CPN9164100_YSM40R_Ope_C操作手册.pdf - 第138页
2-56 2 4.4.2 安装在贴片机上 下面,介绍将宽幅多杆式送料器安装在贴片机上的操作步骤。 e 1 按下紧急停机按钮。 按下贴片机的紧急停机按钮,使贴片机停止运行。 c 注意 不停止贴片机的运行就安装送料器,有被卷入贴片机的危险。 2 清除送料器架上的尘屑。 如果夹入元件或尘屑,会导致送料器倾斜,造成吸附不稳定。 3 安装送料器。 抬起锁定杆,将对位标记对准送料器安装位置,边滑动边插入定位孔。 送料器的安装 锁定杆 电源、信号用连…
2-55
2
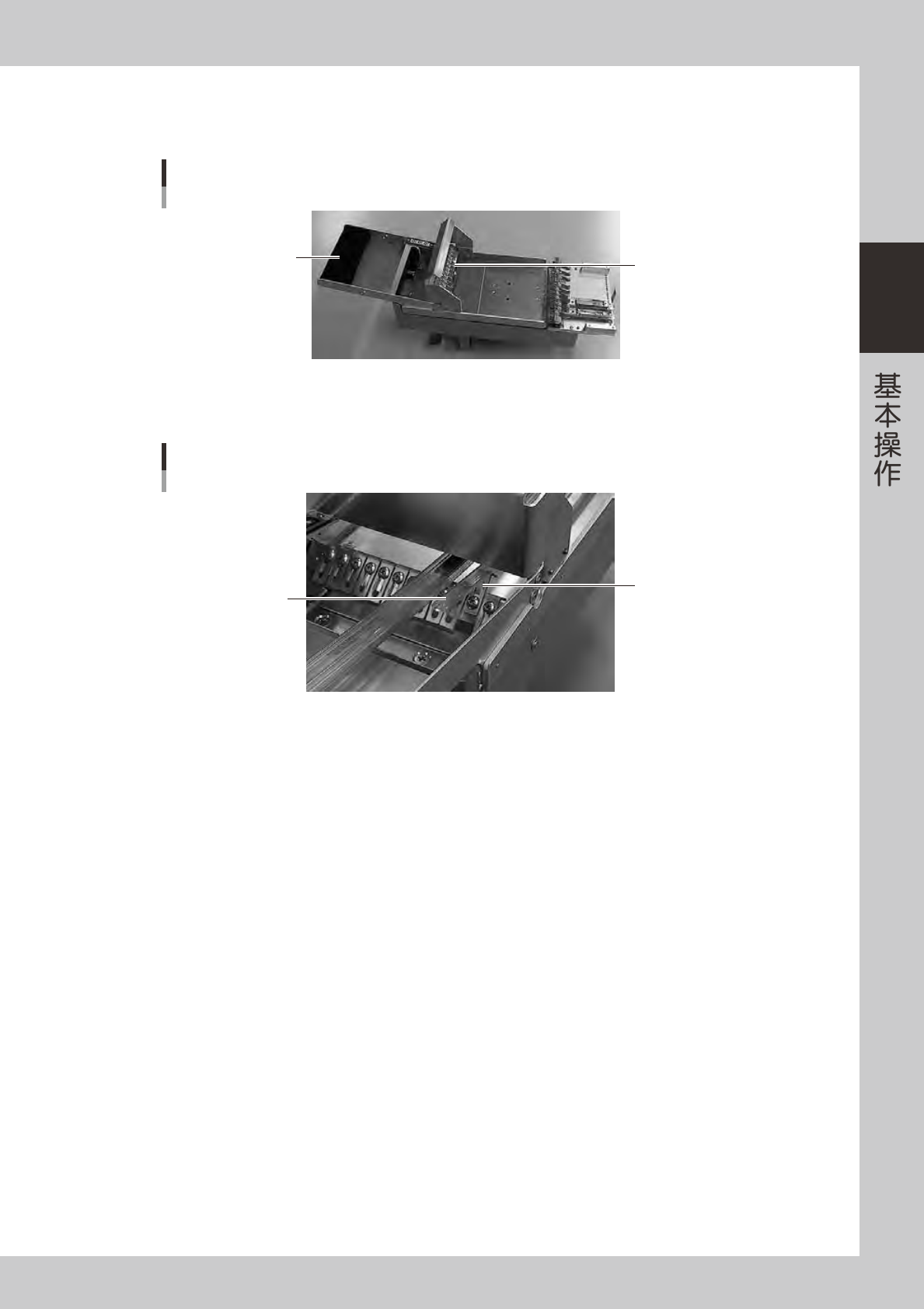
■ 料杆可能脱落或过于挠曲时
需调节料杆压板 B 的弹簧片。
拧松料杆压板 B 的弹簧片的螺钉,将弹簧片调至有适当张力使料杆不会脱落的位置后,固定螺钉。
料杆压板
料杆支撑部
料杆压板B
25235-N9-00
■ 料杆太短无法到达料杆支撑部时
如下图所示,升高调节片,使其从下方抬高料杆。
调节片
料杆
调节片
25236-N9-00

2-56
2
4.4.2 安装在贴片机上
下面,介绍将宽幅多杆式送料器安装在贴片机上的操作步骤。
e
1
按下紧急停机按钮。
按下贴片机的紧急停机按钮,使贴片机停止运行。
c
注意
不停止贴片机的运行就安装送料器,有被卷入贴片机的危险。
2
清除送料器架上的尘屑。
如果夹入元件或尘屑,会导致送料器倾斜,造成吸附不稳定。
3
安装送料器。
抬起锁定杆,将对位标记对准送料器安装位置,边滑动边插入定位孔。
