DEUKYX-193-6100_G5S2_VOL6.pdf - 第132页
DEUKYX 2-108 193-6100 2.4 (D01) Control Data (D01_06) Pick-up pos correction X, Y [mm] Geben Sie die Koordinaten der Aufnahmeposition basierend auf der Mitte des Bauteilgehäuses ein. Legen Sie anhand des folgenden Koordi…
DEUKYX
2-107193-6100
2.4 (D01) Control Data
„SIGMA Series Common“ Registerblattes
(D01_04) Control Mode
Mit „Placement (Normal)“ oder „Dipping Placement“ kann der Modus
ausgewählt werden, wie das Bauteil platziert wird.
Hinweis
Wählen Sie „Dipping Placement“, wenn eine Flussmittelstation verwendet
wird.
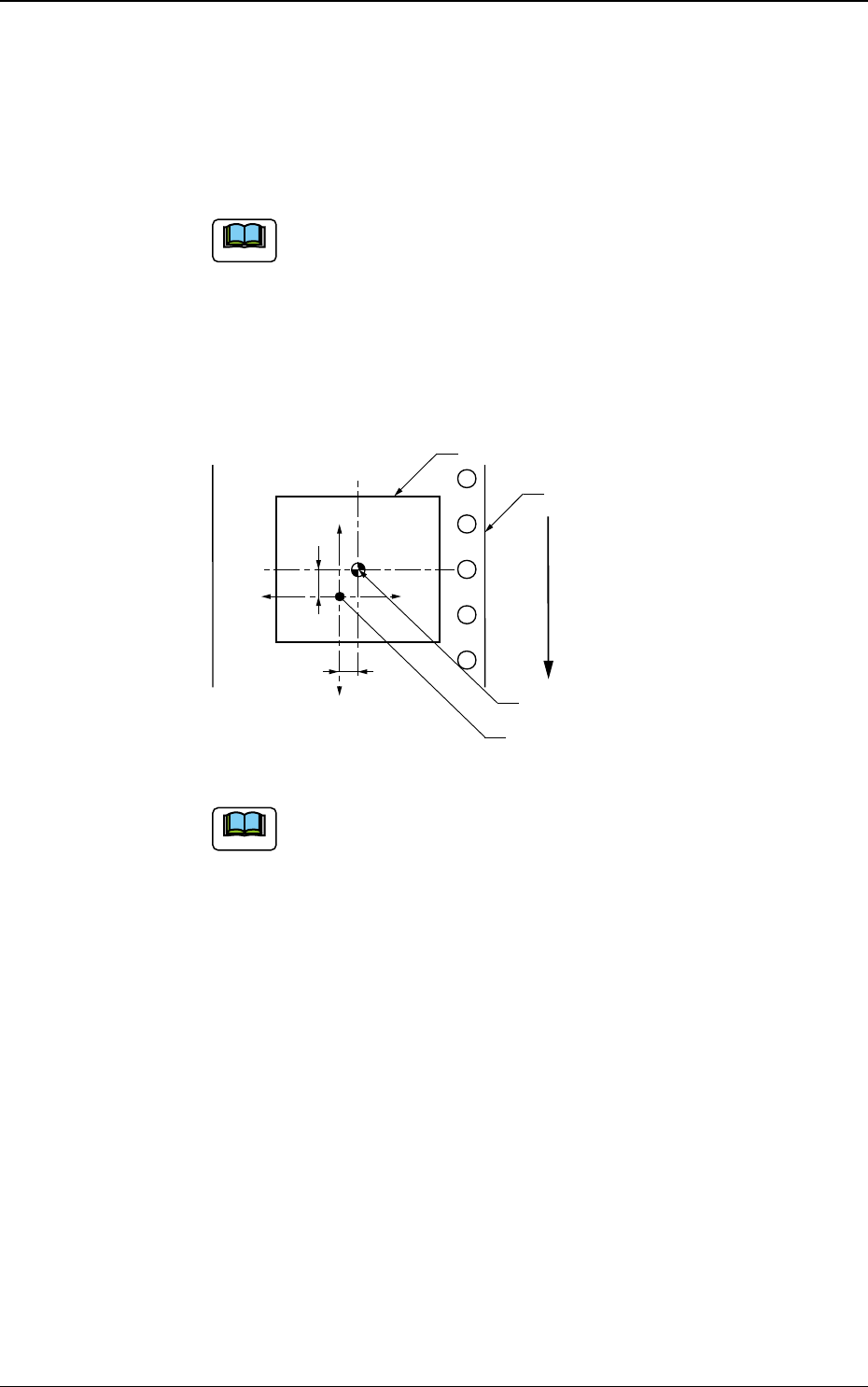
(D01_05) Cmpnt pos correction X, Y [mm]
Legen Sie in den Textfeldern die mittlere Position (Koordinaten X und Y)
gemessen von der Gurtreferenzposition fest.
