SP18 维修手册.pdf - 第124页
SP18P-L 维修手册 2.1 机器参数的项目 Pa ge 2- 12 2.1.11 数据检查 通过该检查,可以检查 出机器参数值是否为正确印 刷的数据。 数据如果未在允许范围 内,机器判断为数据异常。 数据在允许范围内时显 示为 “OK” ,在允许范围外时显示 为 “NG” 。当数据在允许范围 外时,画面上 部将会显示具体信息。 a. [ 继续检查 ] 遇到允许范围外的数据 , 检查就会停止, 然后按 下 [ 继续检查 ] ,检查就…

SP18P-L
维修手册
2.1
机器参数的项目
Page 2-11
24.
‘
切换印刷条件显示
’
设定为
‘
有
’
时,以
×
10 N
为单位来显示印压。
设定为
‘
无
’
时,以
×
10
-2
N/mm
为单位来显示印压。
25.
‘
工序等待清扫
’
经过所设定的时间后,基板搬入时,在印刷前进行网板清扫。
26.
‘
工序等待清扫后的往复印刷
’
将工序等待清扫的下一印刷动作设为往复模式。在因实施清扫而导致充填性恶化的情况下使用。
27.
‘
基板返出功能
’
从前工序机搬入的基板印刷完了后将该基板返回至前工序机。
∗
使用本功能时请准备专用的前工序机
(
前储料机
)
。
28.
‘
生产数据参照
’
在生产中画面上,可以在不停止机器的状态下确认生产数据。
29.
‘
基板搬出后循环停止
’
排出印刷完成的基板后,执行循环停止。
30.
‘
防止基板掉落金属片
OFF’
