DEUKYX-193-6100_G5S2_VOL6.pdf - 第131页
DEUKYX 2-107 193-6100 2.4 (D01) Control Data „SIGMA Series Common“ Registerblattes (D01_04) Control Mode Mit „Placement (Normal)“ oder „Dipping Placement“ kann der Modus ausgewählt werden, wie das Bauteil platziert wird.…
DEUKYX
2-106193-6100
2.4 (D01) Control Data
(28) Placementconrmation
Bestätigung, wenn der Boden eines Bauteils auf die Bestückungsäche
abgesetzt wird, um eine Fehlbestückung zu vermeiden. Wählen Sie „Enable“
oder „Disable“
(29) Flow detection
Wählen Sie die Funktion aus, um zu erkennen, ob ein Bauteil
heruntergefallen ist, indem die Vakuumussrate am Kopf durch die Optionen
„Auto“, „Enable“ oder „Disable“ überwacht wird.
Auto :
Wählen Sie dies, wenn die Flussrate geprüft werden soll.
Enable:
Wählen Sie diese Option für Bauteile, die bei normaler Aufnahme falsch
erkannt wurden. Wird ein Bauteil nicht simultan mit anderen Bauteilen
aufgenommen, wird hierdurch die Erkennungsgenauigkeit verbessert.
Disable:
Wählen Sie dies, wenn die Flussrate nicht geprüft werden soll.
Hinweis
(a) Der Bauteilabfall wird für das Bauteil nicht erkannt, da der
Vakuumdurchuss am Kopf bei normaler Platzierung des Bauteils einen
anormalen Wert hat.
(b) Der Bauteilabfall wird für den Aufnehmer nicht erkannt, da der
Vakuumdurchuss am Kopf keinen anormalen Wert hat, wenn das Bauteil
herunterfällt.
(D01_02) Selected nozzle #22
Kann der Aufnehmer aus „Selected nozzle #1“ nicht verwendet werden,
spezizieren Sie hier einen anderen Aufnehmer.
