SP18 维修手册.pdf - 第120页
SP18P-L 维修手册 2.1 机器参数的项目 Page 2-8 ∗ 移动到参数名的各项目 时,请按下此键。 ∗ 请先按下主变更的 [ 特殊 ] 后,用数字键输入 数 值。 • [ 特殊 ] / [ 标准 ] 按下操作面板,就可以 在两项之间进行切换。 8. ‘ 清扫溶剂吐出回数 ’ 可变更湿式清扫时的溶 剂吐出量。通常请设定为 4 。 9. ‘ 基板排出等待时间 ( 要求 OFF)[s]’ 可以指定基板搬出等待 时间。由此可以防止机…
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-7
2.1.9
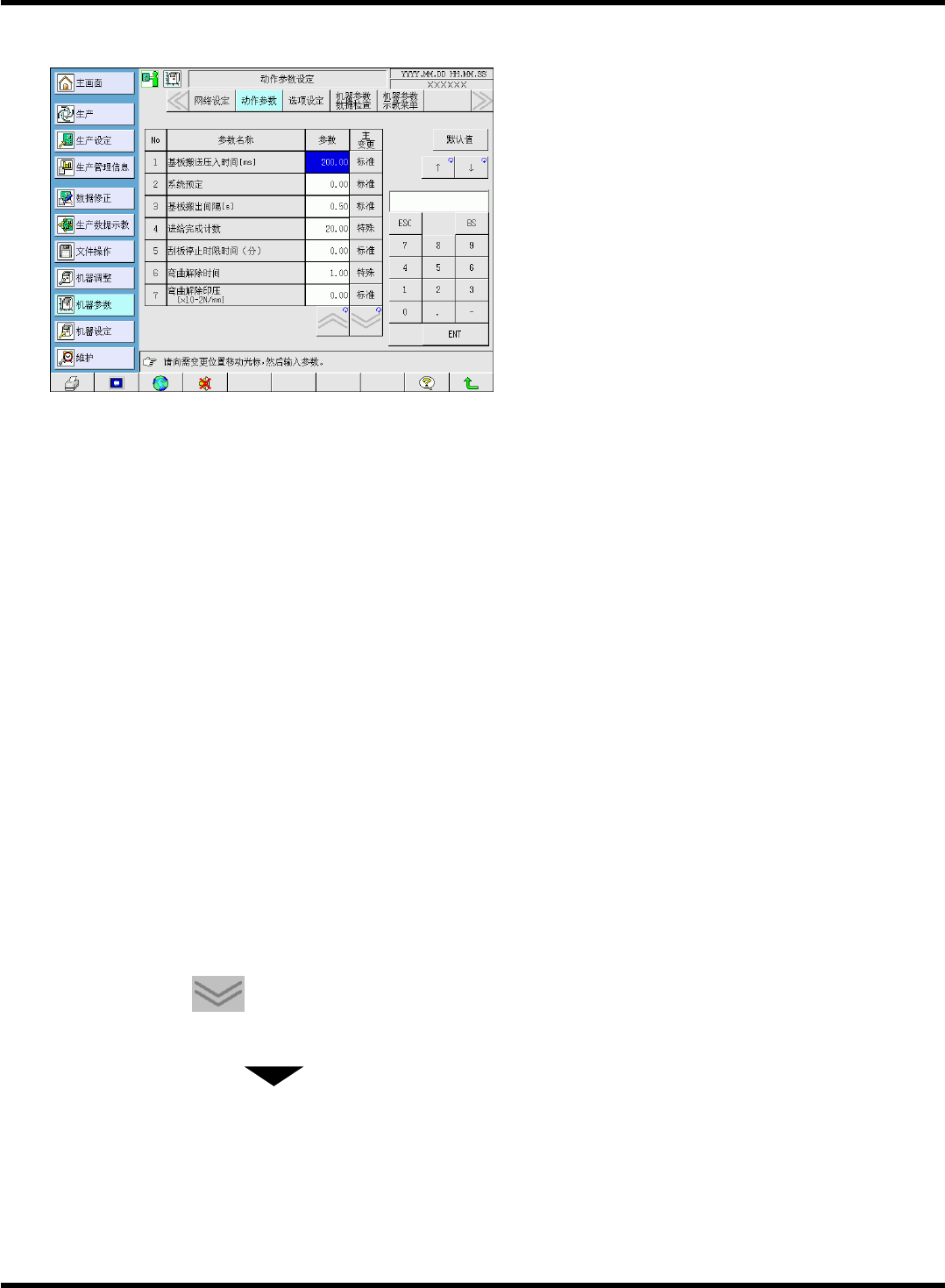
动作参数设定
1.
‘
基板搬送压入时间
[ms]’
可以变更基板搬入时的中间传送带基板压入时间。
如果输入计时器
(ms
单位
)
,在用中间传送带进行基板搬入时,就可以延长碰在止动器上的时间。
2.
