NXT-III 系统手册.pdf - 第225页
SYS- NXT3 -002S0 6. 运用各种功能时的操作 NXT III 系统手册 205 6.2 双模组生产 M3-3 模组的生产适用于长度不超过 250 mm 的电路板,或者 305 mm 以下的但贴装范围不超 过 250 mm 的电路板。 但是, 使用相邻的 M3-3 模组协调后进行贴装, 能够适用于超过 这些条 件的电路板的生产。 a. 对应长度 (X 方 向)为 250 .01mm 以上的电路 板。 b. 如果是宽度 (Y…
6. 运用各种功能时的操作 SYS-NXT3-002S0
204 NXT III 系统手册
备注 )如果是双模组,将左右双方的模组设定为搬运轨道搬运应用。
7. 请按 POWER 按钮变成唤醒模式并返回模组。
·[Breakdown operation mode]:选择 [Conveyor only]
8. 请通过 Fuji Flexa 向机器传送 Job。
6.1.2 搬运轨道搬运功能的运用
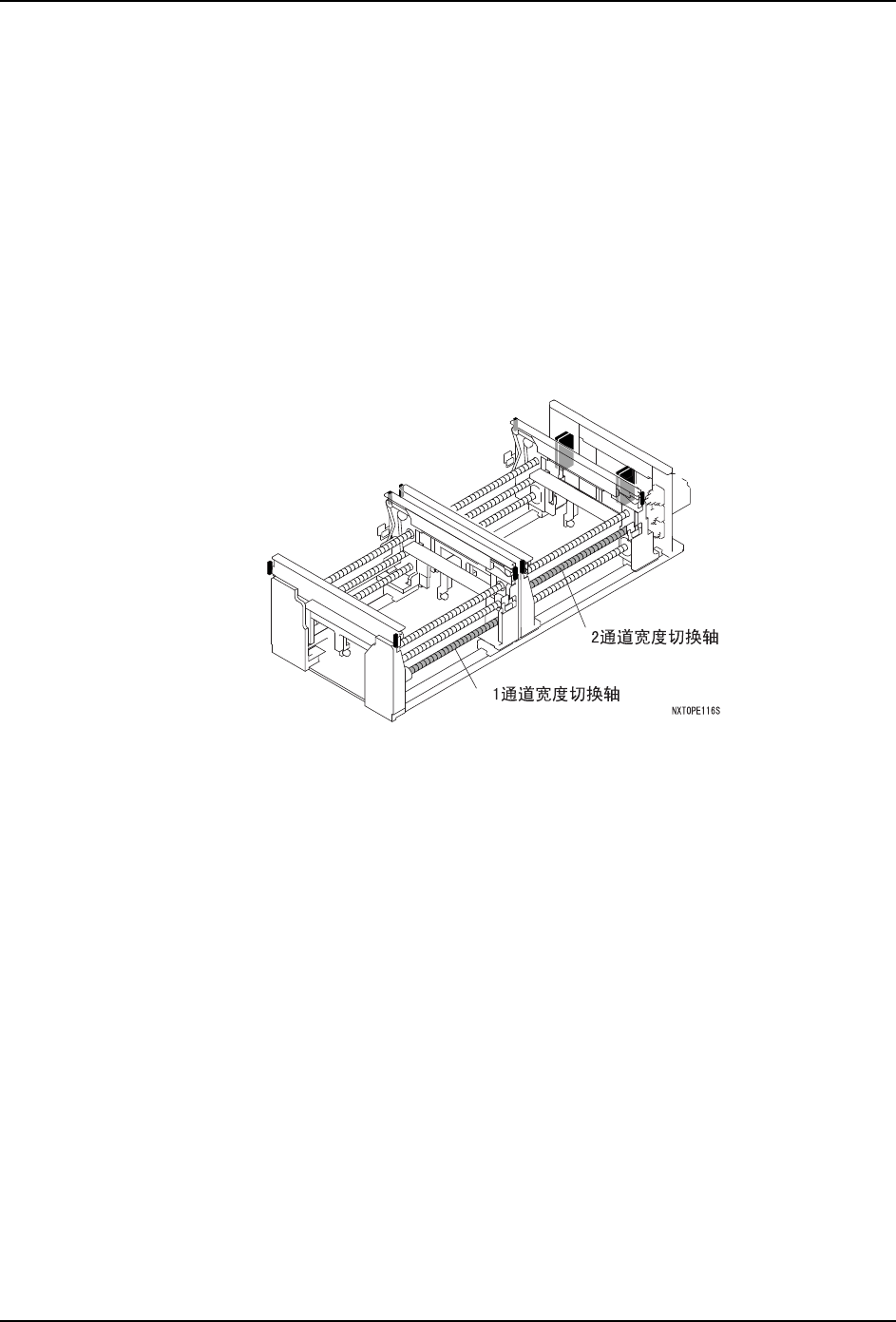
1. 设定为运用搬运轨道的模组需要切换宽度时,请直接用手旋转轴来进行。
2. 进行切换后,需要进行搬运轨道传感器的感度调整。通过辅助软件的远程控制操作,执
行 [ 搬运轨道传感器感度调整 ]。
3. 请按下操作面板的 START 按钮。机器开始生产。
SYS-NXT3-002S0 6. 运用各种功能时的操作
NXT III 系统手册 205
6.2
双模组生产
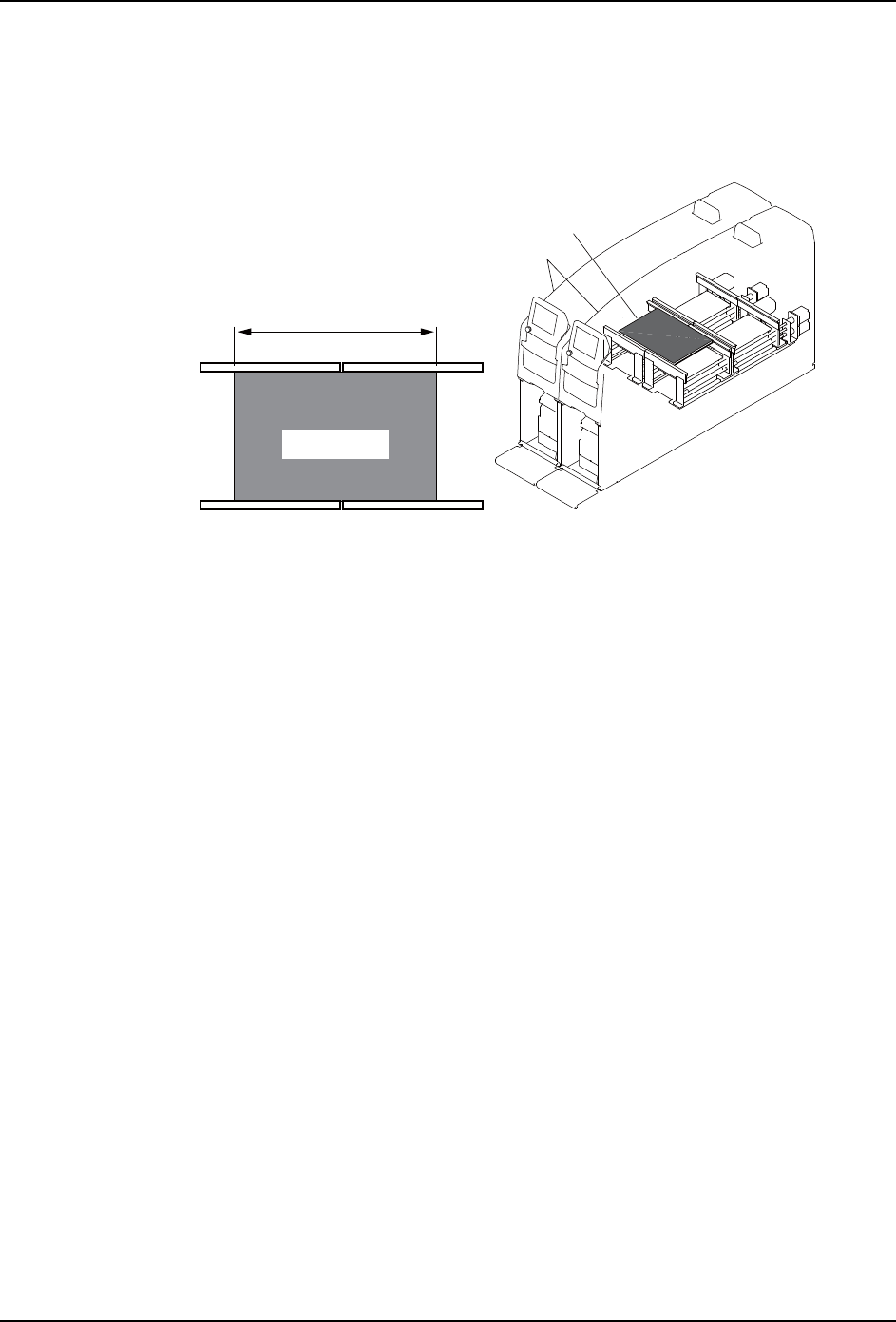
M3-3 模组的生产适用于长度不超过 250 mm 的电路板,或者 305 mm 以下的但贴装范围不超