Referenz
Beachten Sie die Erklärungen unter „Selected nozzle #1“ für eine
detaillierte Beschreibung der Parameter.
(D01_03) Selected nozzle #3
Kann der Aufnehmer aus „Selected nozzle #1“ oder „Selected nozzle #2“
nicht verwendet werden, spezizieren Sie hier einen anderen Aufnehmer.
Referenz
Beachten Sie die Erklärungen unter „Selected nozzle #1“ für eine
detaillierte Beschreibung der Parameter.
DEUKYX
2-107193-6100
2.4 (D01) Control Data
„SIGMA Series Common“ Registerblattes
(D01_04) Control Mode
Mit „Placement (Normal)“ oder „Dipping Placement“ kann der Modus
ausgewählt werden, wie das Bauteil platziert wird.
Hinweis
Wählen Sie „Dipping Placement“, wenn eine Flussmittelstation verwendet
wird.
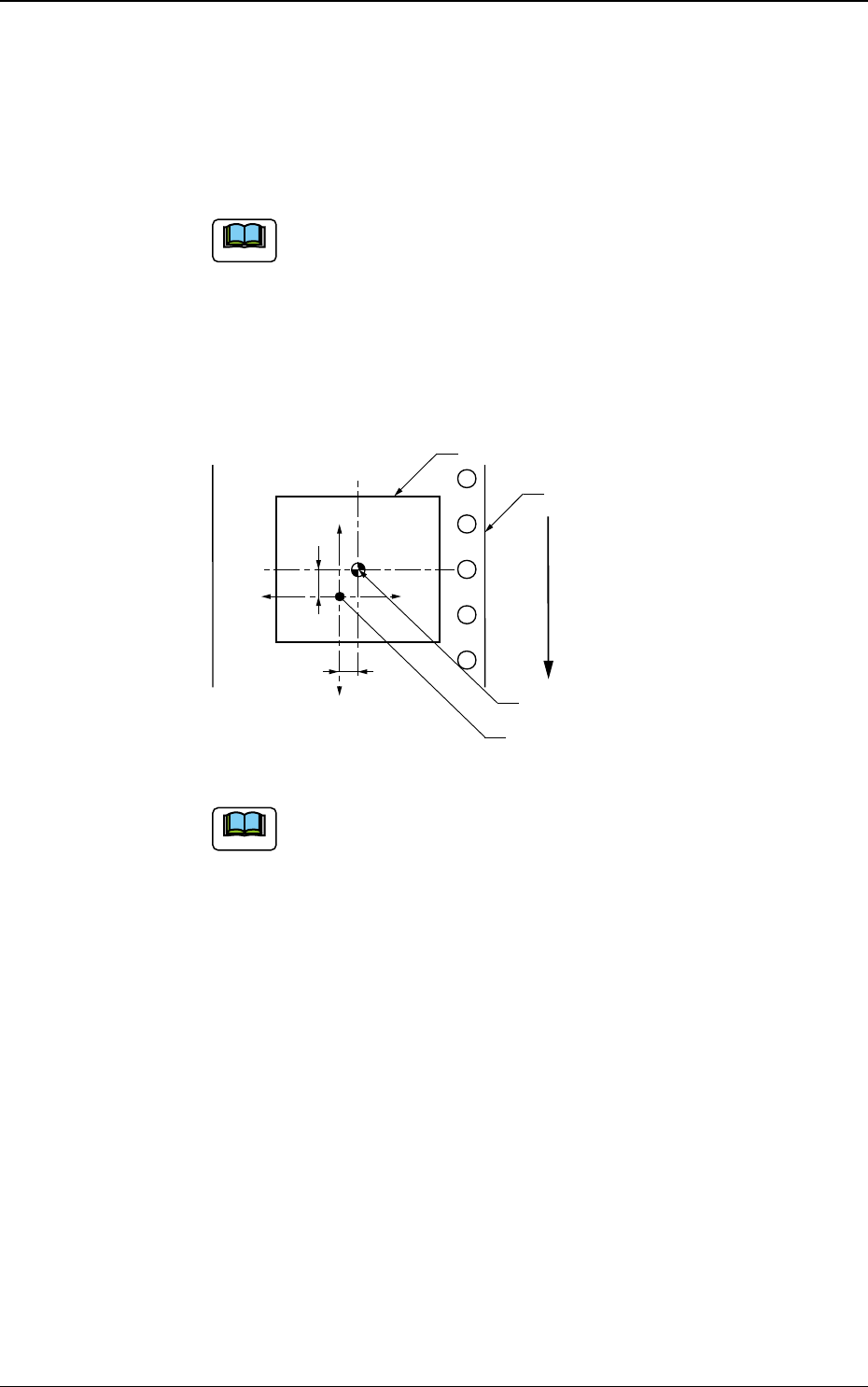
(D01_05) Cmpnt pos correction X, Y [mm]
Legen Sie in den Textfeldern die mittlere Position (Koordinaten X und Y)
gemessen von der Gurtreferenzposition fest.
Legen Sie anhand des folgenden Koordinatensystems fest, welches
Vorzeichen, (+) oder (-), zu verwenden ist.
Bauteil
Y(-)
Y(+)
X(+)
X(-)
Y
Bauteilmitte
Gurt
Gurt-Referenzposition
X
Benutzersicht der
Zufuhrrichtung
F6B97
Hinweis
(a) Die Referenzpositionen für die Bauteilaufnahme müssen für jede
Feeder-Nummer einzeln festgelegt werden. In diesem Fall müssen
Parameter zur Kompensation der Abweichung eingegeben werden.
(b) Der aktuelle Arbeitsbereich muss evtl. abhängig vin der
Maschinensteuerung korrigiert werden (unterscheidet sich vom
Vorgabewert).