‘
系统预定
’
(
选项
)
吸着余压释放时间
降低支架高度时,暂时停在搬送高度上。
可以将所输入的计时器时间停止,等待吸着压的开放。
(2.1.10
选项设定的
‘3.
吸着
OFF
等待
’
为
ON
时有效
)
3.
‘
基板搬出间隔
[s]’
可以变更向后工序搬出基板时后传送带的旋转时间。
如果输入计时器
(ms
单位
)
,来自后工序的基板要求信号变为
OFF
后,就可以延长转动传送带的时间。
4.
‘
进给完成计数
’
可以变更清扫时的纸缠绕量。通常请设定为
2
。
5.
‘
刮板停止时限时间
(
分
)’
计测没有进行印刷的时间,超过所设定的时间后,在下一印刷动作之前会发出警告。要防止将干燥、劣化的焊
膏使用于印刷时有效。参数为
0.00
时不能工作。
6.
‘
弯曲解除时间
[s]’
在印刷后,由于受到脱盘中的印压影响,有可能出现弯曲的刮板推进网板的现象。此时,利用该时间,使弯曲
恢复后再进行脱盘动作。
7.
‘
弯曲解除印压
’
只利用弯曲解除时间,弯曲还不能恢复时,请对解除中的印压输入负值。通常输入
−
5.00 ~ 0.00
的值。
按箭头键 后,将显示下一项目。
下一页
EJP1A-C-MMA02-A01-02
EJP1A-Mp-0022

SP18P-L
维修手册
2.1
机器参数的项目
Page 2-8
∗
移动到参数名的各项目时,请按下此键。
∗
请先按下主变更的
[
特殊
]
后,用数字键输入数
值。
•
[
特殊
] / [
标准
]
按下操作面板,就可以在两项之间进行切换。
8.
‘
清扫溶剂吐出回数
’
可变更湿式清扫时的溶剂吐出量。通常请设定为
4
。
9.
‘
基板排出等待时间
(
要求
OFF)[s]’
可以指定基板搬出等待时间。由此可以防止机器会处于永远等待直到基板被排出为止的状态。
初始值为
10
秒。
10.
‘
基板搬入确认时间
[s]’
在生产过程中向前工序输出基板要求信号的状态下,
STOP
按钮或循环停止按钮被按下时,通过该时间来防
止从前工序流出来的基板在其过程中发生停止。
按照参数所指定的时间,使传送带旋转,在完成基板搬入动作后,将会切换到暂时停止
(
或者,循环停止画
面
)
。
初始值为
2
秒。
11.
‘
纸用完预告
[m]’
请设定清洁纸的长度。通过自动运转中的清扫动作,纸消耗量即将减产,到生产画面所表示的纸长度为 0 时,
将会出现纸用完预告信息。
纸消耗量的计算是通过实验所得的近似式,因此根据所使用的纸之厚度及伸性,有可能不一致与实际的卷上
量。清洁纸用完预告的推荐值,对
15m
纸为
13m
,对
10m
纸为
8m
。
初始值为
0
。设定值为
0
