SP18 维修手册.pdf - 第122页
SP18P-L 维修手册 2.1 机器参数的项目 Pa ge 2- 10 9. ‘ 后工序生产结束信号输出 ’ 印刷机根据生产结束信 号结束生产时,或者根据生 产枚数设定功能结束生产时 ,将对后工序发出生产结束 信 号。 10. ‘ 工序等待信号塔 ’ 如果继续 60 秒钟的工序等 待状态,要切换信号塔。 通过机器参数 / 信号塔画面的 No.60 前工序等待超时 No.61 后工序等待超时 的项目设定信号。则可 容易发现前工序的基板存…
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-9
2.1.10
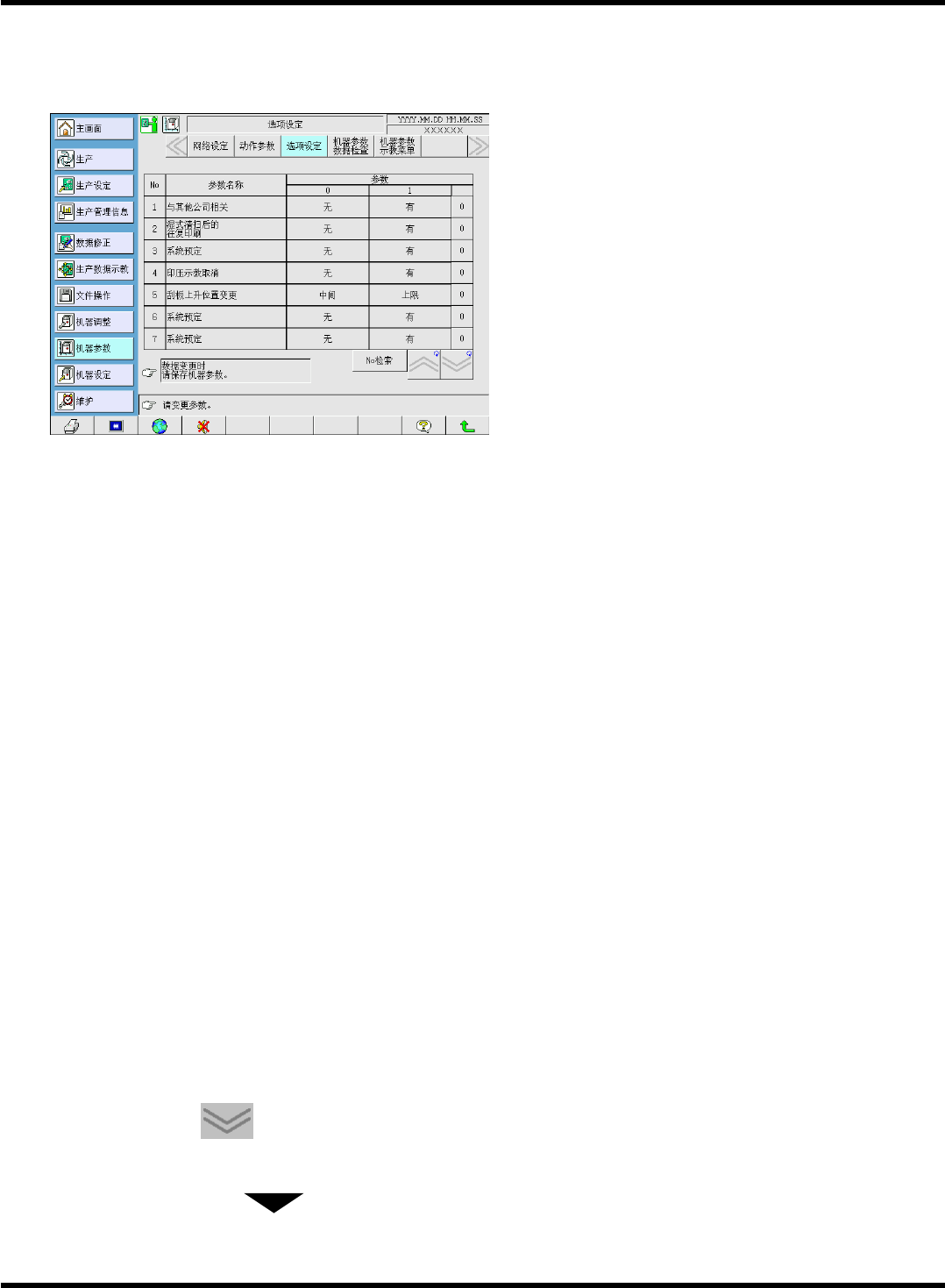
选项设定
为了提高工序质量,准备了几个选项设定。请根据需要进行使用。但使用该选项时存在循环时间的
延迟,请注意。
1.
‘
与其他公司相关
’
这是关于机器间基板搬送信号的设定。显示与其他公司连接选项的有无设定。如果是
‘
有
’
,传送带入口传
感器检测基板后,将立即对前工序发出的要求信号切换为
OFF
。
2.
‘
湿式清扫后的往复印刷
’
进行湿式清扫后,在下一印刷动作中进行往复印刷。
3.
‘
系统预定
’
(
选项
)
吸着
OFF
等待
使用基板吸着时,由于存在吸着余压,支撑下降时搬送面上可能出现基板跳起的情况。由于可能导致基
板下落,在此种情况下使用该模式。
支架下降时,在搬送面上等待一段时间。时间在
2.1.9
动作参数设定的
2. ‘
吸着余压释放时间
’
中设定。
4.
