CPN9164100_YSM40R_Ope_C操作手册.pdf - 第145页
第 3 章 开始生产与结束生产 目录 1. 开始生产 3- 1 1.1 各种情况下开始运行的方法 3- 7 1.1.1 贴装完成后进行了复位时 3- 7 1.1.2 贴装中进行了复位时 3- 7 1.1.3 复位状态中投入了基板时 3- 8 1.1.4 取出了基板时 3- 9 1.1.5 发生传送错误时 3- 9 1.2 “跳过拼板”功能 3-1 0 1.2.1 拼板的选择 3-1 1 1.2.2 开始…
2-62
2
■ 料车式托盘供料装置 (cATS)
1
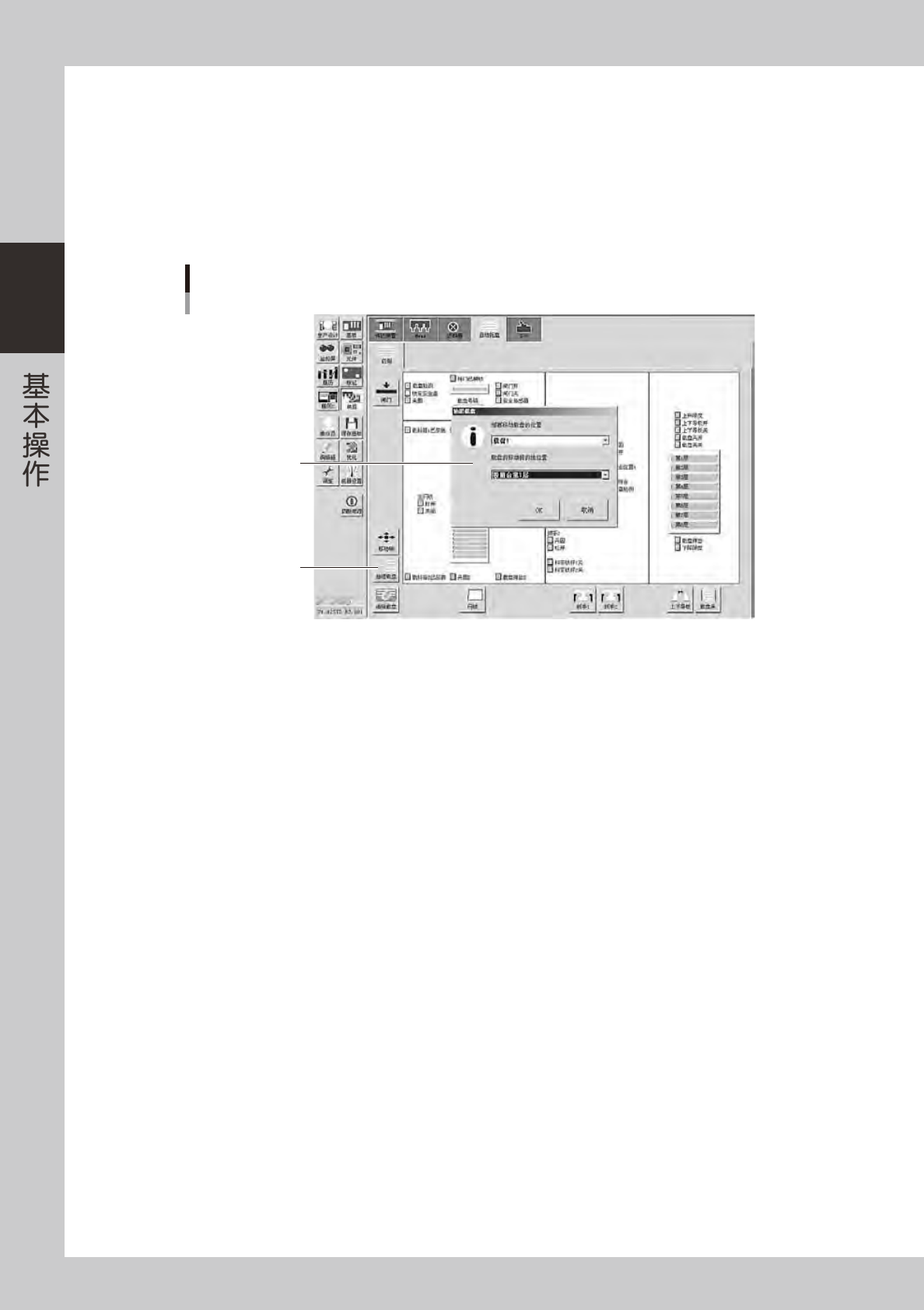
打开“自动托盘”画面。
按 [ 装置 ] 按钮,选择“自动托盘”选项卡,打开 cATS 的操作画面。
2
抽出载盘进行确认。
按 [ 抽退载盘 ] 按钮,将载盘移至任意位置,确认可以正常抽出与退回载盘。
抽退载盘画面
抽退载盘对话框
[抽退载盘]按钮
26230-N9-00

第 3 章 开始生产与结束生产
目录
1. 开始生产 3-1
1.1 各种情况下开始运行的方法 3-7
1.1.1 贴装完成后进行了复位时 3-7
1.1.2 贴装中进行了复位时 3-7
1.1.3 复位状态中投入了基板时 3-8
1.1.4 取出了基板时 3-9
1.1.5 发生传送错误时 3-9
1.2 “跳过拼板”功能 3-10
1.2.1 拼板的选择 3-11
