DEUKYX-193-6100_G5S2_VOL6.pdf - 第130页
DEUKYX 2-106 193-6100 2.4 (D01) Control Data (28) Placementconrmation Bestätigung, wenn der Boden eines Bauteils auf die Bestückungsäche abgesetzt wird, um eine Fehlbestückung zu vermeiden. Wählen Sie „Enable“ oder „D…
DEUKYX
2-105193-6100
2.4 (D01) Control Data
(24) Cmpnt detection (Sensor)
„Enable“ oder „Disable“ kann ausgewählt werden, um die Funktion zur
Erkennung der Bauteilaufnahme zu aktivieren oder zu deaktivieren, die
einen Vakuumsensor verwendet, um zu erkennen, ob ein Bauteil korrekt
aufgenommen wird oder nicht.
Hinweis
Wenn der unter „Selected nozzle“ ausgewählte Aufnehmer eine der in
der nachstehenden Tabelle beschriebenen Anforderungen erfüllt, wird
„Disable“ automatisch eingestellt.
Element Anforderungen Hinweise
Nozzle ID
FC** Mechanischer Aufnehmer
FE** Mechanischer Aufnehmer
Aufnahmeäche Kleiner als 0,7854 mm
2
Gesamtaufnahmeäche
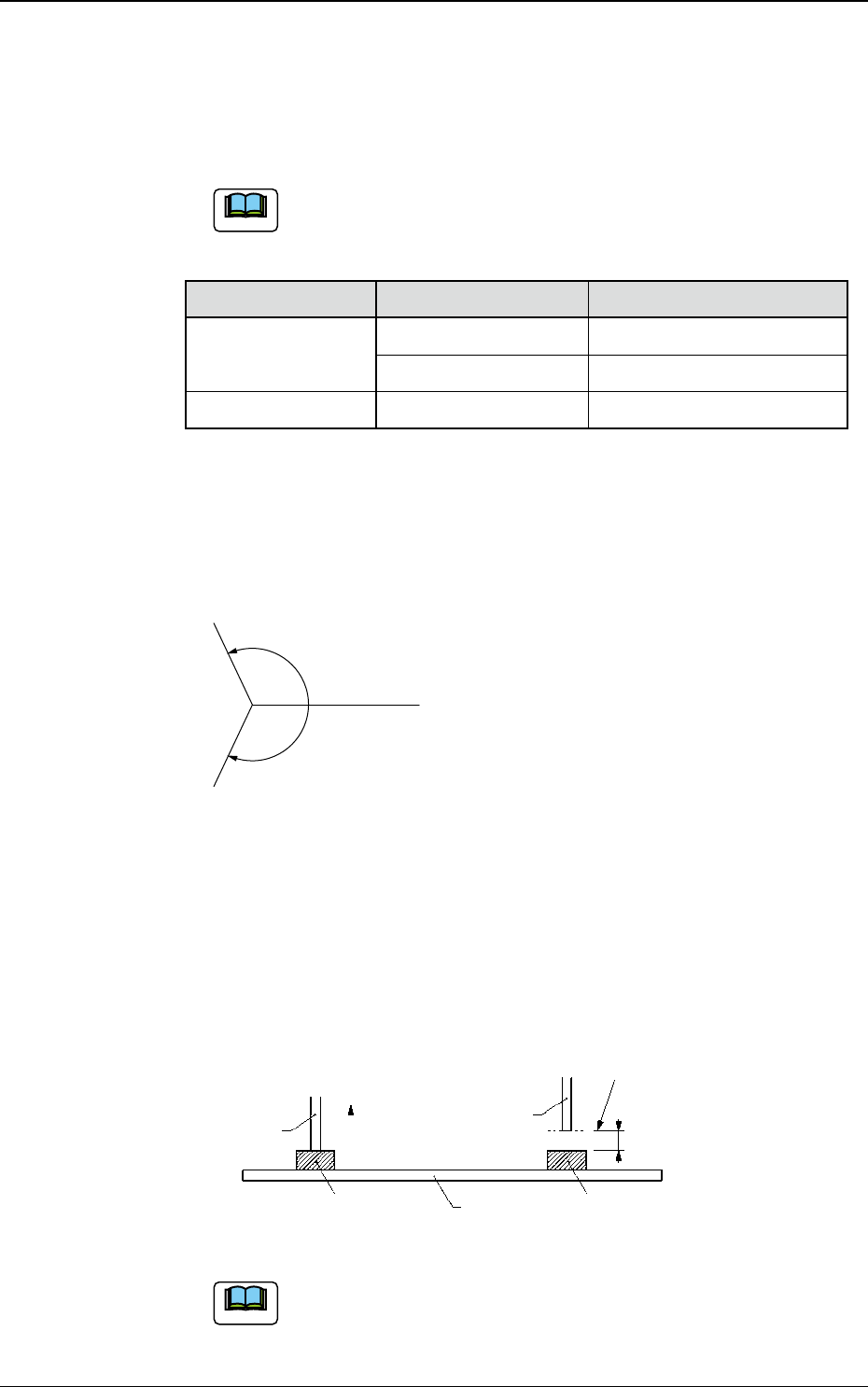
(25) Pick-up noz angle [deg]
Geben Sie den Versatzwert des Düsenwinkels von der Aufnahme bis
zum Platzieren eines Bauteils ein. Wird der Aufnehmerwinkel gegen
den Uhrzeigersinn korrigiert, fügen Sie ein Plus (
+
) hinzu. Wird der
Aufnehmerwinkel im Uhrzeigersinn korrigiert, fügen Sie ein Minus (-)
hinzu.