基板定位完成后,在印刷工作前使防止基板掉落金属片转换为
OFF
。
31.
‘
干式清扫后的往复印刷
’
进行干式清扫后,在下一印刷动作中进行往复印刷。
EJP1A-C-MMA02-A01-02
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-12
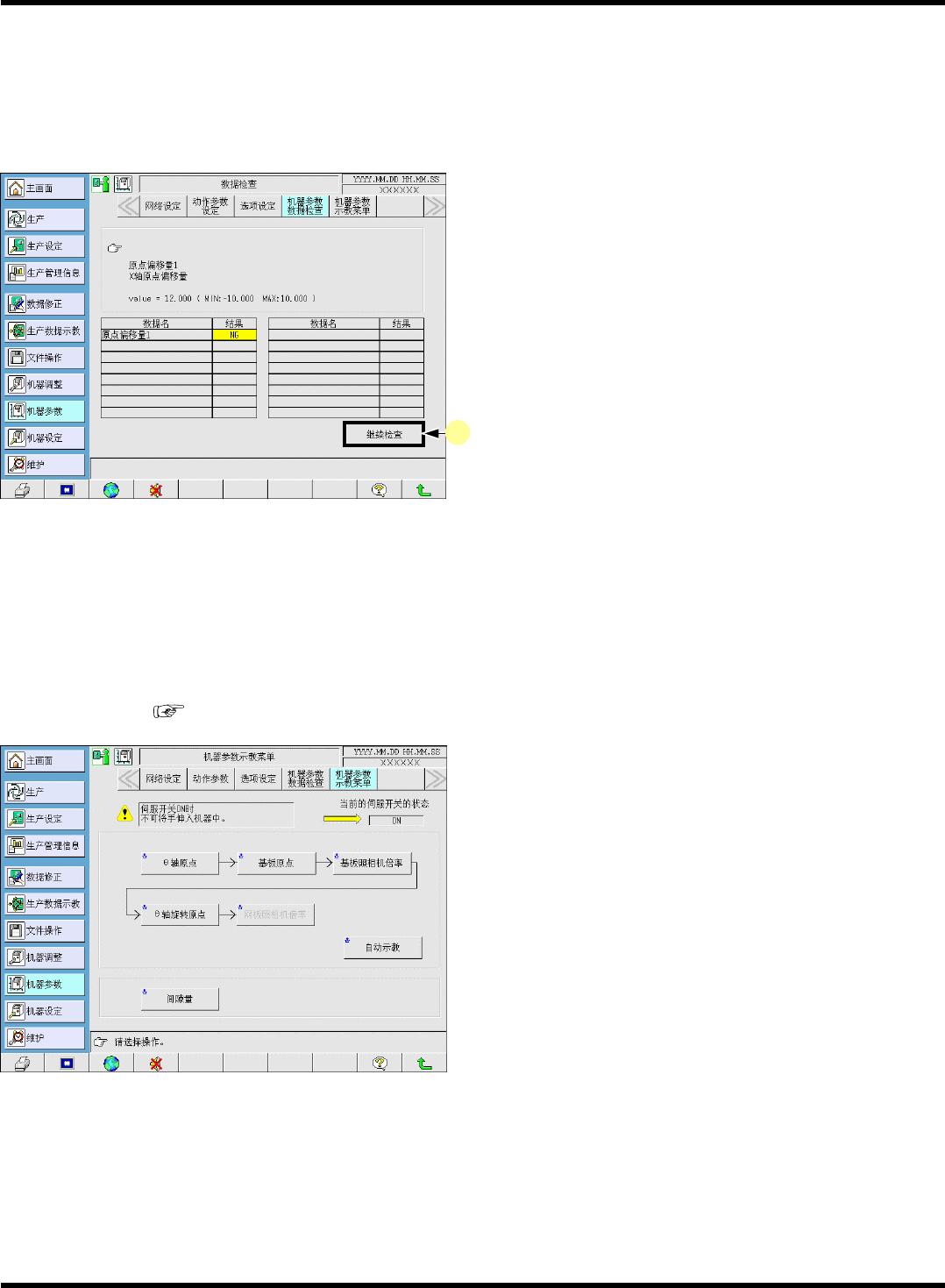
2.1.11
数据检查
通过该检查,可以检查出机器参数值是否为正确印刷的数据。
数据如果未在允许范围内,机器判断为数据异常。
数据在允许范围内时显示为
“OK”
,在允许范围外时显示为
“NG”
。当数据在允许范围外时,画面上
部将会显示具体信息。
a. [
继续检查
]
遇到允许范围外的数据,检查就会停止,然后按
下
[
继续检查
]
,检查就会从下一数据起再开始进
行。
2.1.12
机器参数示教菜单
进行机器参数的示教。
∗
注意
为了设定与机器动作相关的重要的参数,请在接受本公司的培训后再进行。
(
2.3
机器参数示教
)
EJP1A-C-MMA02-A01-01
EJP1A-Mp-0009
a
EJP1A-Mp-0010
SP18P-L
维修手册
2.2
机器维护
Page 2-13
2.2
机器维护
为了能够有效地进行日常维护,总结了有关维护的信息。
a. [
日常保养检查
]
可以进行各周期清扫、注油时期和作业履历的确
认。
b. [
消耗部品更换
(
时间
)]
c. [
消耗部品更换
