591968 Heller Chinese Manual Rev-C.pdf - 第123页
11 8 3 、断开 传动马达的电源线, 用万用电 表设定电阻量 程,检查 传动马达 引入线与接地之间的 阻值 。 连续性表 明应更换传动 马达。 同时检 查传动 马达绕组的电阻。如果 出现短路或开 路,更换传动 马达。 4 、 每运转 2000 小时后检查碳刷。 长 度是否是 3 /16 ”( 4.8mm ) 或者小 于它, 请用两个同样等级材 料更换它。 检查和更 换它请看维护保养 部分。
117
XV
.传送装置不工作
检查:
A、按下了紧急停止按
钮
B、设定点
检查确认没有按下紧急停止按钮。如果装有蓝色的紧急停止复位按钮,
需确认已经按下。
1、检查确认传送装置速度设定点未设定为零。(
见主操作界面
)
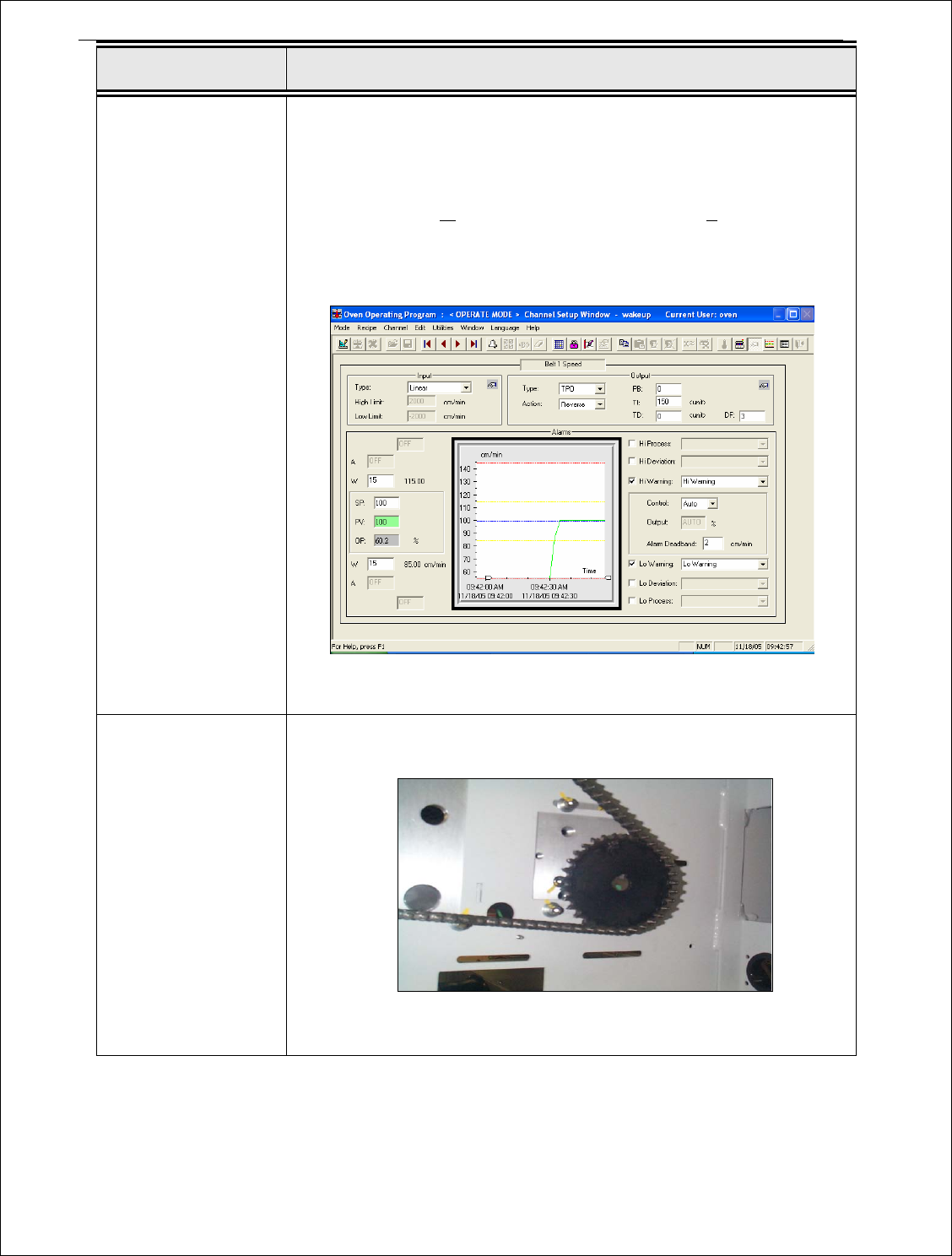
