WinMCS_Manual(ENG) rev1.0.pdf - 第37页
37 Service Manual Koh Y oung T echnology Inc. NG Buffer Signal NG Sig. T ype Depending on the type of NG buffer, the sequence of NG signal is different. On Close Sig mode, it stays Off si gnal when NG signal i s not …
36
WinMCS_Manual(ENG) rev1.0
Koh Young Technology Inc.
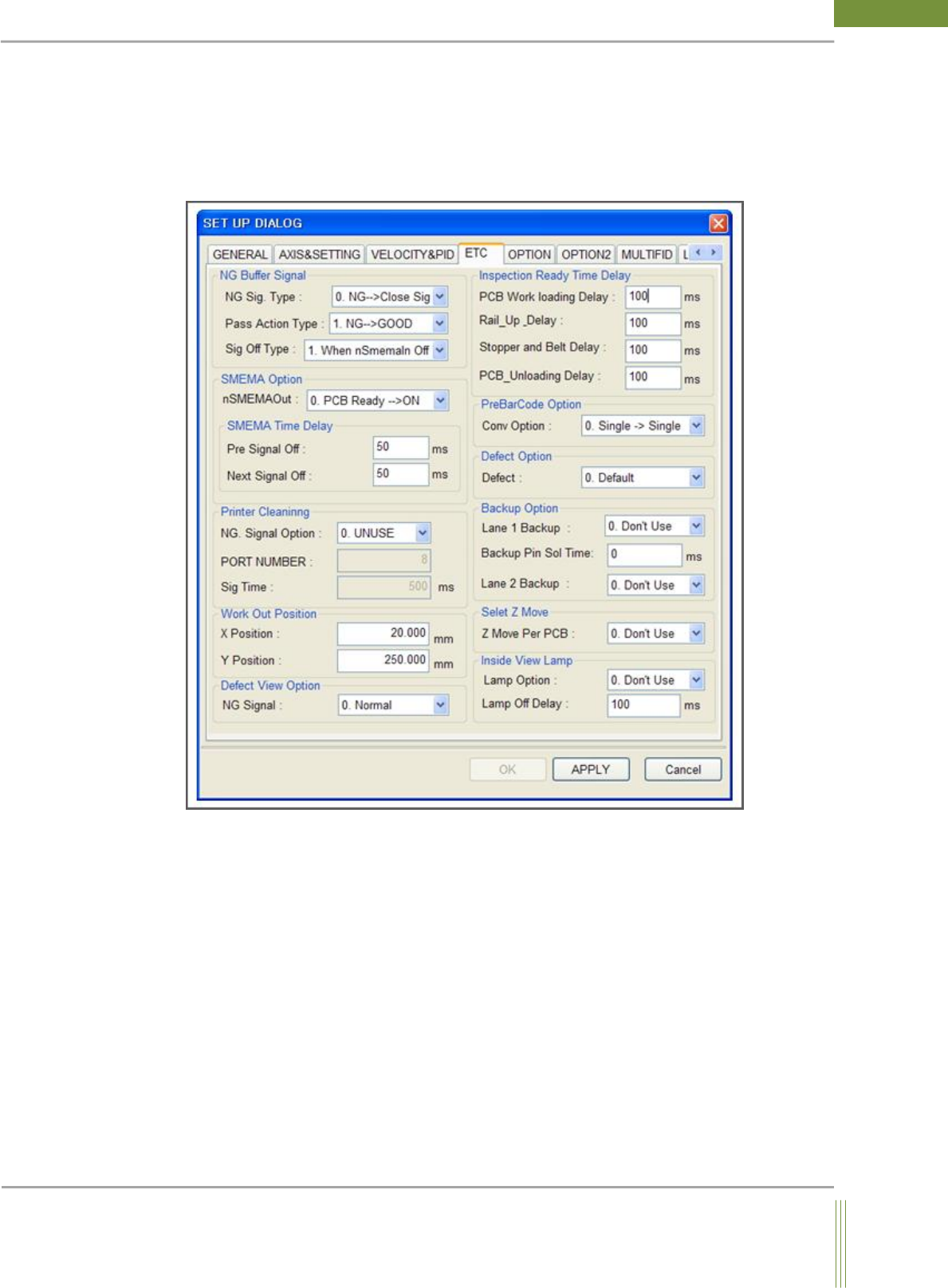
4.4. ETC SETTING
It is setting for the various exceptional cases.
Location: Menu Settings SystemSettings ETC
4.4.1. ETC SETTING
37
Service Manual
Koh Young Technology Inc.
