值下,将设定使用了项目名和 生产线名 的文件名。 例 ) 当项目名为 tes…
NPM-DGS
程序手册
7.3 PCB
一览表画面
Page 7-108 EJS9AC-MB-07P-35
7.3.7
成对批量设定
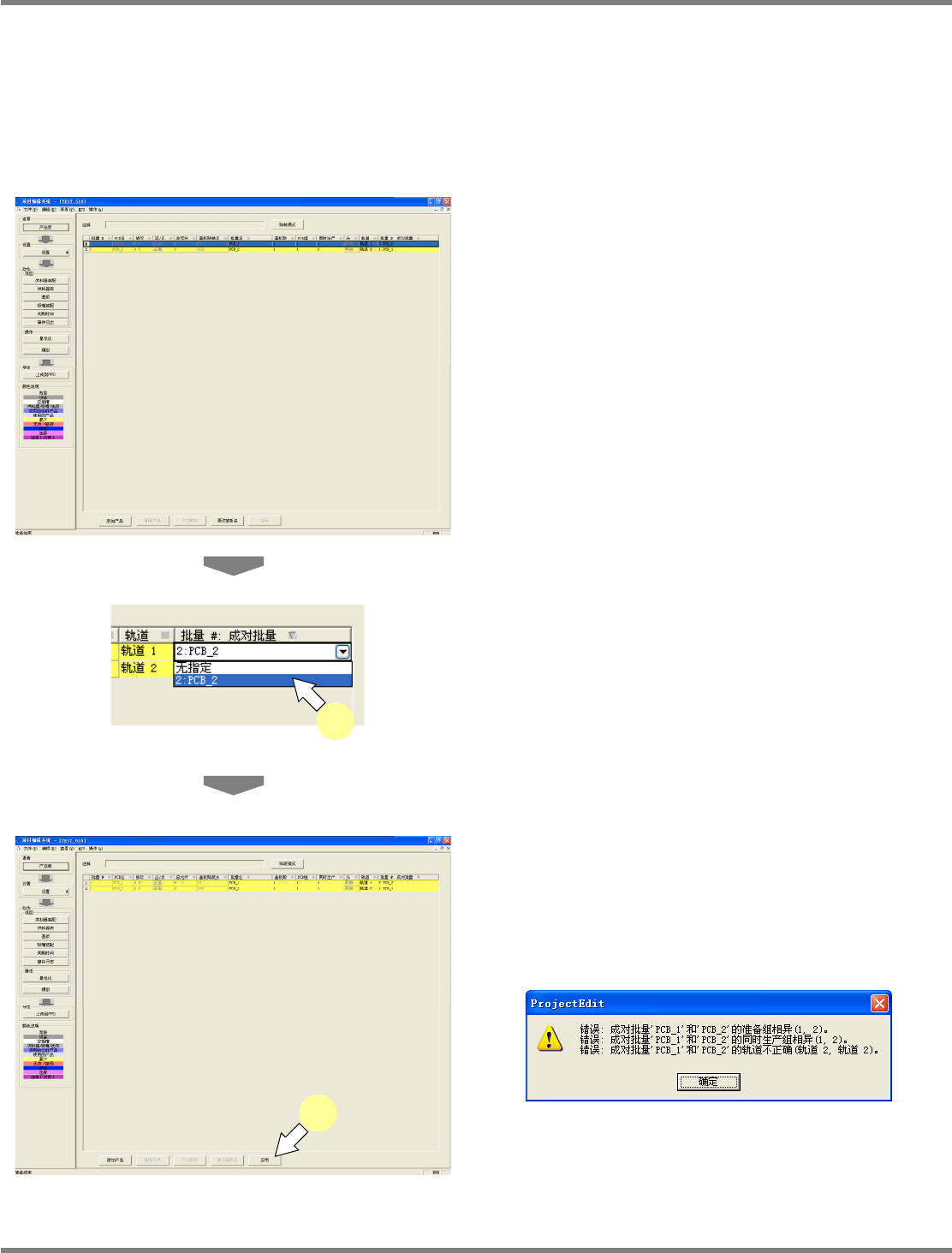
通过将在前后轨道上同时进行生产的批量指定为成对批量,可执行节拍模拟
(
包含切换生产轨道时
的吸嘴更换时间以及托盘夹盘位置的变更时间
)
,这样就可获取到更加接近实际节拍的模拟结果。
在交替贴装下,如果没有设定成对批量,将以单方的批量执行模拟。因此,根据前后轨的批量组
合状况,上述的吸嘴更换时间以及托盘夹盘位置的变更时间将无法反映进模拟的结果中,因此有
可能会与实际的节拍时间产生较大的误差。
1
选择设定成对批量的
PCB
数据。
2
通过批量
#
成对批量选择设定为成对的
PCB
数据。
3
点击
[
应用
]
。
将对
PCB
设定成对批量。
当
PCB
数据为下述数据时,将显示错误信息。
・不同的准备组
