591968 Heller Chinese Manual Rev-C.pdf - 第155页
150 XII .检验系统的准确度 A . IS O 热电偶 作为选项,回流炉可以 在每个加热区 配备第二个 K 型 热电偶。该热电 偶排列在通 过回流炉的前面 板 安装的插座上,也可能 连接至外部数 字式温度计。 对于从独立的 热电偶获得的 读数,室温下 He ller 回流 炉所接受的容差范围是 ± 3.6 ℃。 B . 检验温度控制器的准确度 可以使用 美国国家标准与技术 研究院 ( NIST )认证的任 何数字式测 量仪或温 度…
149
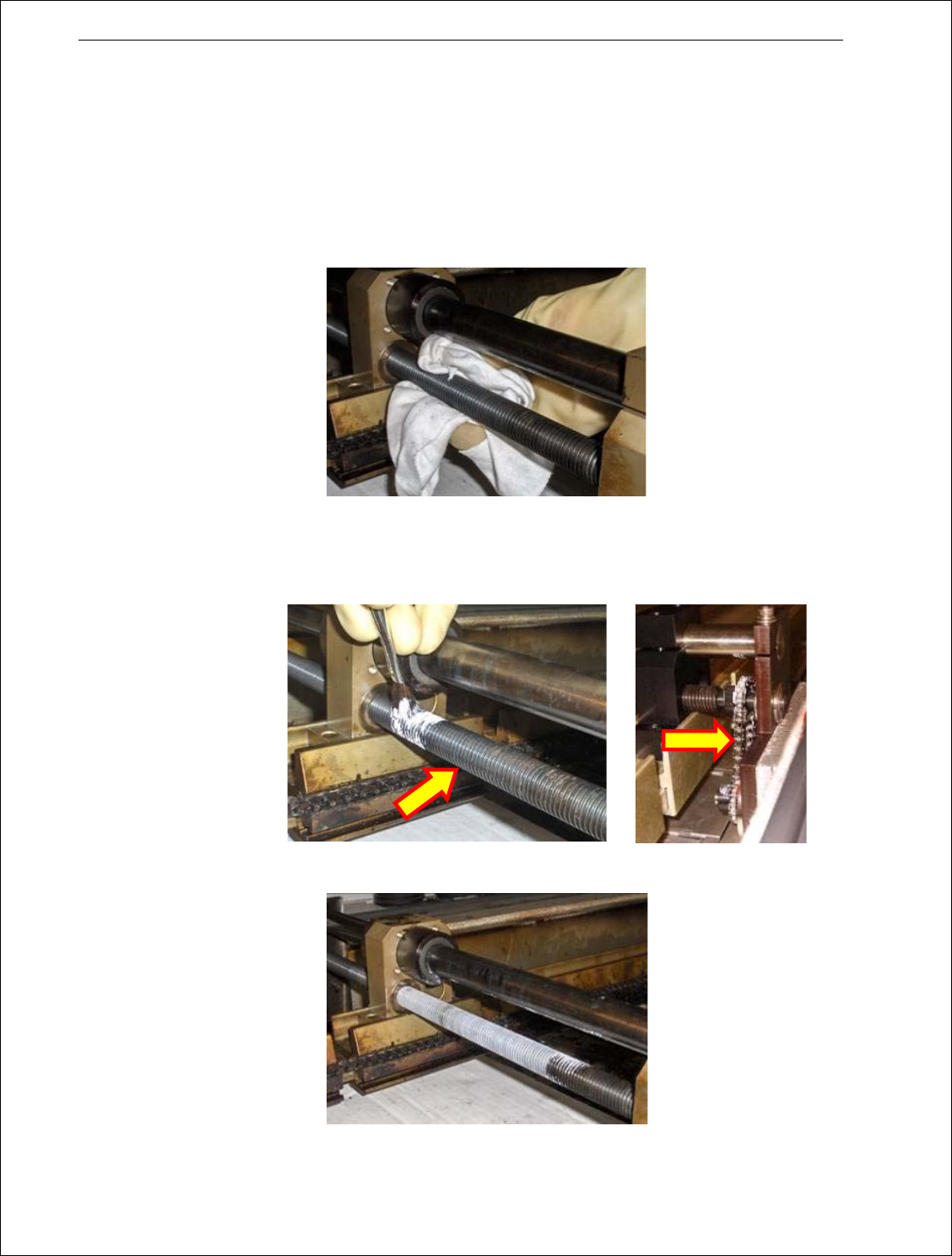
b. 第一人将软刷放在中心丝杠上,靠近移动板并放在导轨外侧,旋转丝杠使软
刷随着丝套移动。(当丝套移动到最小板宽时,拿走软刷)
c. 第二个人将导轨的板宽从最大调节到最小。
d. 当导轨移动到最小板宽时,软刷跟着导轨同样移到最小板宽。
e. 再将软刷放在导轨内侧。
f. 移动导轨到最大板宽。
g. 当导轨移动到最大板宽时,软刷沿着丝杠同样移动。
h. 重复步骤“b”到“h”直到丝杠上没有铁锈和残渣为止。
• 用干净的抹布擦去丝杠上的残渣。
• 循环导轨从“in”到“out”,再次擦拭丝杠。