0°
+○.○○°
-○.○○°
FB110A
(26) Air blow
„Enable“ oder „Disable“ kann ausgewählt werden, um zu bestimmen, ob
beim Platzieren eines Bauteils das Gebläse eingeschaltet wird.
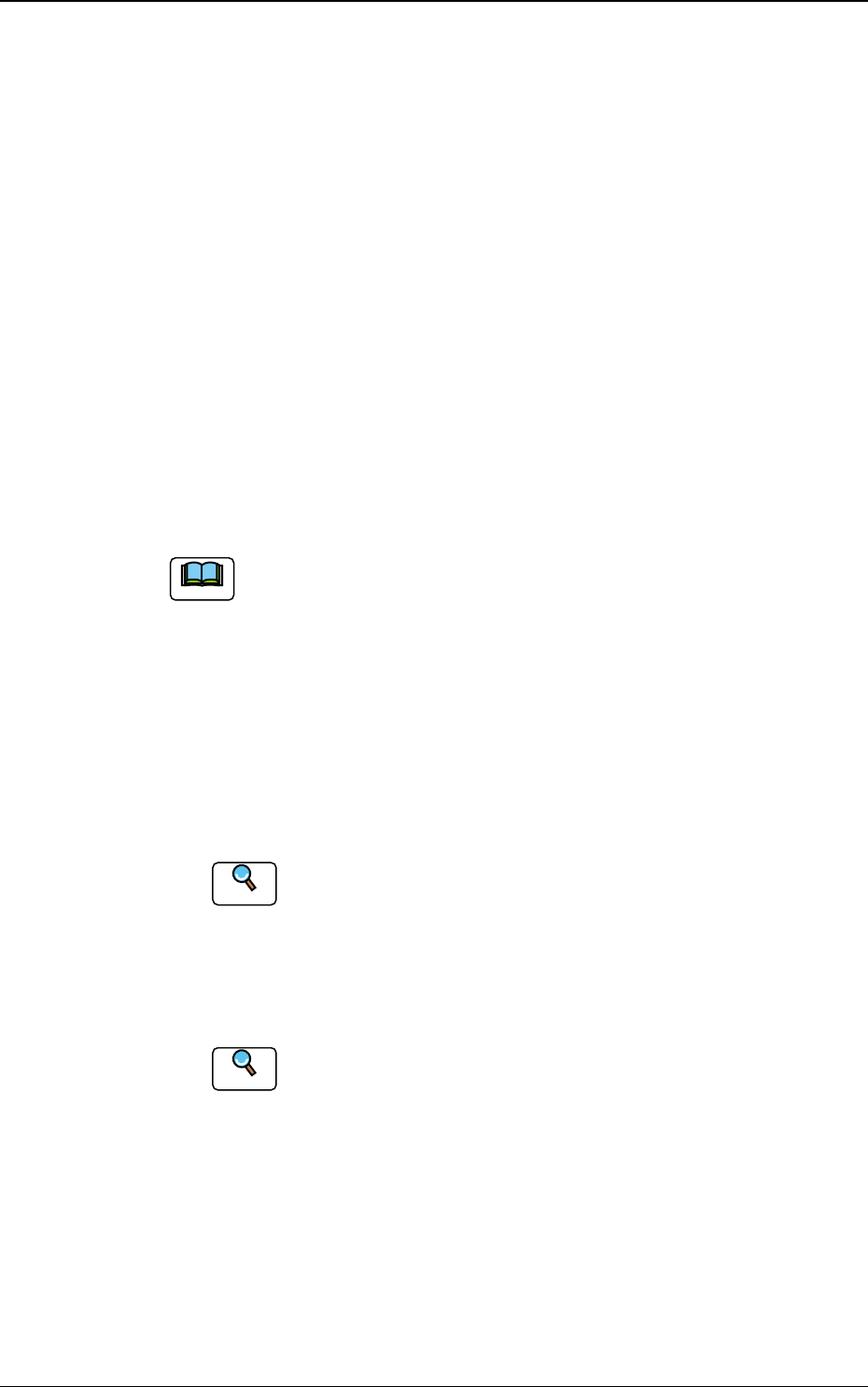
(27) Air blow off timing [mm]
Geben Sie die Position vor, in der das Gebläse abgeschaltet werden soll.
