CPN9164100_YSM40R_Ope_C操作手册.pdf - 第148页
3-3 3 3 确认其它设置项目。 返回“生产设计”画面,按下图所示的按钮进行必要的确认与设置。 1 4 3 2 “生产设计”画面 5 26302-N9-00 1. [ 托盘计数 ] 按钮 可以显示到目前为止盘装元件的使用数量,并可以编辑与清除。 2. [ 检查吸嘴前端脏污 ] 按钮 用元件识别用相机检查吸嘴前端的脏污状态。该检查结果为错误时,必须清洁吸嘴。 c 注意 由于吸嘴的脏污是逐渐形成的 ( 建议清洁吸嘴 ),所以在进行多次检查…
3-2
3
n
要点
使用两条轨道进行生产时,用轨道切换按钮切换到需要操作的轨道之后再进行调整或确认。
2
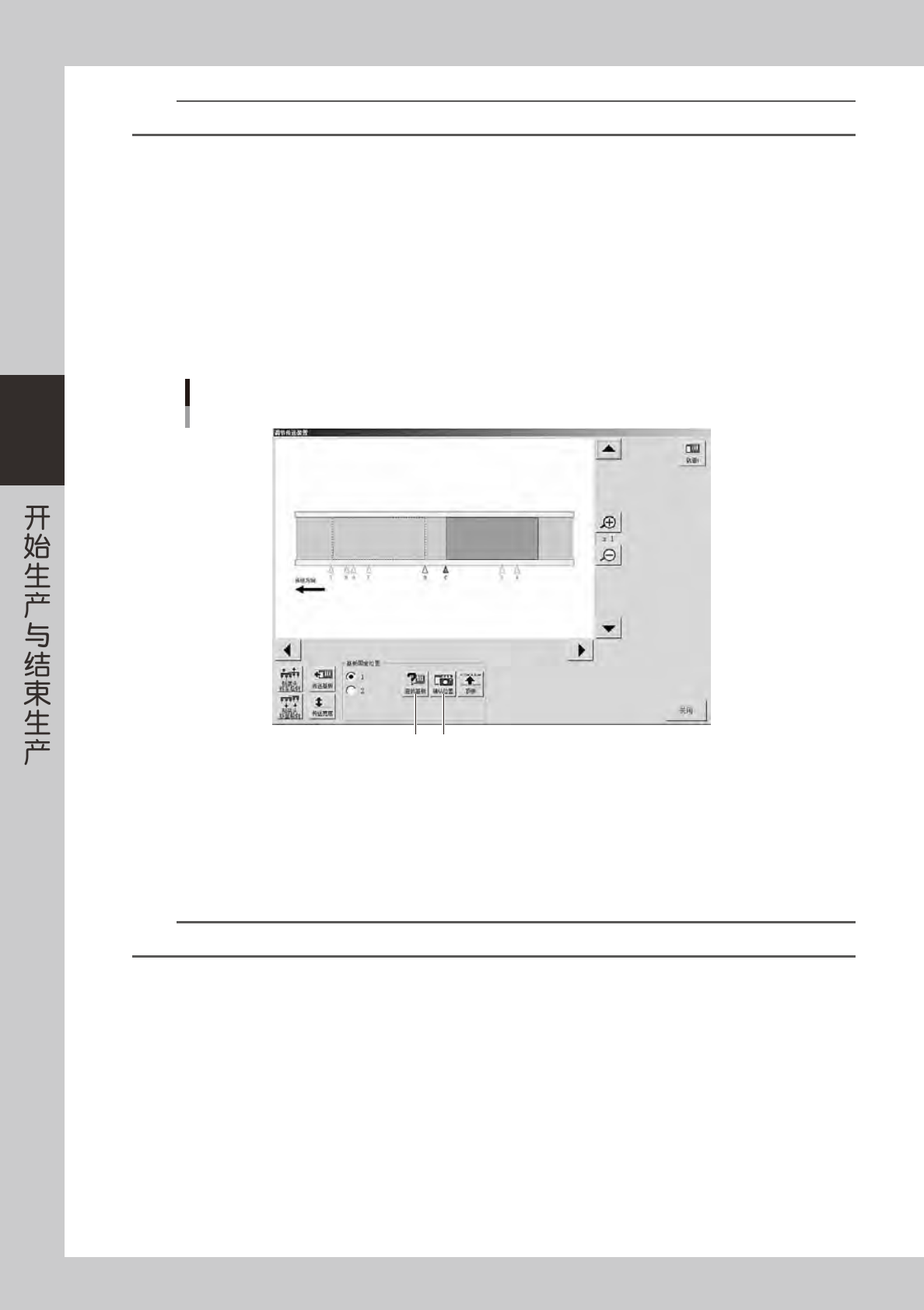
调节传送装置。
1. 按“生产设计”画面的 [ 调节传送装置 ] 按钮,打开“调节传送装置”画面。
2. 按 [ 传送宽度 ] 按钮,调节传送宽度。
e
3. 按操作面板上的紧急停机按钮,将贴片机置于紧急停机状态之后,卸下一次性换料车或 cATS 料车。
4. 根据基板尺寸排列顶针,并将基板放在规定的位置。
5. 将一次性换料车或 cATS 料车安装在贴片机之后,解除贴片机的紧急停机状态。