‘
印压示教取消
’
使用刮板进行生产时,可以对所使用的刮板是否采用检验印压示教完成与否这一功能进行选择。标准设
为无。
5.
‘
刮板上升位置变更
’
如果是
‘
有
’
,印刷之后使刮板上升到上限。焊料附着在刮板时,由于使刮板上升到上限,则可使焊料落掉,
对防止在下一循环印刷时出现空印刷现象有效。
6.
‘
系统预定
’
(
选项
)
外部检查机
NG
清扫
受到外部检查机发出的
NG
信号时,执行网板清扫后继续生产。
7.
‘
系统预定
’
(
选项
)
外部检查机
NG
循环停止
受到外部检查机发出的
NG
信号时,执行循环停止后中断生产。
8.
‘
系统预定
’
(
选项
)
温度调整机错误检测
受到温度调整机发出的
NG
信号时,执行循环停止后中断生产。
按箭头键
后,将显示下一项目。
下一页
EJP1A-Mp-0021
EJP1A-C-MMA02-A01-03
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-10
9.
‘
后工序生产结束信号输出
’
印刷机根据生产结束信号结束生产时,或者根据生产枚数设定功能结束生产时,将对后工序发出生产结束信
号。
10.
‘
工序等待信号塔
’
如果继续
60
秒钟的工序等待状态,要切换信号塔。
通过机器参数
/
信号塔画面的
No.60
前工序等待超时
No.61
后工序等待超时
的项目设定信号。则可容易发现前工序的基板存储器或搬送传送带上出现的基板堵塞现象。
11.
‘
画面
SD
保存
’
按下画面左下方的印刷按钮时,
如果是
‘
有
’
,以位图形式将图像数据保存到
SD
卡。
如果是
‘
无
’
,经过
PT (
选购件
)
列印。
12.
‘
前工序搬出准备等待
’
如果是
‘
有
’
,即使已变成可接受基板的状态,也不会发出要求信号,一直到接受前工序发出的搬出信号
(BA)
。
如果是
‘
无
’
,变成可接受基板的状态后,将立即对前工序发出要求信号。
13.
‘
基板搬出信号
’
如果是
‘
有
’
,边搬出基板,边将基板搬出信号置于
ON
。
如果是
‘
无
’
,在准备基板搬出
(
印刷完成
)
时,将基板搬出信号
(BA)
置于
ON
。
14.
‘
热补正
’
如果是
‘
有
’
,在生产中定期进行热补正识别的同时也实施热补正。
如果是
‘
无
’
,不进行热补正。
15.
‘
传送带宽度保存
’
如果是
‘
有
’
,投入电源时,不清除传送带宽度信息,保持切断电源时的宽度进行工作。有可能传送带宽度会稍
微变化。
如果是
‘
无
’
,投入电源后进行原点复归时,调整传送带宽度。
16.
‘
基板识别错误时无识别操作
’
如果是
‘
有
’
,可进行全部操作。
如果是
‘
无
’
,发生基板识别错误时,不能选择无识别
(
通过微调调整位置
)
。
17.
‘
系统预定
’
(
选项
)
遥控生产开始
根据
PT
发出的指令,开始或结束自动运转。
18.
‘
系统预定
’
(
选项
) LM
信息有
显示从
PT
发送来的
LM
信息数据。
19.
‘
提高基板排出节拍
’
将基板搬送到后工序之前,先将基板移到出口传感器附近。
20.
‘
系统预定
’ (
选购件
)
前工序条形码通信
在用追踪功能与条形吗通信时要设定此项。
21.
‘
系统预定
’ (
选购件
)
后工序条形码通信
在用追踪功能将条形吗信息送到后工序时,要设定此项。
22.
‘
系统预定
’ (
选购件
)
温湿度计通信
在用追踪功能将温湿度计链接时,要设定此项。
23.
‘
系统预定
’
下一页
EJP1A-C-MMA02-A01-05

SP18P-L
维修手册
2.1
机器参数的项目
Page 2-11
24.
‘
切换印刷条件显示
’
设定为
‘
有
’
时,以
×
10 N
为单位来显示印压。
设定为
‘
无
’
时,以
×
10
-2
N/mm
为单位来显示印压。
25.
‘
工序等待清扫
’
经过所设定的时间后,基板搬入时,在印刷前进行网板清扫。
26.
‘
工序等待清扫后的往复印刷
’
将工序等待清扫的下一印刷动作设为往复模式。在因实施清扫而导致充填性恶化的情况下使用。
27.
‘
基板返出功能
’
从前工序机搬入的基板印刷完了后将该基板返回至前工序机。
∗
使用本功能时请准备专用的前工序机
(
前储料机
)
。
28.
‘
生产数据参照
’
在生产中画面上,可以在不停止机器的状态下确认生产数据。
29.
‘
基板搬出后循环停止
’
排出印刷完成的基板后,执行循环停止。
30.
‘
防止基板掉落金属片
OFF’
基板定位完成后,在印刷工作前使防止基板掉落金属片转换为
OFF
。
31.
‘
干式清扫后的往复印刷
’
进行干式清扫后,在下一印刷动作中进行往复印刷。
EJP1A-C-MMA02-A01-02