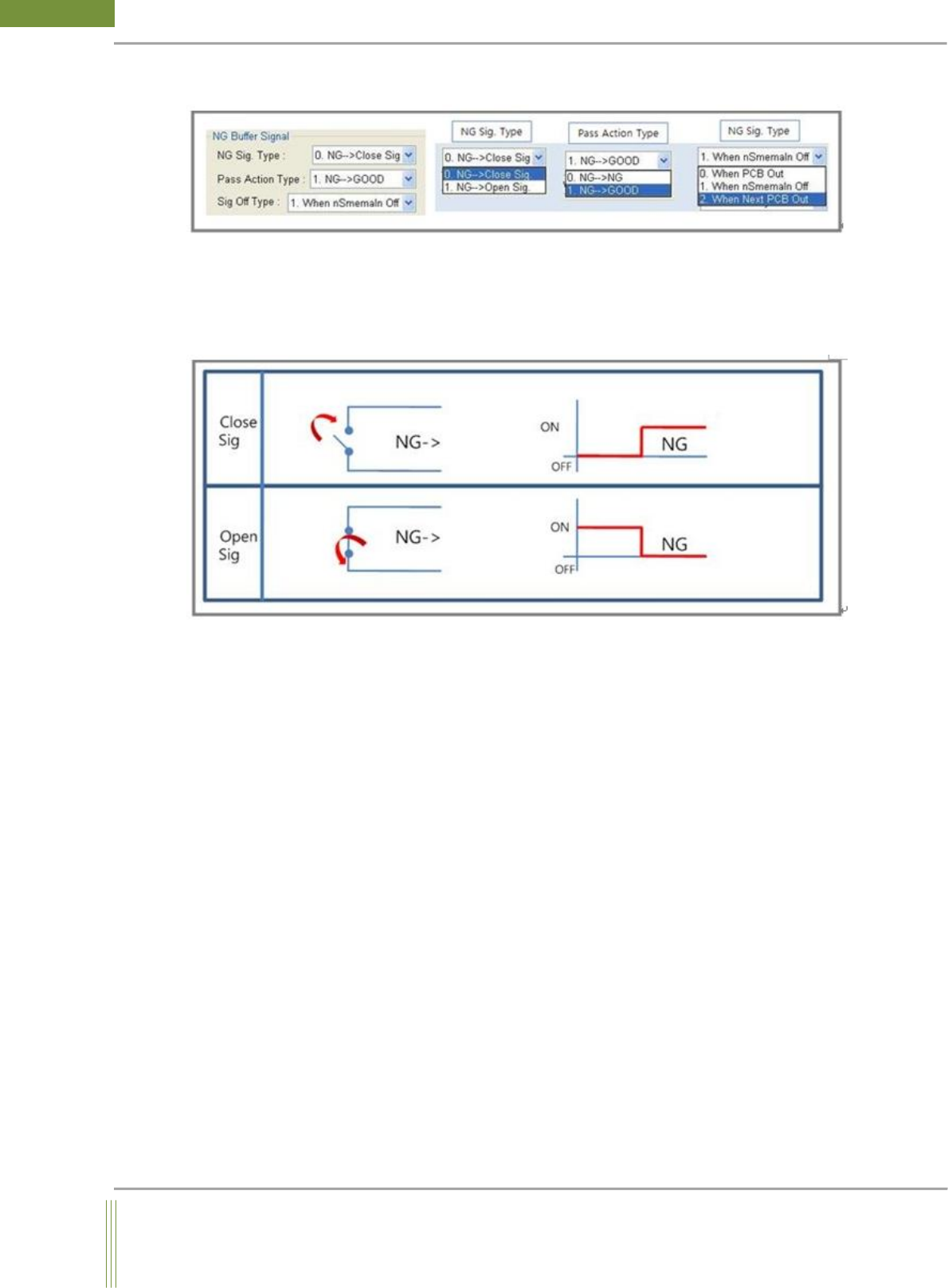
NG Buffer Signal
NG Sig. Type
Depending on the type of NG buffer, the sequence of NG signal is different. On Close Sig
mode, it stays Off signal when NG signal is not sent. When NG signal comes, the circuit is
closed and becomes On signal. (High) On Open Sig mode, it is the reverse of Close Sig
mode sequences.
Pass Action Type
After inspection, When Pass button is pressed in Defect Viewer, it judges the result as
Good or NG by this action type.
0. NG -> NG:
When NG occurred after inspection, NG signal is sent during the PCB out when Pass
button is pressed.
When NG occurred after inspection, NG signal is sent during the PCB out when NG button
is pressed.
1. NG -> GOOD:
After inspection, if NG is occurred, NG Signal is not sent during the PCB out when Pass
button is pressed.
After inspection, if NG is occurred, NG Signal is sent during the PCB out when NG button
is pressed.
38
WinMCS_Manual(ENG) rev1.0
Koh Young Technology Inc.
NG Sig. Type
It is to set when NG signal should be terminated.
0. When PCB Out:
It is used for the type of Buffer that Kohyoung machine received NG signal and then send
Request Signal, When PCB is sent out from Kohyoung machine, NG signal is terminated.