6. 按 [ 查找基板 ] 按钮,传入基板。按 [ 顶板 ] 按钮,固定基板。
确认基板是否被固定在正确的位置上时,按 [ 确认位置 ] 按钮。
“调节传送装置”画面
1 2
26301-N9-00
1. [ 查找基板 ] 按钮
查找基板并将基板传到固定位置时,使用该按钮。按该按钮,基板会先被传到入口或出口位置再被传回固定位置停下。
2. [ 确认位置 ] 按钮
使用该按钮,可以通过基准标记识别相机确认基板是否已被固定在正确的位置上了。
该按钮,只有将 [ 基板 ]-“基板”画面的“确认传送位置”参数设置为“启用”时,才可以使用。
n
要点
关于调节传送装置的内容,在前述第 2 章“3.3 传送装置的调节”中也有相关说明。
3-3
3
3
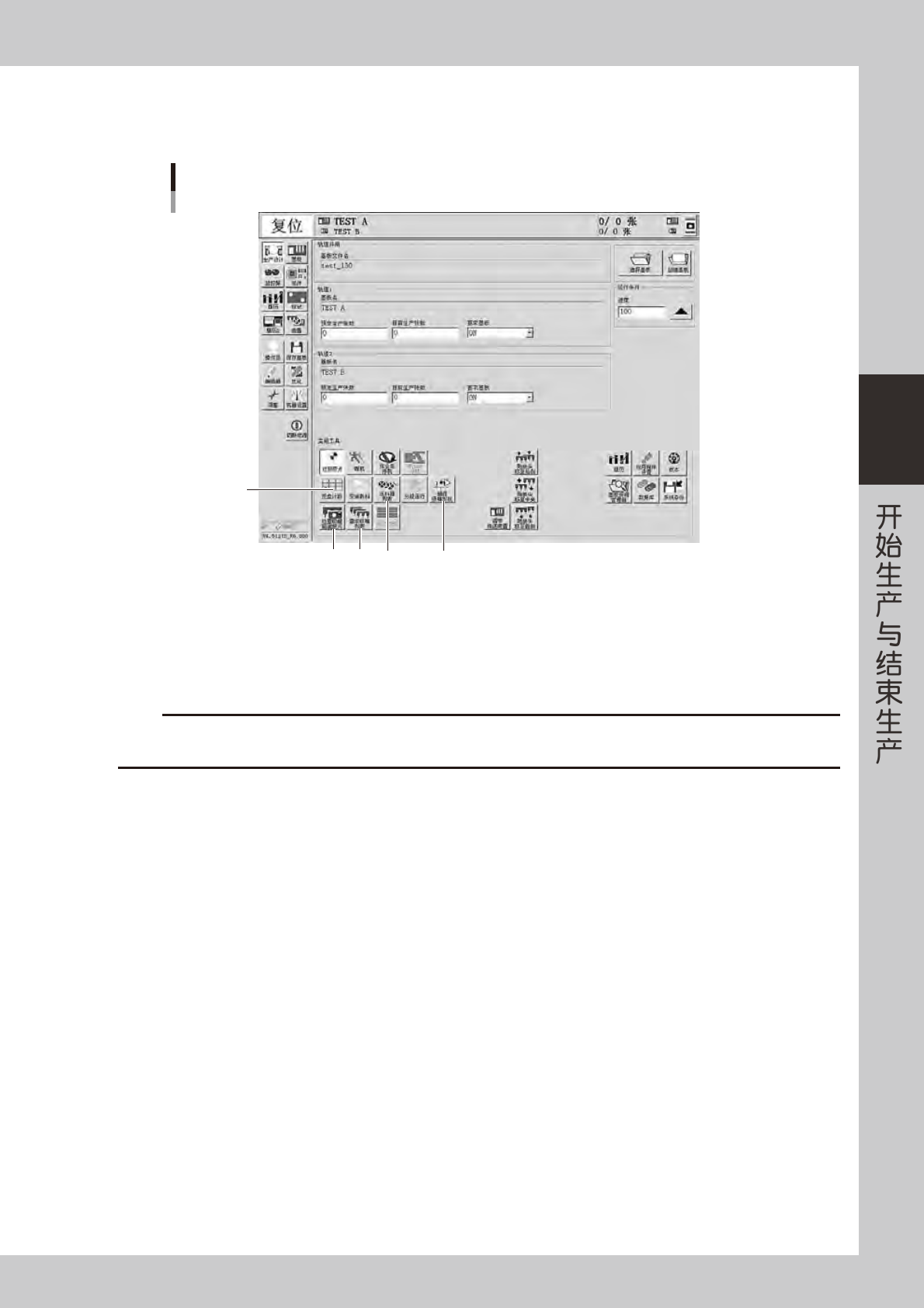
确认其它设置项目。
返回“生产设计”画面,按下图所示的按钮进行必要的确认与设置。
1
432
“生产设计”画面
5
26302-N9-00
1. [ 托盘计数 ] 按钮
可以显示到目前为止盘装元件的使用数量,并可以编辑与清除。
2. [ 检查吸嘴前端脏污 ] 按钮
用元件识别用相机检查吸嘴前端的脏污状态。该检查结果为错误时,必须清洁吸嘴。
c