Legen Sie anhand des folgenden Koordinatensystems fest, welches
Vorzeichen, (+) oder (-), zu verwenden ist.
Bauteil
Y(-)
Y(+)
X(+)
X(-)
Y
Bauteilmitte
Gurt
Gurt-Referenzposition
X
Benutzersicht der
Zufuhrrichtung
F6B97
Hinweis
(a) Die Referenzpositionen für die Bauteilaufnahme müssen für jede
Feeder-Nummer einzeln festgelegt werden. In diesem Fall müssen
Parameter zur Kompensation der Abweichung eingegeben werden.
(b) Der aktuelle Arbeitsbereich muss evtl. abhängig vin der
Maschinensteuerung korrigiert werden (unterscheidet sich vom
Vorgabewert).
DEUKYX
2-108193-6100
2.4 (D01) Control Data
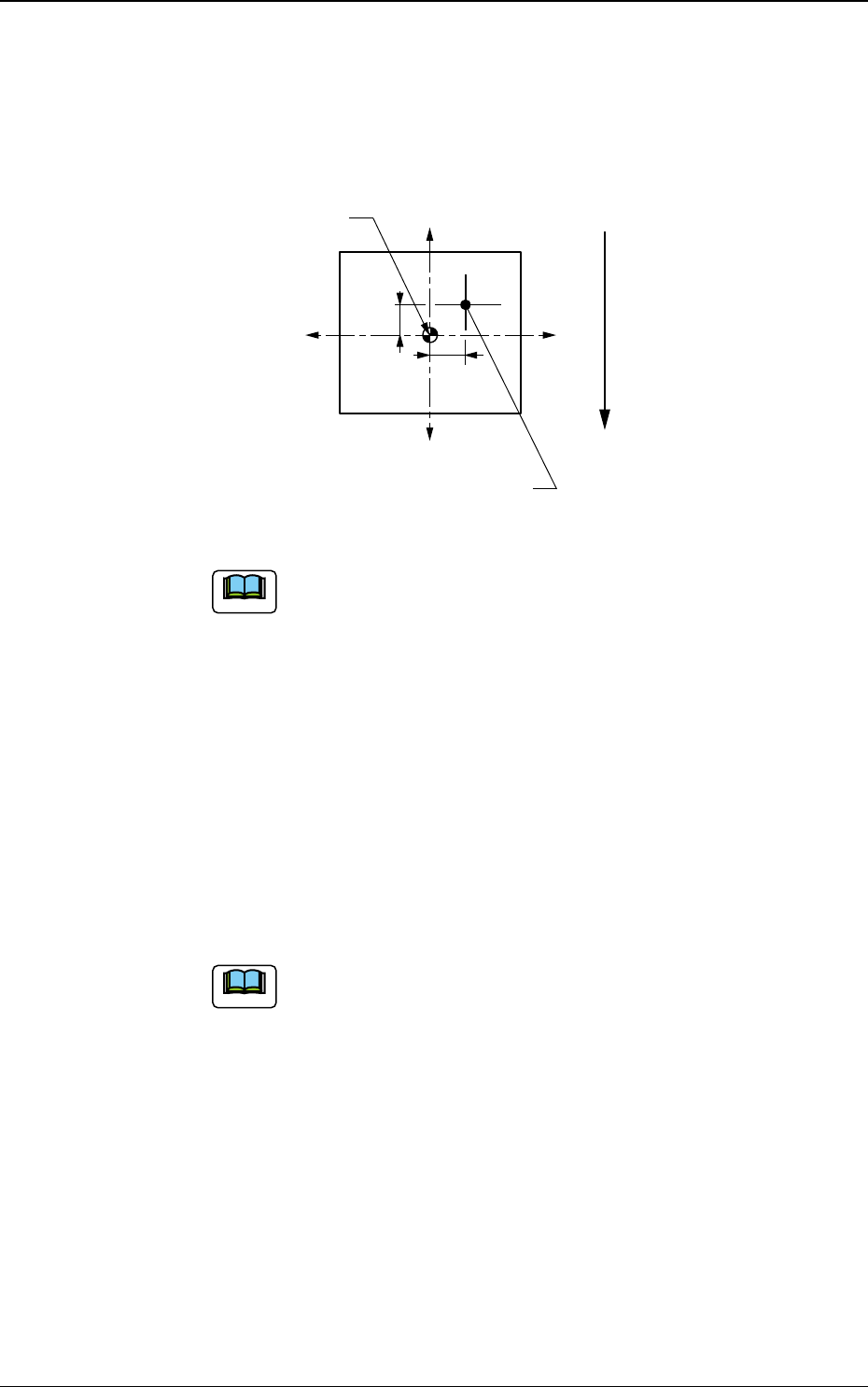
(D01_06) Pick-up pos correction X, Y [mm]
Geben Sie die Koordinaten der Aufnahmeposition basierend auf der Mitte
des Bauteilgehäuses ein.
