NXT-III 系统手册.pdf - 第285页
SYS- NXT3 -002S0 7. 手动模式指令的操作 NXT III 系统手册 265 7. 手动模式指令的操作 本章说明在进行维修保养 或者其他特别操作时使用的手动指 令。 7.1 菜单画面上所显示的项目 将 START 等待画面切换到手动指令 画面。画面的切换方法请参照 "3.3 显示手动模式画面 "。 备注 ) 进行双模组生产的 2 个模组一直是连 接的。执行这些指令时,请连接 2 个模组的状态 下进行模…
6. 运用各种功能时的操作 SYS-NXT3-002S0
264 NXT III 系统手册
如何查看所获取的数据
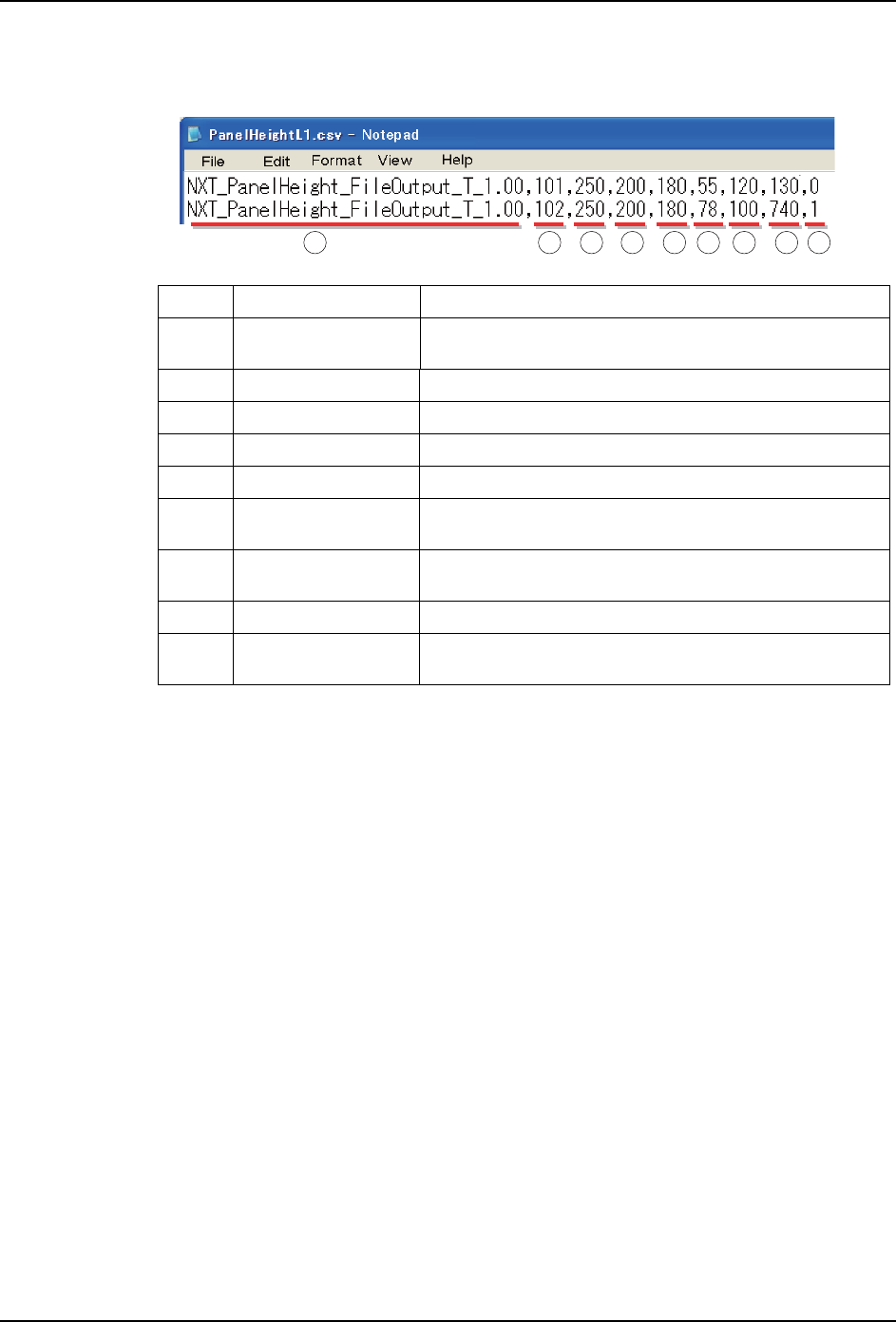
请使用记事本等编辑器打开所取得的文本文件。以下说明文件内的各项目。
号码 项目 内容
1 Job 信息 生产时的 Job 名和电路板的正反面 (T、B),
以及修订
2 电路板 ID 生产时的电路板 ID
3 电路板尺寸 X X 方向的电路板尺寸 (mm)
4 电路板尺寸 Y Y 方向的电路板尺寸 (mm)
5 电路板旋转 电路板的方向 (deg)
6 测定位置坐标 X 从电路板原点开始,进行电路板高度测定的 X 坐标
(um)
7 测定位置坐标 Y 从电路板原点开始,进行电路板高度测定的 Y 坐标
(um)
8 测定结果 电路板高度的测定值 (um)