送料器的安装
锁定杆
电源、信号用连接器
定位销
固定销
对位标记
把手部
25237-N9-00
4
确认安装状态。
松开锁定杆,向前后试推送料器机体确认是否被固定。
5
将最前端元件传送至吸附位置。
按 [FEED] 按钮直至最前端元件被传送到吸附位置。按 1 次,送料器会振动 2 秒传送元件。
运行动作的确认与元件的传送
最前端元件
料杆
[FEED]按钮
25238-N9-00
参考
有关宽幅多杆式送料器的详细内容,请参阅《SS FEEDER 用户操作手册》。
2-57
2
5.贴片机侧的设置
将一次性换料车 ( 送料器 ) 或料车式托盘供料给装置 (cATS) 安装在贴片机之后,还必须在贴片机侧进行设置。
■ 一次性换料车 ( 送料器 )
设置“供料形态”、“料带种类”与“送料间距”。
■ 料车式托盘供料装置 (cATS)
设置“供料形态”与“送料器类型”。
5.1 供料形态 ( 送料器 ) 的设置
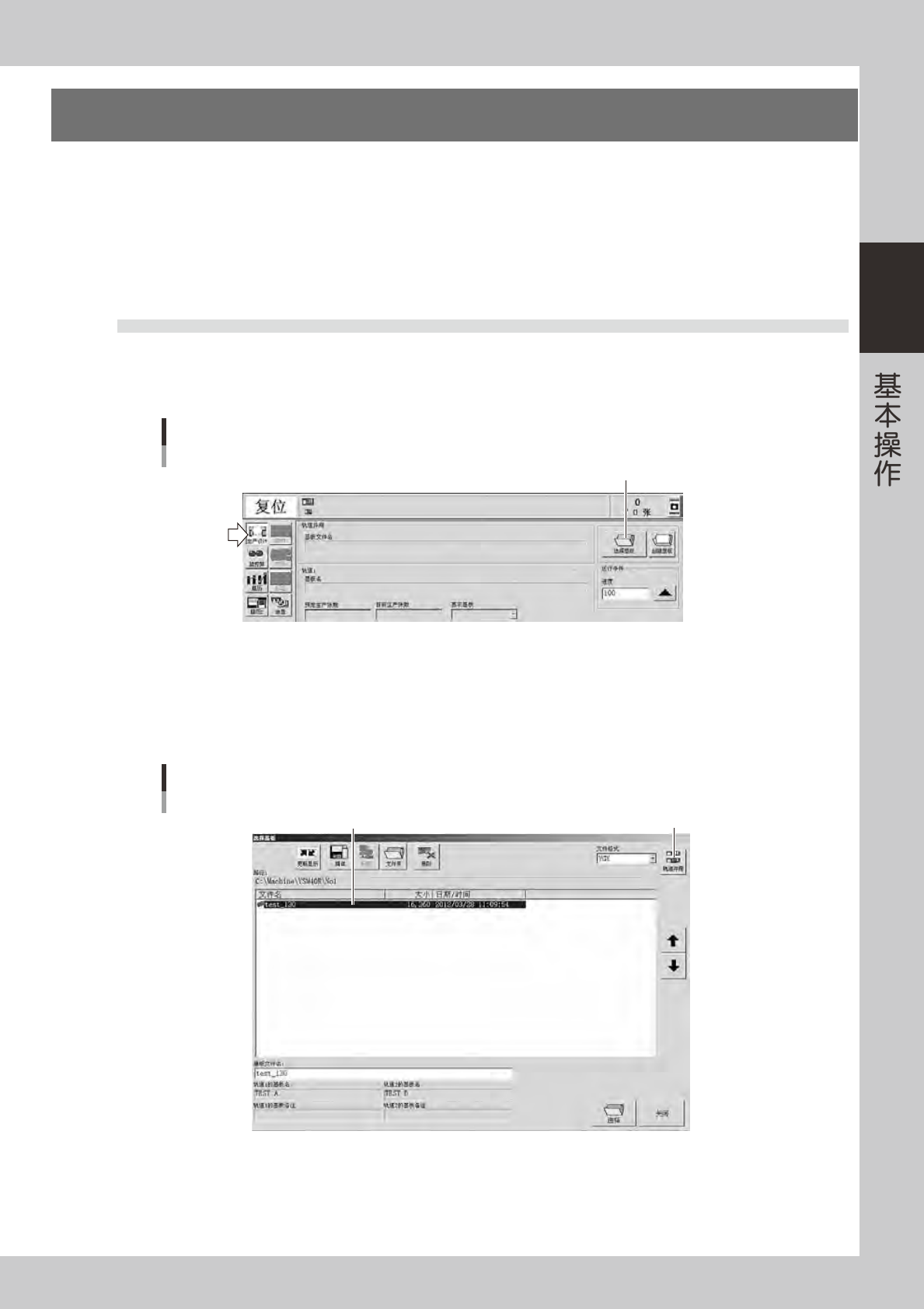
1
打开选择基板的画面。
按 [ 生产设计 ] 按钮打开生产设计画面,按 [ 选择基板 ] 按钮。
生产设计画面
[选择基板]按钮
[选择基板]按钮
26220-N9-00
2
选择基板。
从基板列表中选择需要设置的基板,按 [ 选择 ] 按钮。
本机为双轨贴片机,必须先按轨道切换按钮,切换到准备进行生产的轨道之后再选择基板 ( 使用两条轨道
进行生产时,切换到 [ 轨道并用 ]。)
选择基板的画面
从登录的基板程序列表中选择 轨道切换按钮
26221-N9-00