SP18 维修手册.pdf - 第119页
SP18P-L 维修手册 2.1 机器参数的项目 Page 2-7 2.1.9 动作参数设定 1. ‘ 基板搬送压入时间 [ms]’ 可以变更基板搬入时的 中间传送带基板压入时间。 如果输入计时器 (ms 单位 ) ,在用中间传送带进行 基板搬入时,就可以延长碰 在止动器上的时间。 2. ‘ 系统预定 ’ ( 选项 ) 吸着余压释放时间 降低支架高度时,暂时 停在搬送高度上。 可以将所输入的计时器 时间停止,等待吸着压的开 放。 (2.…
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-6
2.1.8
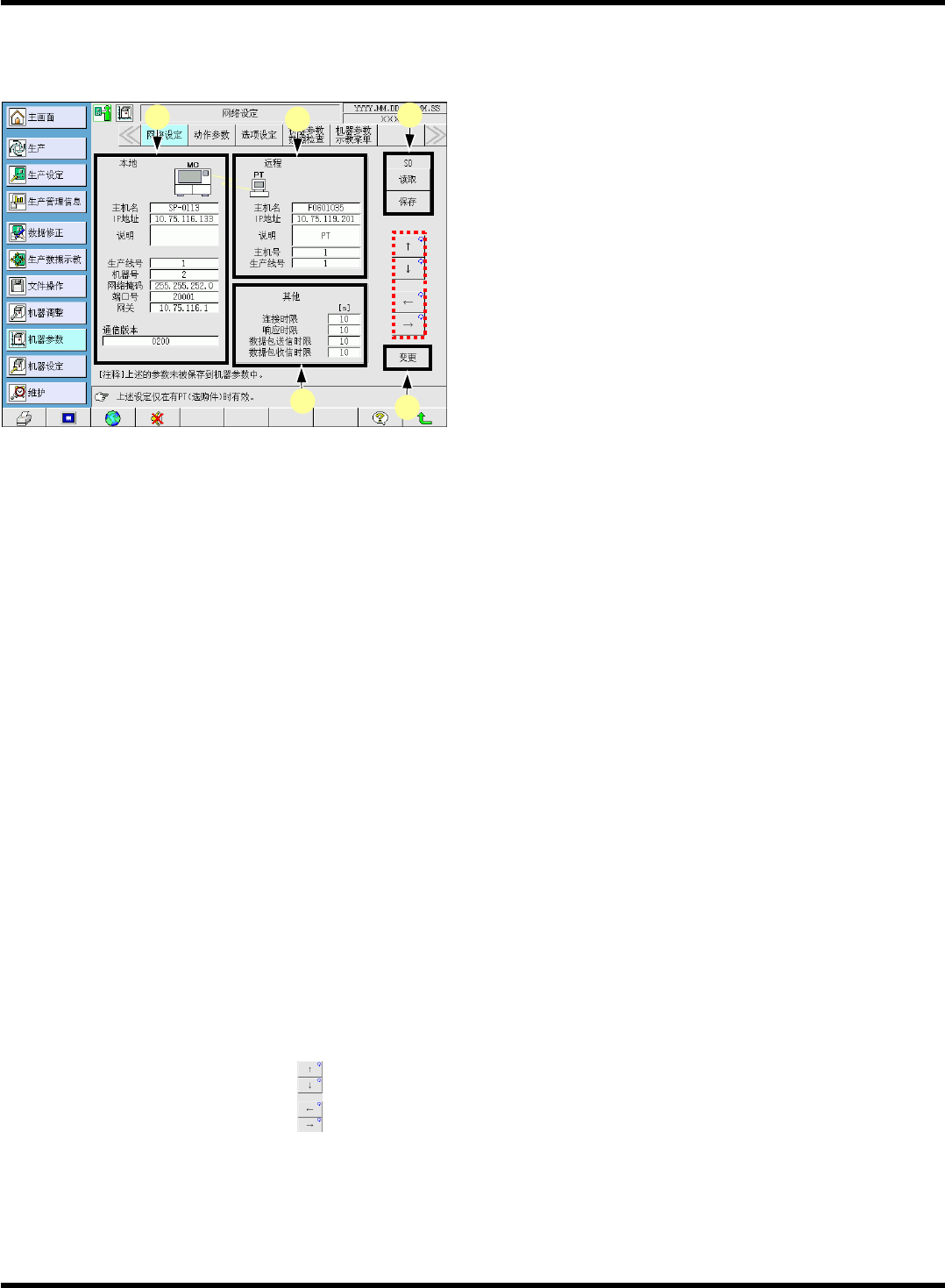
网络设定
设定与
PT (
选购件
)
进行通信的参数。
a.
