CPN9164100_YSM40R_Ope_C操作手册.pdf - 第99页
2-17 2 按钮名 功能 16 跳过拼板 读入扩展了拼板的基板程序时有效。 按该按钮,显示“跳过拼板的对话框” , 可以以拼板为单位设置是否需要跳过贴装。 17 调节传送装置 显示可移动贴装头、调节传送宽度、固定基板的手动操作画面。 18 贴装头移至前侧 ( 中央、后侧 ) 使所有贴装头移至贴片机的前侧 ( 中央、后侧 )。
2-16
2
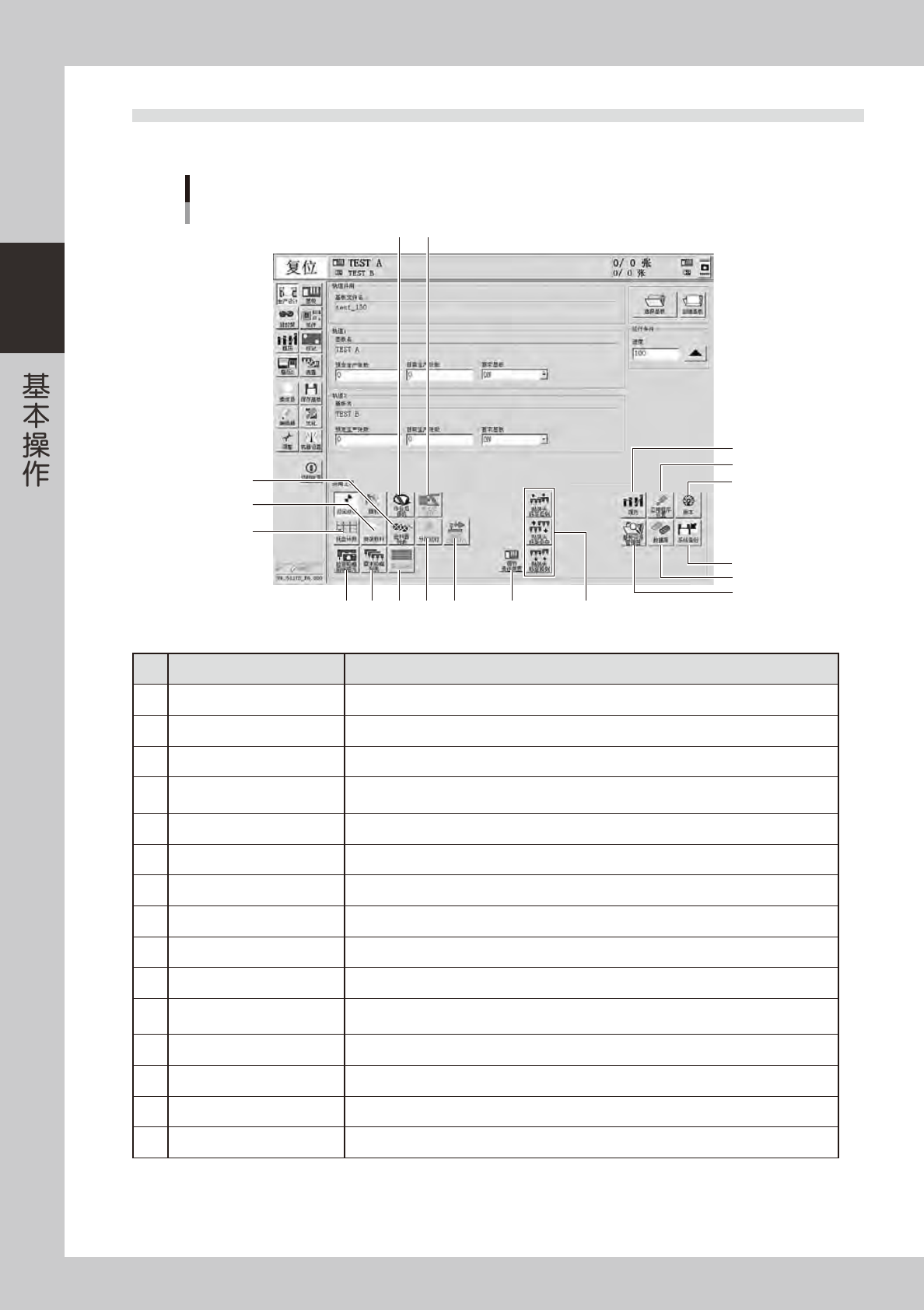
2.2 “生产设计”画面
下面,介绍“生产设计”画面中各个按钮的功能。
“生产设计”画面
2
1
3
4
5
6
7 8
910
11
12
171514
13
18
16
26203-N9-00
按钮名 功能
1
履历 可以进行生产履历的保存及履历
1
、
2
项目中必要项目的选择、保存、清除和媒体的取出。
2