9 子电路板号码 1 ~ 6000:子电路板高度测定时
0:电路板高度测定时
01SYS-0595E
1 2 3 4 5 6 7 8 9
SYS-NXT3-002S0 7. 手动模式指令的操作
NXT III 系统手册 265
7. 手动模式指令的操作
本章说明在进行维修保养或者其他特别操作时使用的手动指令。
7.1 菜单画面上所显示的项目
将 START 等待画面切换到手动指令画面。画面的切换方法请参照 "3.3 显示手动模式画面
"。
备注 )
进行双模组生产的 2 个模组一直是连接的。执行这些指令时,请连接 2 个模组的状态下进行模组
推拉的作业
。
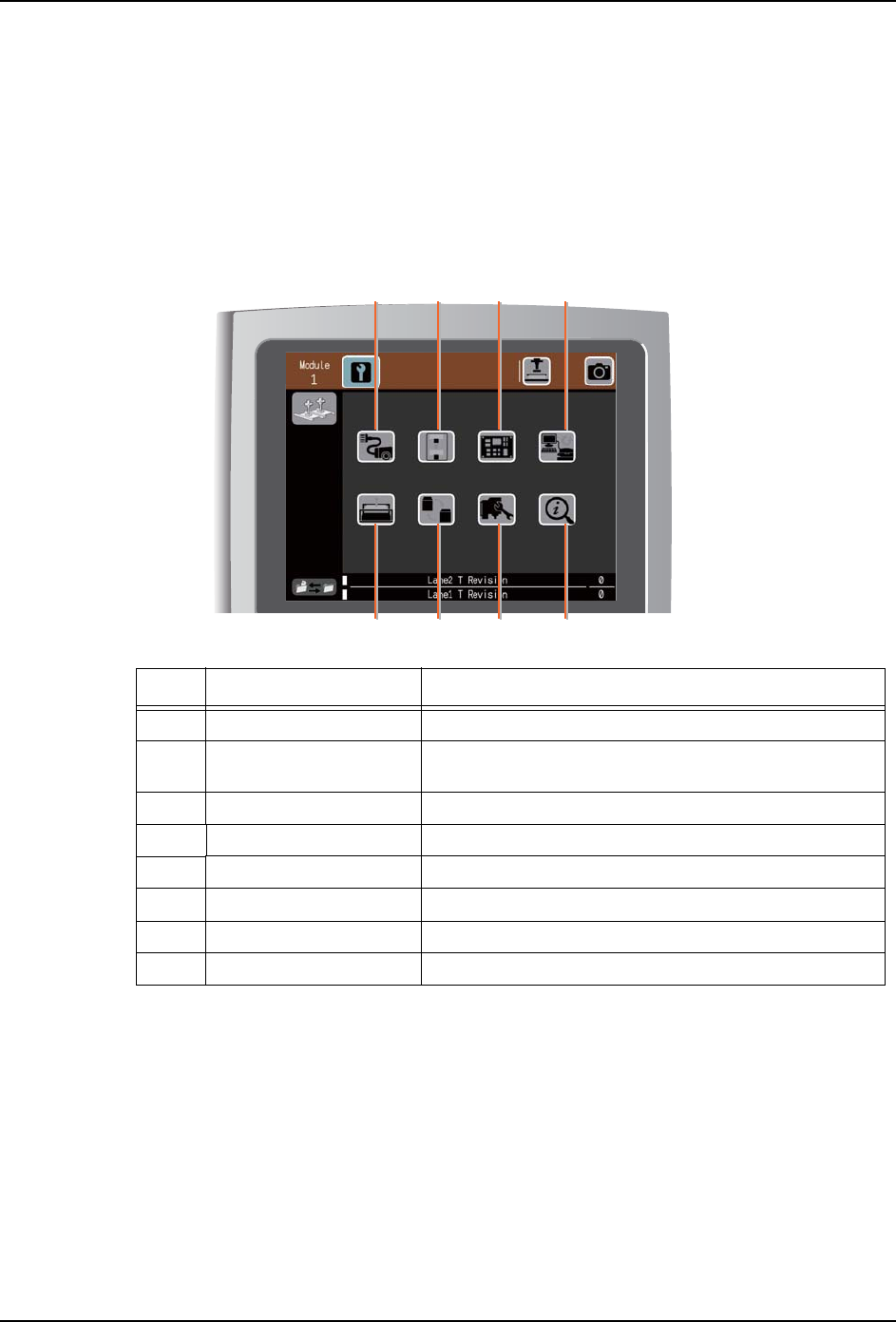
号码 指令名 功能
1 清扫指令 执行此指令,将松开料站托架和料盘箱 -LT/LTC。
2
工作头退避指令 执行此指令,工作头将退避到容易进行加油等作业的
位置上。
3 Job 测试指令 如果确认元件吸取位置时,请选择此指令。
4 自我诊断指令 如果更新控制软件时,请选择此指令。
5 电路板去除指令 执行此指令可以清除搬运轨道上的电路板。
6 装置更换指令 更换工作头或机器装置、吸嘴排出的时候选择。
7 工作头调节指令 搭载 GL 工作头或刷洗装置时使用。
8 信息指令 显示模组或基座、工作头等各装置的信息。
01SYS-0716
2 34
5678