(
次数
)]
可以进行消耗零件的更换时期和作业履历的确
认。
•
有根据运转时间得到的交换时期和根据动作次
数得到的交换时期两种。
d. [
机器信息
]
可以进行机器名称和机器序列号等与机器相关
的信息和系统版本更新履历的确认。
e. [
更新
]
可更新机器系统软件、或各构成装置的软件。
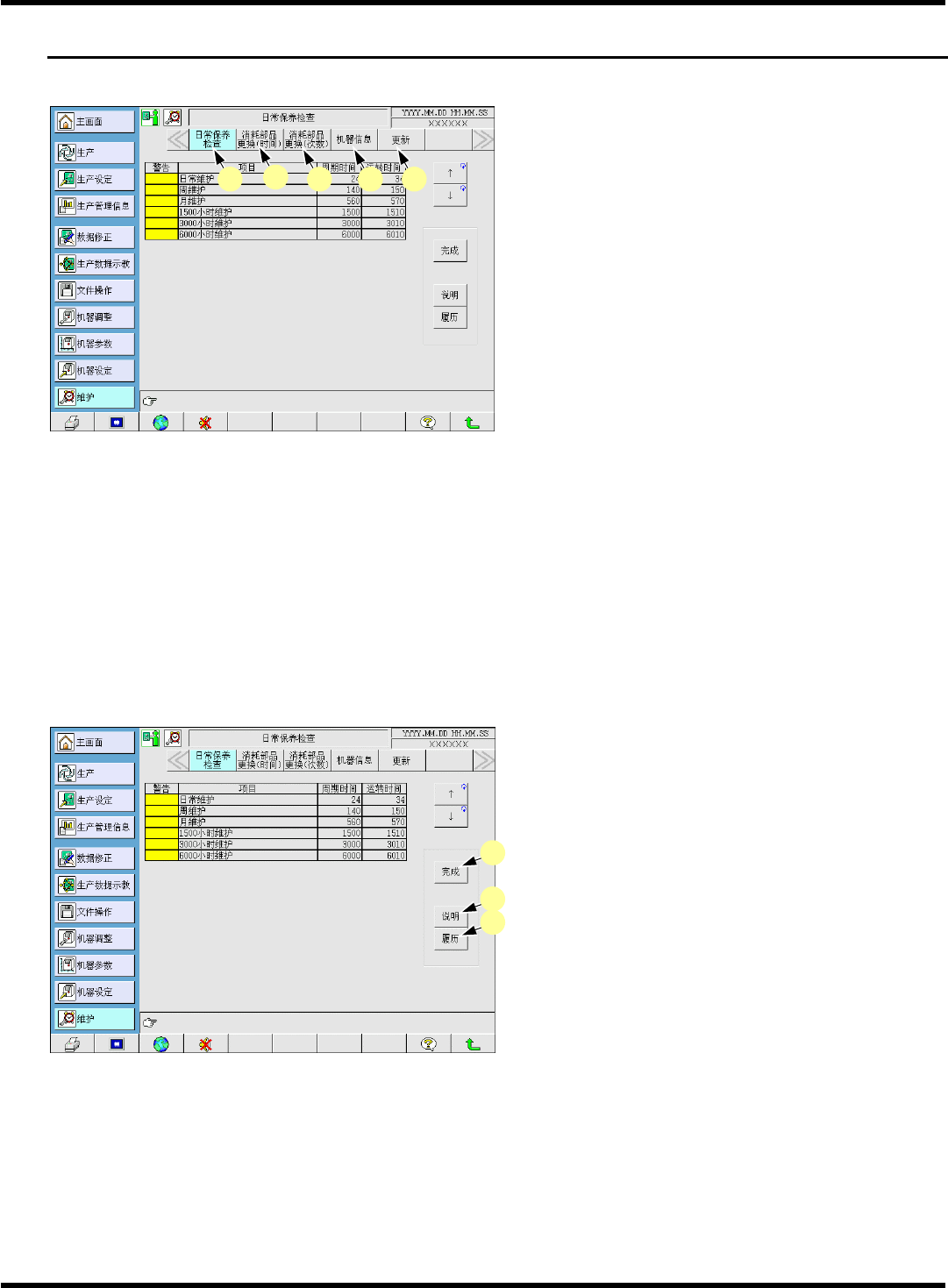
2.2.1
日常保养检查
维护作业以运转时间为基准划分周期时间。
在该画面中显示从各项目的「周期时间」和上一次维护
(
第一次为机器的运转开始时间点
)
到目前
所经过的「运转时间」。
「运转时间」达到「周期时间」的
90%
的项目,警告栏绿色闪烁以示通知,超过「周期时间」的项
目黄色闪烁以示通知。
a. [
完成
]
请将光标移动到结束维护
‘
项目
’
一栏,按
[
完成
]
。
上述项目的
‘
运转时间
’
复位,并在
<
履历
>
中追加
信息。
b. [
说明
]
请将光标移至所要了解维护内容的
‘
项目
’
一栏后
按
[
说明
]
。此时会显示
<
机器维护
>
的
<
说明
>
画
面,可以参照该周期中所要进行的必要的维护项
目。
c. [
履历
]
请将光标移至所要了解维护履历的
‘
项目
’
一栏后
按
[
履历
]
。此时就会显示该项目有关的维护履历
的信息画面。
EJP1A-C-MMA02-A01-02
EJP1A-Mn-0001
a
b
c d e
EJP1A-Mn-0001
a
b
c