<
本地
>
为本机器的设定。
‘
主机名
’
:
为网络上的机器名
‘IP
地址
’
:
为网络上的地址
(
仅限与
PT
通信时设定指定地址。
)
‘
生产线号
’
:
为本实装生产线的号码
‘
机器号
’
:
为本实装生产线中的本机器号码
‘
网络掩码
’
:
为
IP
地址的接收限定值
‘
端口号
’
:
为
PT
通信系统的号码
(20001)
‘
网关
’
:
为网络上的网关号码
(
仅和
PT
通信时不需要。
)
‘
通信版本
’
:
使用
PC
端口时是
PC
端口,未使用时,是通信系统的版本。
b.
<
远程
>
设定机器的对象
PT
。
‘
主机号
’
:
为网络上的对象
PT
的号码
c. <SD>
[
读取
]
从
SD
卡中读取网络设定。
[
保存
]
将当前的网络设定保存到
SD
卡。
d.
<
其他
>
设定与
PT
通信时的各时限时间。通常请设定指定值。
‘
连接时限
’
:
与
PT
进行线路连接时
‘
响应时限
’
:
等待
PT
的应答
‘
数据包送信时限
’
:
向
PT
发送数据时
‘
数据包收信时限
’
:
接收来自
PT
数据时
e.
[
变更
]
按下移动键
将光标移动到要变更的项目后按
[
变更
]
,就会显示出键盘,
此时即可变更设定。
EJP1A-C-MMA02-A01-01
EJP1A-Mp-0002
a
b
d
e
c
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-7
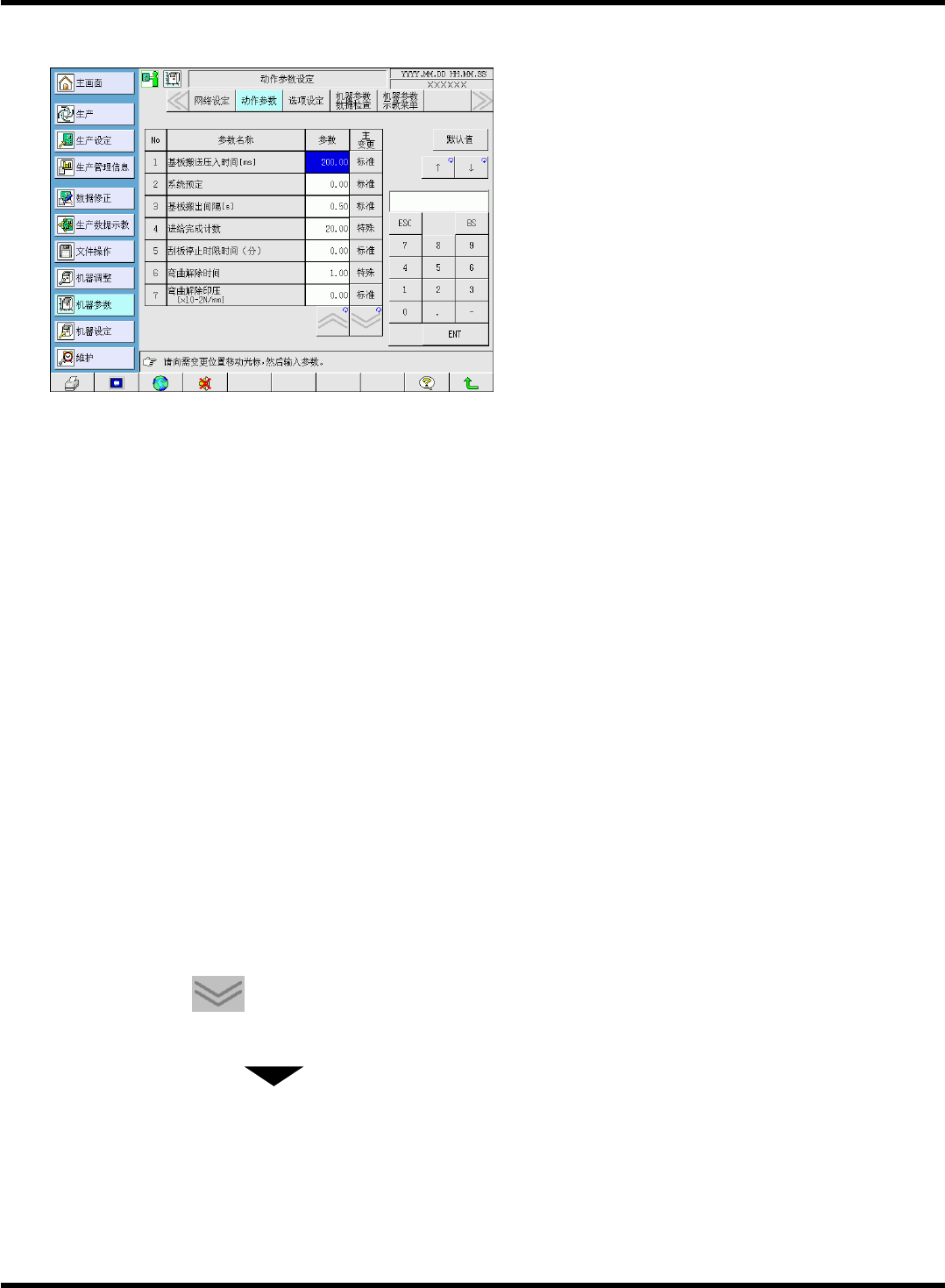
2.1.9
动作参数设定
1.