时不能工作。
12.
‘
生产结束预告警告时间
[min]’
在使用根据指定基板枚数结束生产的功能时,在此设定通过生产中画面的进程条闪烁及信号塔
/
报警器来通知
快要结束生产之前的时间。设定值为
‘0’
时不能工作。
‘
参数名称
’
动作参数的各项目名。
‘
参数
’
动作参数的当前值。
‘
主变更
’
[
标准
]
:
打开电源时,此项将返回到默认值。
[
特殊
]
:
重新启动机器时,将保持已设定的参数。
[
默认值
]
将动作参数中所登录的数据设为标准的数据。
当将
‘
主变更
’
设为特殊时,将会保持该参数,而不会设定标准的数据。
EJP1A-Mp-0026
EJP1A-C-MMA02-A01-04
SP18P-L
维修手册
2.1
机器参数的项目
Page 2-9
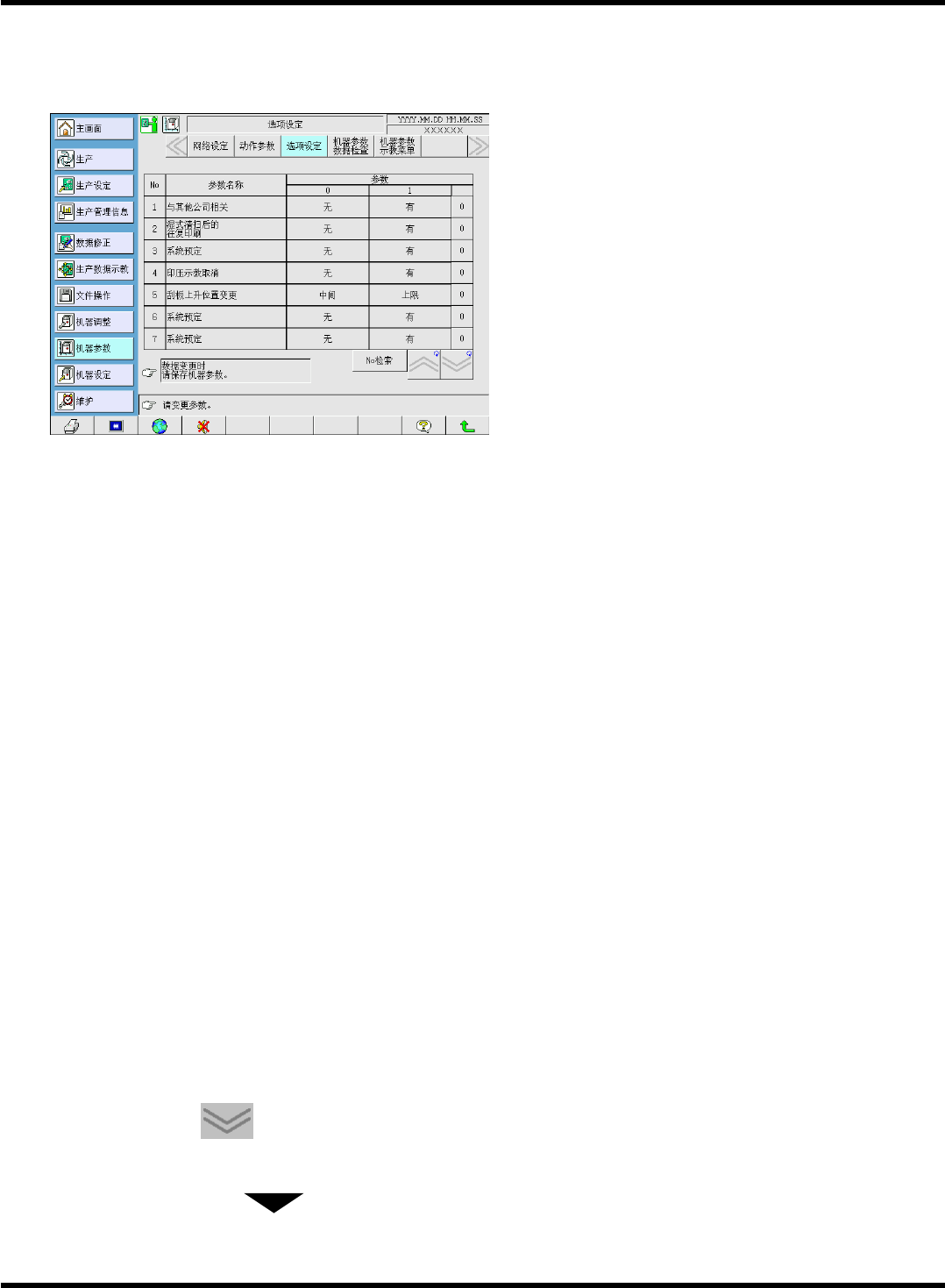
2.1.10
选项设定
为了提高工序质量,准备了几个选项设定。请根据需要进行使用。但使用该选项时存在循环时间的
延迟,请注意。
1.
‘
与其他公司相关
’
这是关于机器间基板搬送信号的设定。显示与其他公司连接选项的有无设定。如果是
‘
有
’
,传送带入口传
感器检测基板后,将立即对前工序发出的要求信号切换为
OFF
。
2.
‘
湿式清扫后的往复印刷
’
进行湿式清扫后,在下一印刷动作中进行往复印刷。
3.
‘
系统预定
’
(
选项
)
吸着
OFF
等待
使用基板吸着时,由于存在吸着余压,支撑下降时搬送面上可能出现基板跳起的情况。由于可能导致基
板下落,在此种情况下使用该模式。
支架下降时,在搬送面上等待一段时间。时间在
2.1.9
动作参数设定的
2. ‘
吸着余压释放时间
’
中设定。
4.
‘
印压示教取消
’
使用刮板进行生产时,可以对所使用的刮板是否采用检验印压示教完成与否这一功能进行选择。标准设
为无。
5.
‘
刮板上升位置变更
’
如果是
‘
有
’
,印刷之后使刮板上升到上限。焊料附着在刮板时,由于使刮板上升到上限,则可使焊料落掉,
对防止在下一循环印刷时出现空印刷现象有效。
6.
‘
系统预定
’
(
选项
)
外部检查机
NG
清扫
受到外部检查机发出的
NG
信号时,执行网板清扫后继续生产。
7.
‘
系统预定
’
(
选项
)
外部检查机
NG
循环停止
受到外部检查机发出的
NG
信号时,执行循环停止后中断生产。
8.
‘
系统预定
’
(
选项
)
温度调整机错误检测
受到温度调整机发出的
NG
信号时,执行循环停止后中断生产。
按箭头键
后,将显示下一项目。
下一页
EJP1A-Mp-0021
EJP1A-C-MMA02-A01-03