1.2.2 开始运行时 3-12
2. 结束生产,关闭电源 3-13
3. 生产中的监控屏显示 3-15
3.1 生产 3-15
3.2 全部 3-17
3.3 视觉 3-19
3.4 校正 3-21
3.5 RETRY ( 重试 ) 3-22
3.6 基准标记 3-23
3.7 坏板标记 3-24
3.8 吸附位置校正 3-25
3.9 负荷 3-26
3.10 吸料率警告 3-27
3.11 计划任务 3-30
3.12 共面度检测 3-31
3-1
3
1.开始生产
本章节,介绍选择已登录的基板程序进行元件贴装的方法。
1
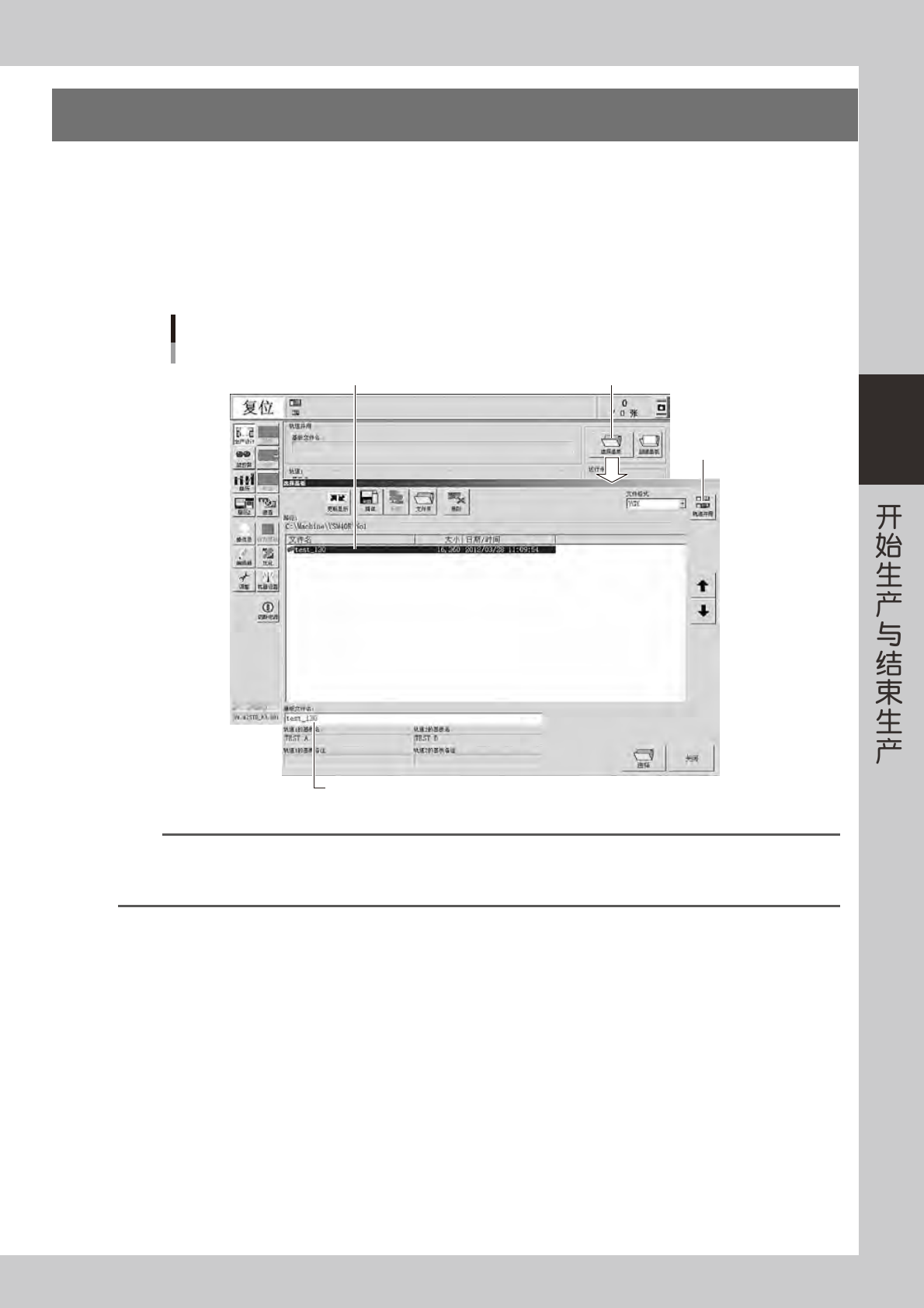
选择基板程序。
1. 如果还没有选择基板程序,按生产设计画面的 [ 选择基板 ] 按钮,显示已登录的基板程序。
按轨道切换按钮,切换到准备进行生产的轨道 ( 使用两条轨道进行生产时,切换到 [ 轨道并用 ] )。
2. 将光标移到准备生产的基板名栏并按 [ 选择 ] 按钮,选定的基板程序被读入。
[选择基板]按钮
选择基板
从已登录的基板程序列表中选择
显示选定的基板名
轨道切换按钮
26300-N9-00
参考
‧
用轨道切换按钮选择 [ 轨道并用 ] 时,显示合并后的基板程序,称为合并基板程序。
合并基板程序,是将 2 个基板程序合并为 1 个基板文件的基板程序。合并基板程序以橙色图标显示。
‧
如果选择合并基板程序,生产设计画面的自由区会显示基板文件名和所选轨道将要生产的基板名。