‘
基板搬送压入时间
[ms]’
可以变更基板搬入时的中间传送带基板压入时间。
如果输入计时器
(ms
单位
)
,在用中间传送带进行基板搬入时,就可以延长碰在止动器上的时间。
2.
‘
系统预定
’
(
选项
)
吸着余压释放时间
降低支架高度时,暂时停在搬送高度上。
可以将所输入的计时器时间停止,等待吸着压的开放。
(2.1.10
选项设定的
‘3.
吸着
OFF
等待
’
为
ON
时有效
)
3.
‘
基板搬出间隔
[s]’
可以变更向后工序搬出基板时后传送带的旋转时间。
如果输入计时器
(ms
单位
)
,来自后工序的基板要求信号变为
OFF
后,就可以延长转动传送带的时间。
4.
‘
进给完成计数
’
可以变更清扫时的纸缠绕量。通常请设定为
2
。
5.
‘
刮板停止时限时间
(
分
)’
计测没有进行印刷的时间,超过所设定的时间后,在下一印刷动作之前会发出警告。要防止将干燥、劣化的焊
膏使用于印刷时有效。参数为
0.00
时不能工作。
6.
‘
弯曲解除时间
[s]’
在印刷后,由于受到脱盘中的印压影响,有可能出现弯曲的刮板推进网板的现象。此时,利用该时间,使弯曲
恢复后再进行脱盘动作。
7.
‘
弯曲解除印压
’
只利用弯曲解除时间,弯曲还不能恢复时,请对解除中的印压输入负值。通常输入
−
5.00 ~ 0.00
的值。
按箭头键 后,将显示下一项目。
下一页
EJP1A-C-MMA02-A01-02
EJP1A-Mp-0022

SP18P-L
维修手册
2.1
机器参数的项目
Page 2-8
∗
移动到参数名的各项目时,请按下此键。
∗
请先按下主变更的
[
特殊
]
后,用数字键输入数
值。
•
[
特殊
] / [
标准
]
按下操作面板,就可以在两项之间进行切换。
8.
‘
清扫溶剂吐出回数
’
可变更湿式清扫时的溶剂吐出量。通常请设定为
4
。
9.
‘
基板排出等待时间
(
要求
OFF)[s]’
可以指定基板搬出等待时间。由此可以防止机器会处于永远等待直到基板被排出为止的状态。
初始值为
10
秒。
10.
‘
基板搬入确认时间
[s]’
在生产过程中向前工序输出基板要求信号的状态下,
STOP
按钮或循环停止按钮被按下时,通过该时间来防
止从前工序流出来的基板在其过程中发生停止。
按照参数所指定的时间,使传送带旋转,在完成基板搬入动作后,将会切换到暂时停止
(
或者,循环停止画
面
)
。
初始值为
2
秒。
11.
‘
纸用完预告
[m]’
请设定清洁纸的长度。通过自动运转中的清扫动作,纸消耗量即将减产,到生产画面所表示的纸长度为 0 时,
将会出现纸用完预告信息。
纸消耗量的计算是通过实验所得的近似式,因此根据所使用的纸之厚度及伸性,有可能不一致与实际的卷上
量。清洁纸用完预告的推荐值,对
15m
纸为
13m
,对
10m
纸为
8m
。
初始值为
0
。设定值为
0
时不能工作。
12.
‘
生产结束预告警告时间
[min]’
在使用根据指定基板枚数结束生产的功能时,在此设定通过生产中画面的进程条闪烁及信号塔
/
报警器来通知
快要结束生产之前的时间。设定值为
‘0’
时不能工作。
‘
参数名称
’
动作参数的各项目名。
‘
参数
’
动作参数的当前值。
‘
主变更
’
[
标准
]
:
打开电源时,此项将返回到默认值。
[
特殊
]
:
重新启动机器时,将保持已设定的参数。
[
默认值
]
将动作参数中所登录的数据设为标准的数据。
当将
‘
主变更
’
设为特殊时,将会保持该参数,而不会设定标准的数据。
EJP1A-Mp-0026
EJP1A-C-MMA02-A01-04