Ausblasen in dieser
Position ausgeschaltet.
LP
bei 0,0 mm
Anders als 0,0 mm
AUS kurz vor Anheben
Zeitgeber Air-Blow aus
Bauteil Bauteil
Aufnehmer
Aufnehmer
F6B96
Hinweis
Diese Funktion soll beim Rücktransport eines Bauteils verwendet werden..
DEUKYX
2-106193-6100
2.4 (D01) Control Data
(28) Placementconrmation
Bestätigung, wenn der Boden eines Bauteils auf die Bestückungsäche
abgesetzt wird, um eine Fehlbestückung zu vermeiden. Wählen Sie „Enable“
oder „Disable“
(29) Flow detection
Wählen Sie die Funktion aus, um zu erkennen, ob ein Bauteil
heruntergefallen ist, indem die Vakuumussrate am Kopf durch die Optionen
„Auto“, „Enable“ oder „Disable“ überwacht wird.
Auto :
Wählen Sie dies, wenn die Flussrate geprüft werden soll.
Enable:
Wählen Sie diese Option für Bauteile, die bei normaler Aufnahme falsch
erkannt wurden. Wird ein Bauteil nicht simultan mit anderen Bauteilen
aufgenommen, wird hierdurch die Erkennungsgenauigkeit verbessert.
Disable:
Wählen Sie dies, wenn die Flussrate nicht geprüft werden soll.
Hinweis
(a) Der Bauteilabfall wird für das Bauteil nicht erkannt, da der
Vakuumdurchuss am Kopf bei normaler Platzierung des Bauteils einen
anormalen Wert hat.
(b) Der Bauteilabfall wird für den Aufnehmer nicht erkannt, da der
Vakuumdurchuss am Kopf keinen anormalen Wert hat, wenn das Bauteil
herunterfällt.
(D01_02) Selected nozzle #22
Kann der Aufnehmer aus „Selected nozzle #1“ nicht verwendet werden,
spezizieren Sie hier einen anderen Aufnehmer.
Referenz
Beachten Sie die Erklärungen unter „Selected nozzle #1“ für eine
detaillierte Beschreibung der Parameter.
(D01_03) Selected nozzle #3
Kann der Aufnehmer aus „Selected nozzle #1“ oder „Selected nozzle #2“
nicht verwendet werden, spezizieren Sie hier einen anderen Aufnehmer.
Referenz
Beachten Sie die Erklärungen unter „Selected nozzle #1“ für eine
detaillierte Beschreibung der Parameter.
DEUKYX
2-107193-6100
2.4 (D01) Control Data
„SIGMA Series Common“ Registerblattes
(D01_04) Control Mode
Mit „Placement (Normal)“ oder „Dipping Placement“ kann der Modus
ausgewählt werden, wie das Bauteil platziert wird.
Hinweis
Wählen Sie „Dipping Placement“, wenn eine Flussmittelstation verwendet
wird.