Legen Sie anhand des folgenden Koordinatensystems fest, welches
Vorzeichen, (+) oder (-), zu verwenden ist.
X
Y
Y(+)
X(+)X(-)
Aufnahmeposition
Positionskorrektur
Bauteil-Mittenposition
Benutzersicht der Zufuhrrichtung und
Paletten-Ausziehrichtung
Y(-)
F6B98
Hinweis
(a) Wenn ein Bauteil eine Nut, einen Vorsprung usw. aufweist und
nicht ungehindert in der Mitte aufgenommen werden kann, kann die
Aufnahmeposition aus der Mitte des Bauteils gemäß den eingestellten
Parametern frei verschoben werden. In diesem Fall funktioniert die
automatische Feeder-Achsen-Einstellung für die Aufnahmeposition
so, dass die korrigierte Position beibehalten wird.
(b) Der aktuelle Arbeitsbereich muss evtl. abhängig vin der
Maschinensteuerung korrigiert werden (unterscheidet sich vom
Vorgabewert).
(D01_07) Auto fdr axis adjustment X, Y
Wählen Sie „Enable“ oder „Disable“, um festzulegen, ob automatische
Feeder-Achsenjustierung verwendet werden sollen oder nicht.
Hinweis
Diese Funktion verarbeitet statistisch die Differenz zwischen den
Positionen des Aufnehmers und der Mitte des Bauteils, die bei der
Bauteilerkennung berechnet wurden, und dient zum Nachführen und
Korrigieren der Versatzdaten des Feeders (B).
DEUKYX
2-109193-6100
2.4 (D01) Control Data
(D01_08) Error process 1
Wenn keine Bauteile aufgrund von Bauteilmangel aufgenommen werden
können, legen Sie in diesem Textfeld fest, wie oft (fortlaufende Bauteilfehler)
versucht werden soll, ein Bauteil aufzunehmen, bis die Maschine anhält.
1 :
Die Maschine stoppt, wenn kein Bauteil vorhanden ist (Bauteil fehlt
[Sensor/Erkennung]), nach dem ersten Versuch.
2 :
Die Maschine stoppt, wenn kein Bauteil vorhanden ist (Bauteil fehlt
[Sensor/Erkennung]), nach dem zweiten Versuch am gleichen Feeder.
n :
Die Maschine stoppt, wenn kein Bauteil vorhanden ist (Bauteil fehlt
[Sensor/Erkennung]), nach dem n-ten Versuch am gleichen Feeder.
•
Dateneingabebereich:
1 bis 9
Hinweis
(a) Empfohlene Parameter
Bauteile im 8 mm Gurt
: 2
Bauteile im 12 mm Gurt oder größer
: 1
Bauteile in Trays und Vibrations-Stangen
: 1
Wenn ein Aufnahmefehler bei Bauteilen auftritt, die in einem 12 mm
Gurt oder breiter verpackt sind oder sich in Trays oder Vibrations-
Stangen benden, kann dies verschiedene Gründe haben. Es ist
empfehlenswert, dass die Maschine stoppt, wenn der erste Fehler
erkannt wird.
(b) Ist die alternative Funktion aktiviert, ist der eingerichtete Parameter
Voraussetzung für den Start der alternativen Verarbeitung.