2、从“窗口”(Window)菜单上选择“通道设置”( Channel Setup), 并
选择“带 1
速度控制区”。检查确认该控制区的控制设置为“自动”
模式,输出比例不为零。(参见
图
14)
图
14
C、传动马达
1、在回流炉出口端的输送带罩壳后部,查看输送带驱动传动马达的输
出轴。如果在旋转,继续步骤 D。
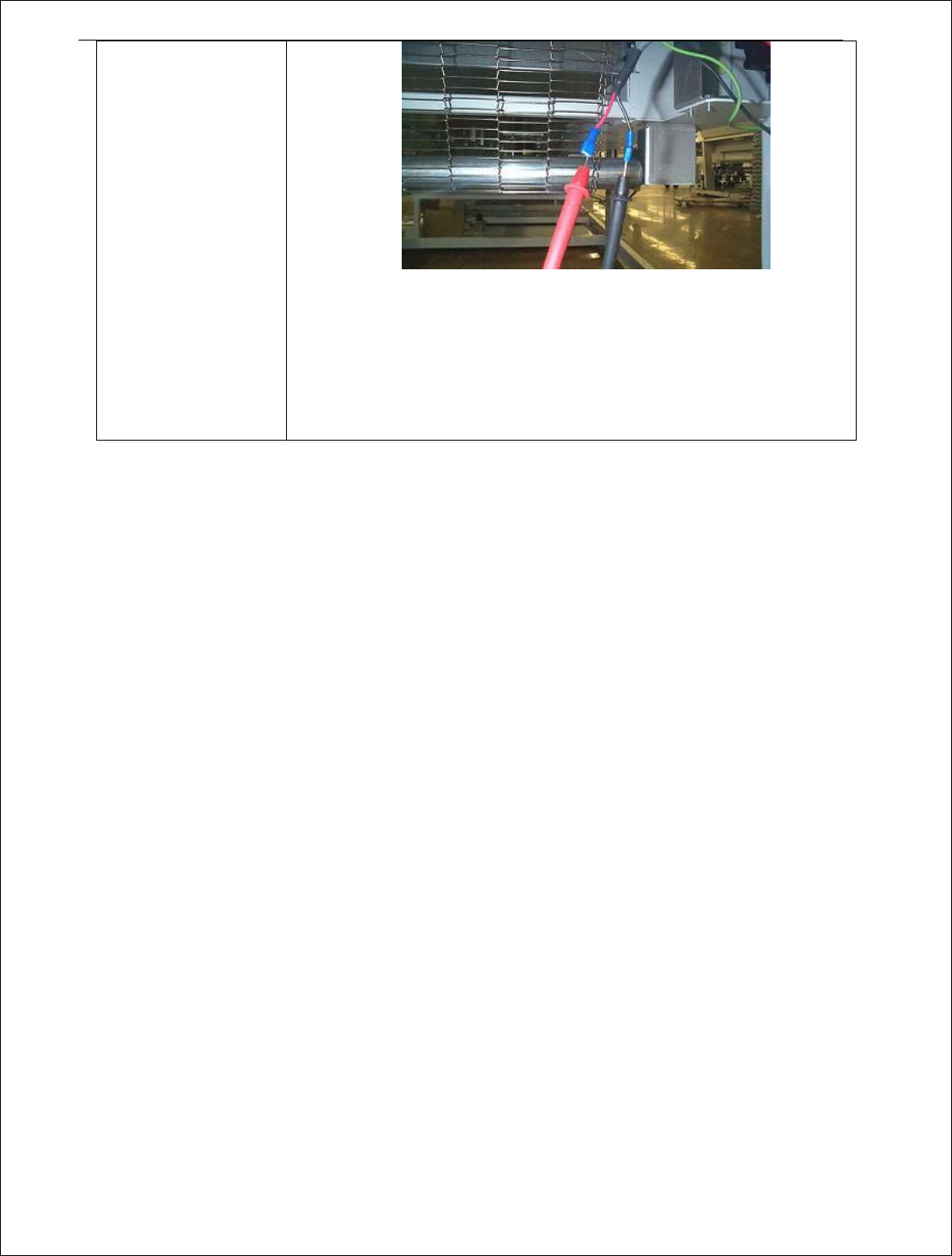
2、断开传动马达的电源线,检查传动马达引入线之间的直流电压。如
果为零,继续步骤 E。
118
3、断开传动马达的电源线,用万用电表设定电阻量程,检查传动马达
引入线与接地之间的阻值。连续性表明应更换传动马达。同时检查传动
马达绕组的电阻。如果出现短路或开路,更换传动马达。
4、 每运转 2000 小时后检查碳刷。长度是否是 3 /16”( 4.8mm)或者小