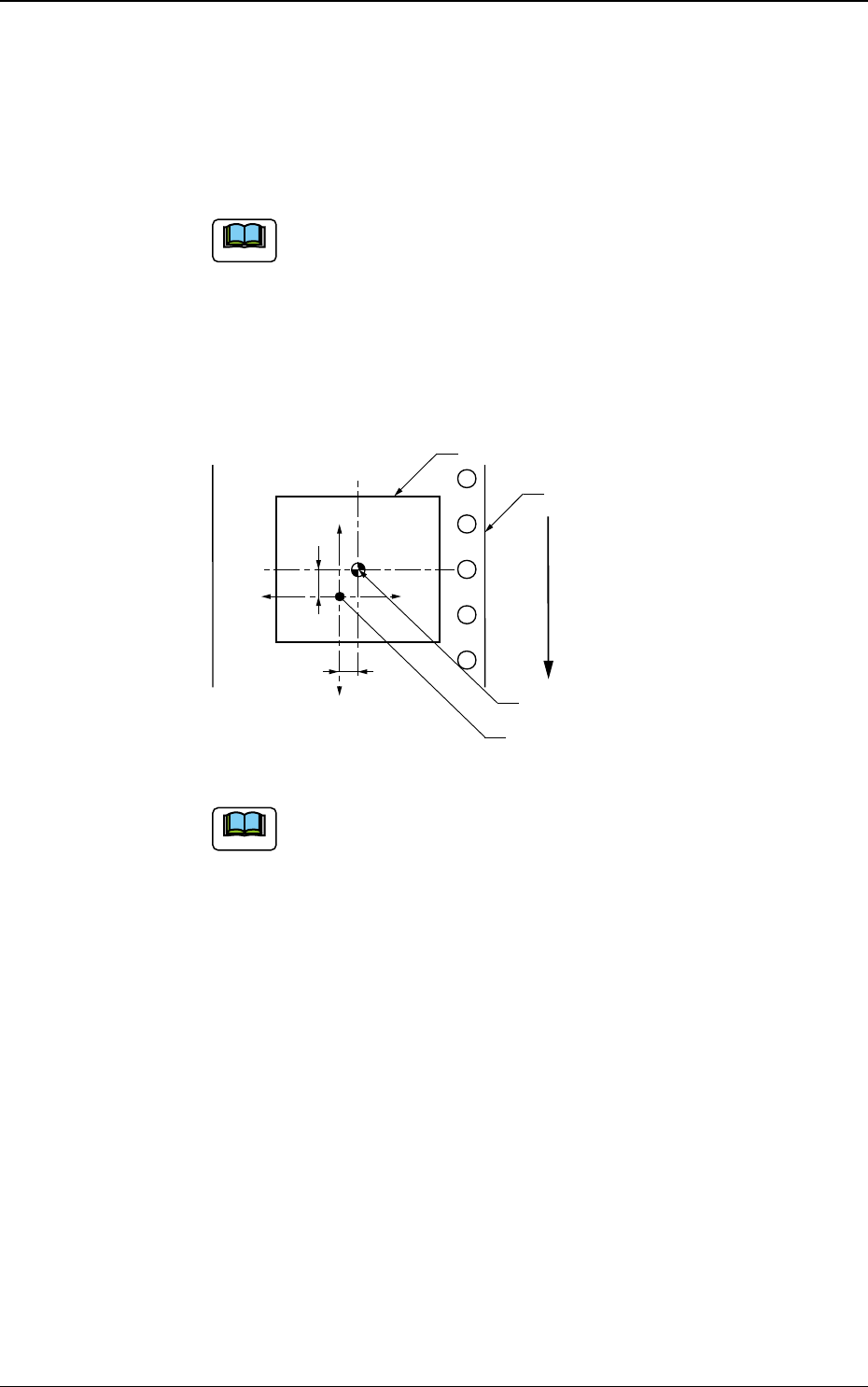
(D01_05) Cmpnt pos correction X, Y [mm]
Legen Sie in den Textfeldern die mittlere Position (Koordinaten X und Y)
gemessen von der Gurtreferenzposition fest.
Legen Sie anhand des folgenden Koordinatensystems fest, welches
Vorzeichen, (+) oder (-), zu verwenden ist.
Bauteil
Y(-)
Y(+)
X(+)
X(-)
Y
Bauteilmitte
Gurt
Gurt-Referenzposition
X
Benutzersicht der
Zufuhrrichtung
F6B97
Hinweis
(a) Die Referenzpositionen für die Bauteilaufnahme müssen für jede
Feeder-Nummer einzeln festgelegt werden. In diesem Fall müssen
Parameter zur Kompensation der Abweichung eingegeben werden.
(b) Der aktuelle Arbeitsbereich muss evtl. abhängig vin der
Maschinensteuerung korrigiert werden (unterscheidet sich vom
Vorgabewert).