1

7. 手动模式指令的操作 SYS-NXT3-002S0
266 NXT III 系统手册
7.2 清扫指令
在进行模组内的维修保养时使用。实行该指令后,就会松开模组,处于能够拉出的状态。
备注 )在安装了料盘装置的模组中执行该指令时,此处就会显示料盘装置卸下向导。请根据
向导画面卸下料盘装置后,进入下一步骤。
1. 请选择清扫指令。
2. 请拉出模组。
a. 请确认模组前面没有障碍物以后,按下模组拉出按钮。
b. 请握住模组的手柄,缓慢地拉出模组,直到碰到阻停块为止。
备注 ) 双模组时,请对两个模组进行从第 1 到第 2 项的操作。对于第 3 项,无论在哪个模组
上进行操作后,松开两个模组都。
3. 进行必要的维修保养。
4. 请插入模组。
a. 在插入模组之前,请确认 XS 轴 (M3-3)等机械部位没有从模组的旁边突出。
b. 请握住模组的手柄,缓慢地插入模组,直到碰到阻停块为止。
c. 自动地夹紧模组。没有夹紧时,请稍微拉回模组然后重新推入。
备注 ) 如果卸下了料盘装置,此处就会显示料盘装置推入向导。将料盘装置推入到模组后,
就会自动夹紧
。
5. 按下生产按钮将返回到等待开始状态。
警告
将模组插入到基座时,为了防止负伤,请确认模组的后侧是否有人。
在拉出 / 插入模组时,请不要将手指伸入到模组之间。有手指夹入模组间
而被切断的危险。
01SYS-0717
01SYS-0926