・不同的同时生产组
・没有指定轨道或为相同轨道
Product070805S-01C00
Product070805S-02C00
2
Product070805S-04C00
Product070805S-03C00
3
NPM-DGS
程序手册
7.3 PCB
一览表画面
EJS9AC-MB-07P-35 Page 7-109
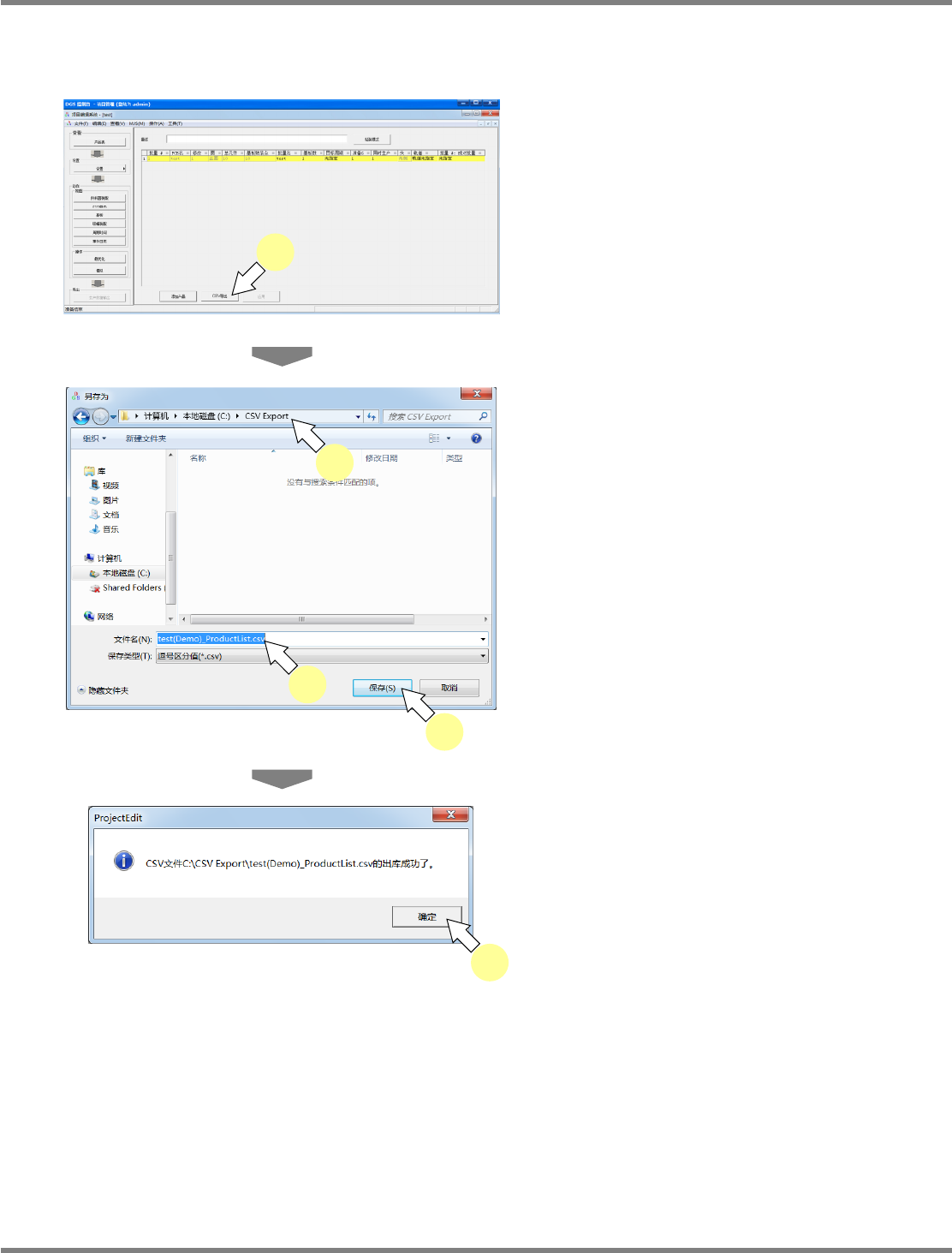
7.3.8 PCB
列表画面上的
CSV
输出
PCB
列表信息能够以
CSV
文件格式输出。
1
点击
[CSV
输出
]
。
显示出
<
另存为
>
画面。
2
指定保存
CSV
文件的目的处。
3
输入
CSV
文件名。
在默认值下,将设定使用了项目名和生产线名
的文件名。
例
)
当项目名为
test
、生产线名为
Demo
时,文件名
将为
test(Demo)_ProductList.csv
4
点击
[
保存
]
。
5
点击
[
确定
]
。
即完成了
CSV
文件的输出。
Product070308S-01C00