注意
由于吸嘴的脏污是逐渐形成的 ( 建议清洁吸嘴 ),所以在进行多次检查的过程中,有可能会出现几次 OK,几次 NG,这是正常现象,
不是机器故障。
3. [ 需求吸嘴列表 ] 按钮
显示各贴装头应使用的吸嘴类型。如果没有配备吸嘴交换站或使用的是无法自动更换吸嘴的贴装头,必须根据“需求吸嘴列表”
确认各贴装头是否已安装了正确的吸嘴。
4. [ 送料器列表 ] 按钮
显示在基板程序中指定的生产所需的送料器的安装位置。对照该画面确认各元件送料器的安装位置是否正确。
5. [ 捕捉吸嘴形状 ] 按钮
该按钮,只有配备了侧面视觉相机时才会显示。可以通过侧面视觉相机检查所有吸嘴的形状。

3-4
3
4
设置运行速度。
运行条件中的“速度”栏显示当前设置的运行速度。需要调节运行速度时,按 [ ▲ ] 按钮。
设置运行速度
运行速度的设置
26303-N9-00
5
开始运行。
1. 向右转动紧急停机按钮解除贴片机的紧急停机状态之后,按操作面板的 [READY] 按钮。
2. 确认安全之后,按操作面板的 [START] 按钮。
3. 入口传感器感应基板之后,传送带开始转动,将基板传至作业位置,开始贴装元件。
w
警告
绿色指示灯亮灯 ( 自动运行中 ) 时,严禁进入贴装头的可动范围之内。