于它,请用两个同样等级材料更换它。检查和更换它请看维护保养
部分。
119
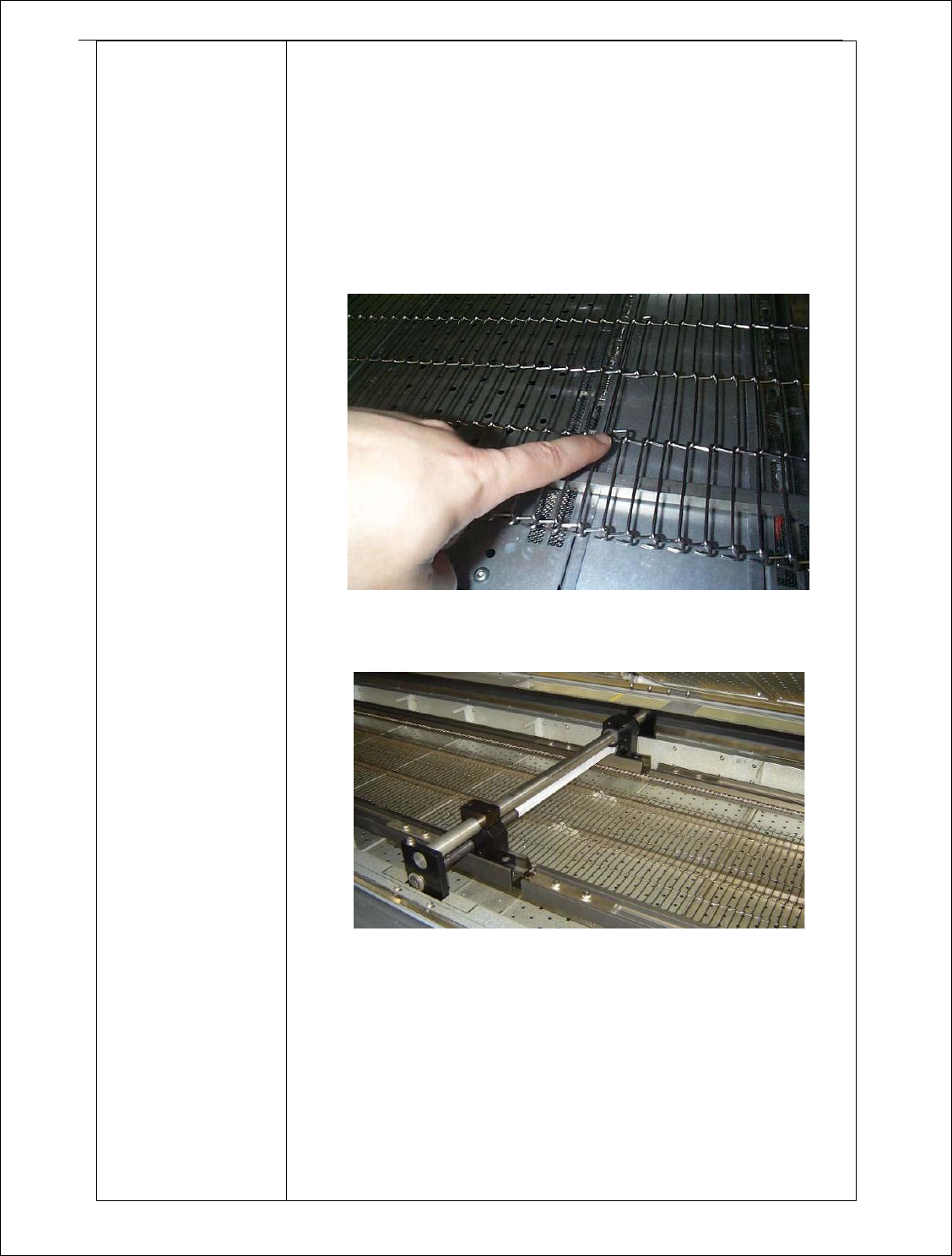
D、输送带卡死
1、拧松传动马达的安装螺栓,从传动马达上拆下传动链条。
2、在轴面上使用可调节扳手,或在方杆上使用 12mm 开口扳手,转动
网带和可调节轨道输送带的传动链轮齿。如果都能自由转动,继续
步骤 4。(小心:不要让扳手在方杆上留下痕迹,这可能会造成轨道
宽度的调节不畅)
3、找到 EHC 中卡死的位置。
a、网带弯曲或缠绕。特别是检查网带接合夹和网带张紧处。如果网
带已拉伸,用尖嘴钳从网带上取下主链节。
检查确认轨道的底部与网带之间的间隙,特别是轨道直接在网带支撑
杆上方时。
b、链轮齿或链条过分润滑会引起“发粘”。如果润滑油进入链轮中
的 oilite(青铜)轴承,应将链轮拆下并清洗。