1
Product070308S-02C00
2
3
4
Product070308S-03C00
5
NPM-DGS
程序手册
7.3 PCB
一览表画面
Page 7-110 EJS9AC-MB-07P-35
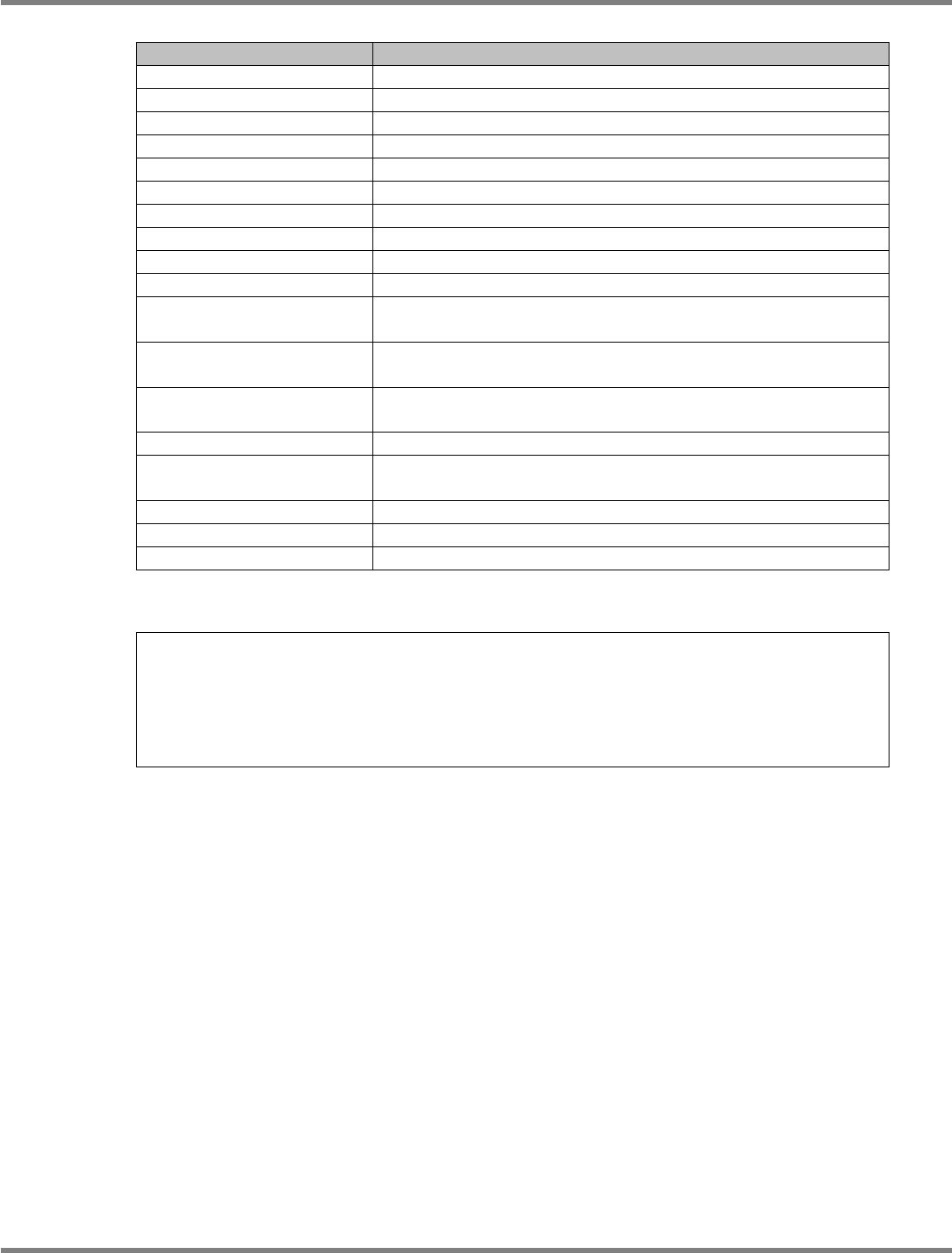
导出
CSV
的内容
项目
说明
批量
#
输出批量编号。
PCB
名
输出基板名称。
修改
输出基板的修改。
面
显示
PCB
的正反面。
元件数
显示针对基板的总体元件数。
贴装点数
输出与基板相应的贴装点数。
批量名
输出批量名称。
基板数
输出生产基板张数。
目标周期
输出目标周期。
准备
G
输出准备组。
准备
G
自动设定
执行准备
G
的自动设定。
这个项目只在登录了准备最优化功能选项的许可证时显示。
相同准备指定
输出相同准备指定的组。
这个项目只在登录了准备最优化功能选项的许可证时显示。
生产频度
输出生产频度。
这个项目只在登录了准备最优化功能选项的许可证时显示。
同时生产
输出同时生产组。
生产顺序
输出生产顺序。
这个项目只在登录了准备最优化功能选项的许可证时显示。
头
输出在设备上使用的贴装头。
轨道
输出在哪一个轨道上生产这个批量。
批量
#
成对批量
输出成对批量。成对批量是指在前后轨道上同时进行生产的基板。
CSV
文件的导出例
批量ト
#,PCB,
修改
,
面
,
总元件
,
基板贴装点
,
批量名
,
生产张数
,
目标周期
,
准备
G,
准备
G
自动设定
,
相同准
备指定
,
生产频度
,
同时生产
,
生产顺序
,
头
,
轨道
,
批量
#:
成对批量
"1","tray","1","
正面
","10","10","tray","1","
无指定
","1","1","G1","
中
","1","0","
两侧
","
轨道无指定
","
无指
定
"
"2","tray1","1","
正面
","10","10","tray1","1","
无指定
","1","0","G2","
中
","1","0","
两侧
","
轨道无指定
","
无
指定
"