DEUKYX
2-108193-6100
2.4 (D01) Control Data
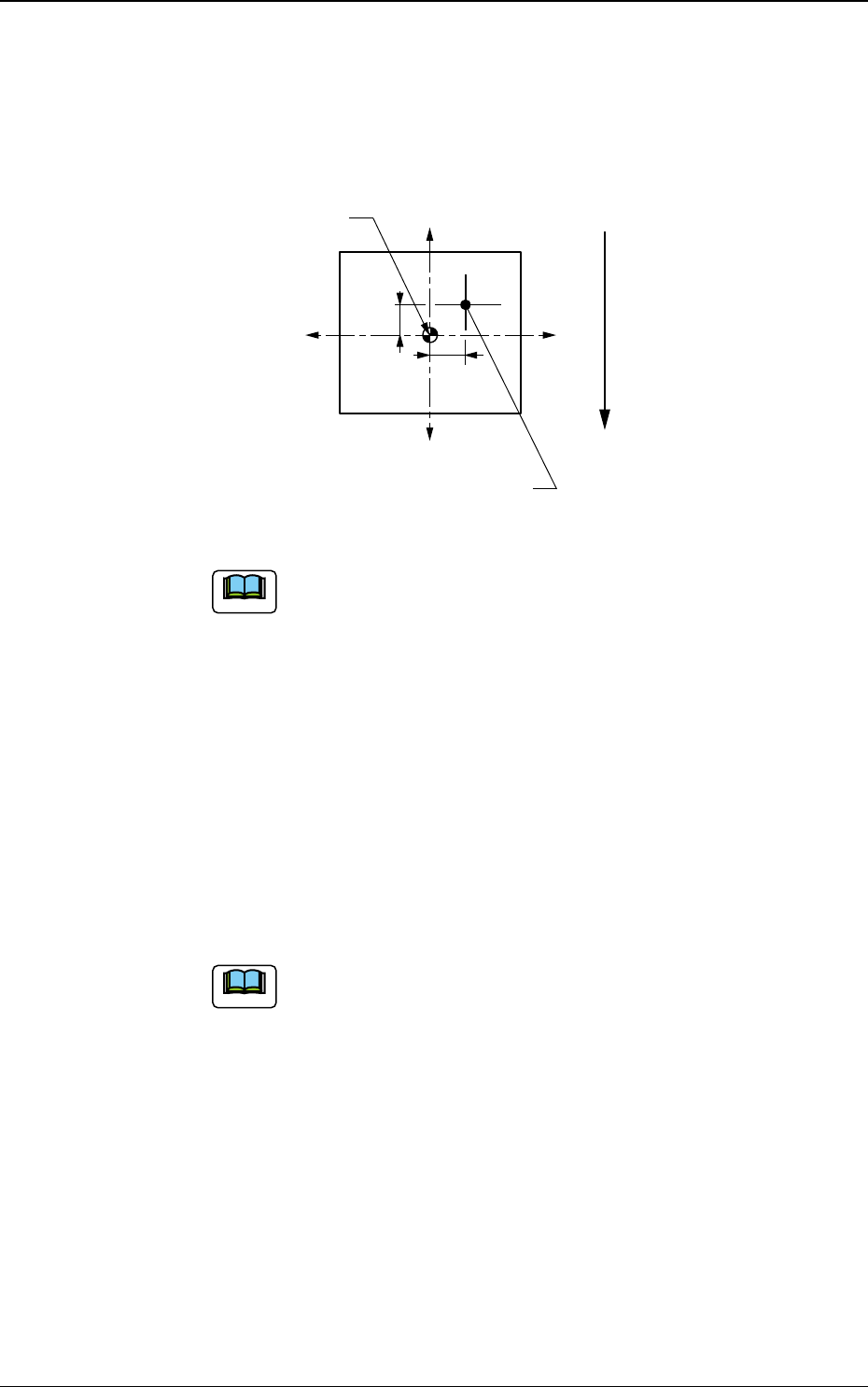
(D01_06) Pick-up pos correction X, Y [mm]
Geben Sie die Koordinaten der Aufnahmeposition basierend auf der Mitte
des Bauteilgehäuses ein.
Legen Sie anhand des folgenden Koordinatensystems fest, welches
Vorzeichen, (+) oder (-), zu verwenden ist.
X
Y
Y(+)
X(+)X(-)
Aufnahmeposition
Positionskorrektur
Bauteil-Mittenposition
Benutzersicht der Zufuhrrichtung und
Paletten-Ausziehrichtung
Y(-)
F6B98
Hinweis
(a) Wenn ein Bauteil eine Nut, einen Vorsprung usw. aufweist und
nicht ungehindert in der Mitte aufgenommen werden kann, kann die
Aufnahmeposition aus der Mitte des Bauteils gemäß den eingestellten
Parametern frei verschoben werden. In diesem Fall funktioniert die
automatische Feeder-Achsen-Einstellung für die Aufnahmeposition
so, dass die korrigierte Position beibehalten wird.
(b) Der aktuelle Arbeitsbereich muss evtl. abhängig vin der
Maschinensteuerung korrigiert werden (unterscheidet sich vom
Vorgabewert).
(D01_07) Auto fdr axis adjustment X, Y
Wählen Sie „Enable“ oder „Disable“, um festzulegen, ob automatische
Feeder-Achsenjustierung verwendet werden sollen oder nicht.
Hinweis
Diese Funktion verarbeitet statistisch die Differenz zwischen den
Positionen des Aufnehmers und der Mitte des Bauteils, die bei der
Bauteilerkennung berechnet wurden, und dient zum Nachführen und
Korrigieren der Versatzdaten des Feeders (B).