应用程序设置 可以设置有关机器的画面显示、添加或删除操作员、设置密码等。
3
版本 显示应用软件、系统等的版本信息。
4
系统备份
可以进行机器运行时必要的机械坐标、精度信息、选配装置信息、基本坐标等复原机器时必要
数据的备份和还原操作。
5
数据库 可以备份或还原有关生产所需的元件和标记信息的数据库,以及设置数据库的所在位置。
6
基板资源管理器 可以进行基板程序的移动、备份、还原、复制等操作。
7
作业后停机 可以确认贴装结果,也可以使基板不被传至下游机。
8
传出后停机 贴装后的基板被传出到下游机后,机器停止运行。
9
捕捉吸嘴形状 用侧面视觉相机 ( 或带侧面视觉功能的多视觉相机 ) 捕捉吸嘴的形状。
10
分段运行 首件贴装、试贴装以及分析不良原因时,需要在目的位置暂停时使用。
11
送料器列表
进行生产准备时,可以确认当前将要生产的元件种类和安装位置。
使用双轨进行生产时,显示两条轨道用的元件种类和安装位置。
12
安装散料 目前尚未使用。
13
托盘计数 可以显示到目前为止盘装元件的使用数量。
14
检查吸嘴前端脏污 需要确认吸嘴前端是否脏污时使用。
15
需求吸嘴列表 显示当前需要使用的吸嘴的列表。
2-17
2
按钮名 功能
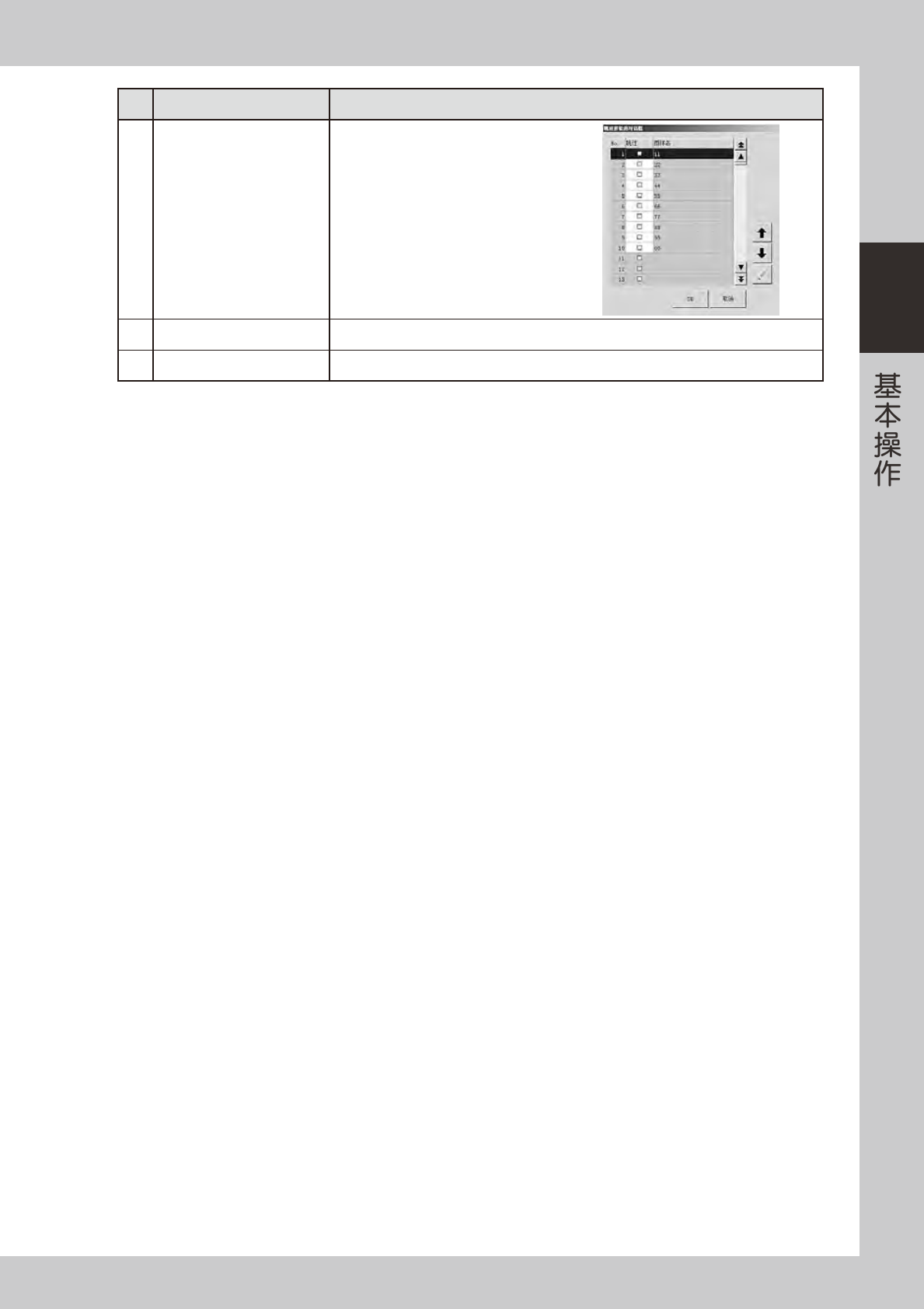
16
跳过拼板
读入扩展了拼板的基板程序时有效。
按该按钮,显示“跳过拼板的对话框”,
可以以拼板为单位设置是否需要跳过贴装。
17
调节传送装置 显示可移动贴装头、调节传送宽度、固定基板的手动操作画面。
18
贴装头移至前侧 ( 中央、后侧 ) 使所有贴装头移至贴片机的前侧 ( 中央、后侧 )。
2-18
2
2.3 “装置”画面
下面,介绍“装置”画面内的手动操作按钮。
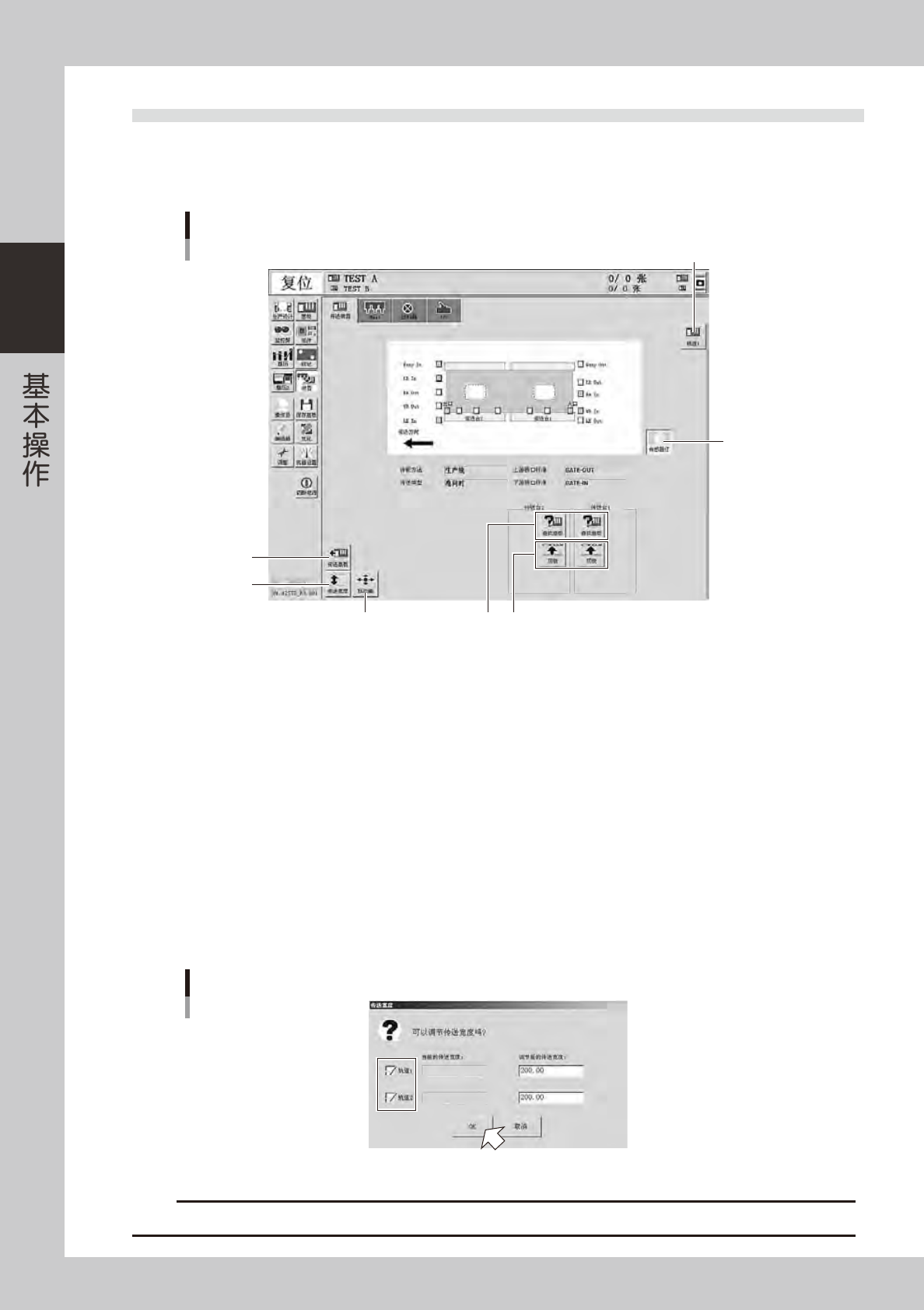
■ 传送装置手动操作画面
“传送装置”选项卡
以4梁机型画面为例
4
2
1
65
3
7
26204-N9-00
1. 轨道切换按钮
切换轨道 1 和轨道 2 的显示。
2. [ 传感器灯 ] 按钮
使传感器灯亮灯。
传感器灯在检测基板时会自动亮灯。此外,需要确认接受光量或调整传感器放大器时,可以按该按钮使传感器灯亮灯。
3. [ 传送基板 ] 按钮
打开传送基板的对话框。
可从入口→上游侧传送台、上游侧传送台→下游侧传送台、下游侧传送台→出口的 3 种传送路径中选择。
4. [ 传送宽度 ] 按钮
将传送宽度设置为与生产基板相同的宽度。
按 [ 传送宽度 ] 按钮,显示调节传送宽度的对话框,确认传送宽度之后按 [OK] 按钮。传送宽度变为指定的宽度。
本机为双轨贴片机,可以分别指定需调节的轨道的传送宽度。
只使用其中 1 条轨道时,删除不使用的轨道选择框中的勾号之后,在需调节的轨道输入框中输入数值。
传送宽度画面
26205-N9-00
c
注意
调节传送宽度时,必须注意避免传送轨与其它传送装置组件、顶针等发生碰撞。