过 250 mm 的电路板。但是,使用相邻的 M3-3 模组协调后进行贴装,能够适用于超过这些条
件的电路板的生产。
a. 对应长度 (X 方向)为 250.01mm 以上的电路板。
b. 如果是宽度 (Y 方向)为 280.00mm 以下的电路板,可以使用轨道 1 和轨道 2 进行双
轨道生产。
c. 在轨道 1 和轨道 2 中可以按照各自不同的 Job 进行生产。
d. 在轨道 1 和轨道 2 中可以按照相同的 Job 进行生产。
6.2.1
生产条件
生产线构成
a. 电路板搬运方向,对应了从右到左 (正流向)和从左到右 (逆流向)。
b. 成为双模组的模组各自使用相同类型的贴装工作头进行生产,使用不同类型的贴装工
作头开始生产可能会造成吸嘴与贴装完毕的元件的干扰。
c. 侧面隔板和侧面安全门围住的 2 个模组可以进行双模组生产。侧面隔板隔开的 2 个模
组不可以进行双模组生产。
不支持的功能
a. 基准定位点读取异常时的电路板载入重试功能在双模组生产时不会动作。如果发生读
取错误,进行错误停止。
b. 没有电路板先行排出动作的功能。
c. 手动模式中的指令没有支持双模组。需要同时操作 2 个模组。
01SYS-0909S
ঠ㒘
⬉䏃ᵓ
250.01 mm ҹϞ
⬉䏃ᵓ

6. 运用各种功能时的操作 SYS-NXT3-002S0
206 NXT III 系统手册
6.2.2
使双模组处于唤醒状态时的注意事项
变成唤醒状态的操作,与通常的模组相同,按下 POWER 按钮进行。
但是,如果已传送了双模组用的 Job 时,如果只启动一方的模组,也不会变成唤醒状态。
等到启动另一方的模组时,显示以下的画面。
启动后,显示出与通常生产相同的画面。
01SYS-0713
01SYS-0653