1. When PCB nSmemain off:
It is used for the type of Buffer that Request signal is sent and then receive NG signal.
When Request signal (Next in Signal) is off, NG Signal is off as well.
2. When Next PCB Out:
NG signal is kept until the next PCB is coming to the entry of machine.
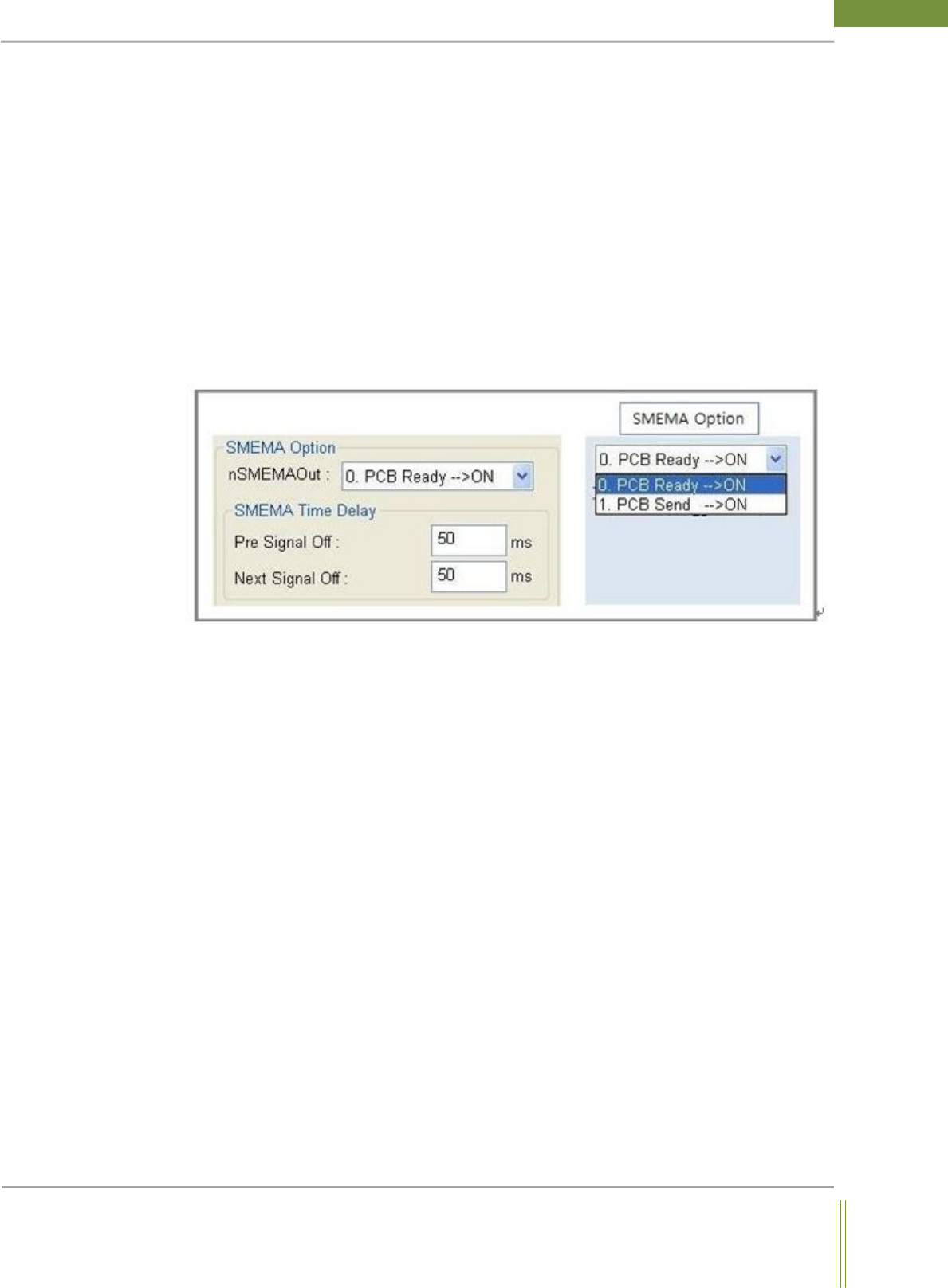
SMEMA Option
1. SMEMA Option
0. PCB Ready -> ON:
After inspection is finished, ready signal is sent to next machine and receive Request signal
from next machine. Then, Stopper would go up, and conveyor belt would start running to
send the PCB out of machine. The time between Stopper Up and Belt running is defined
by “Stopper and Belt Delay” item in Inspection Ready time delay option.
1. PCB Send -> ON:
After inspection is finished, receive only Request signal from next machine. Then, Stopper
would go up, and conveyor belt would start running to send the PCB out of machine. The
time between Stopper Up and Belt running is defined by “Stopper and Belt Delay” item in
Inspection Ready time delay option.