• 用润滑油 KRYTOX XHT-BDZ 在丝杠表面一定的长度(丝套在丝杠上移动的距
离)上和中心丝杠组件的驱动链条(1/4P)上薄薄地涂上一层。
• 循环可调节 EHC(EHC)宽度使润滑油均匀地涂在丝杠上。
• 移除一次性托盘。
150
XII.检验系统的准确度
A. ISO 热电偶
作为选项,回流炉可以在每个加热区配备第二个 K 型热电偶。该热电偶排列在通过回流炉的前面板
安装的插座上,也可能连接至外部数字式温度计。对于从独立的热电偶获得的读数,室温下 Heller 回流
炉所接受的容差范围是±3.6℃。
B. 检验温度控制器的准确度
可以使用美国国家标准与技术研究院(NIST)认证的任何数字式测量仪或温度计模拟传感器的工作
温度,来检查 Heller 回流炉中温度控制器模块的热电偶输入的准确度。Heller 公司推荐采用 OMEGA
CL23A 型测量仪(Heller 零件编号 4350)进行该程序。使用该测量仪时,室温下 Heller 回流炉可接受的
总容差是±3.0℃。
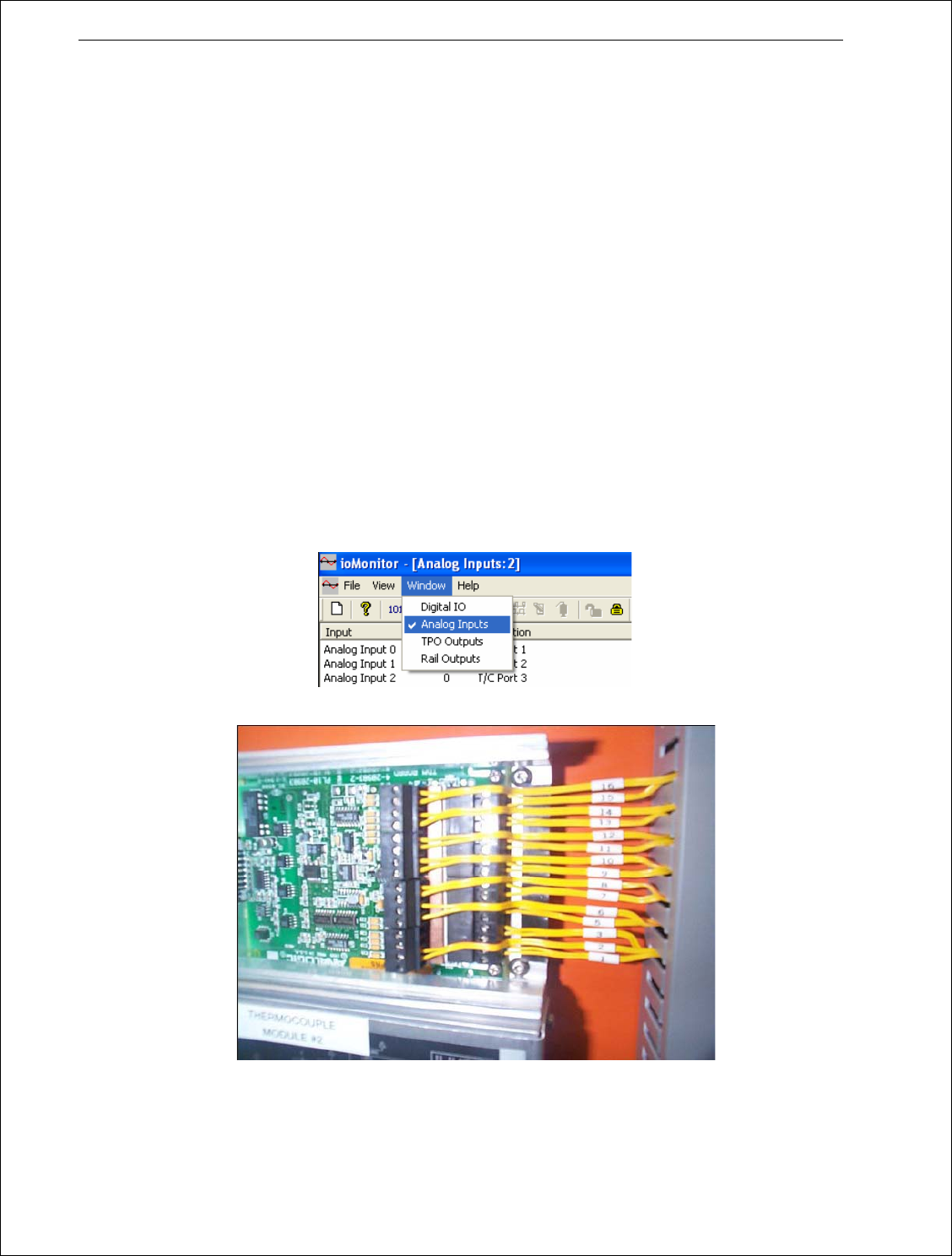
可以选用ioMonitor软件(C:\Oven\ioMonitor.exe)执行该测试。将测试设备的电线与控制器的热电
偶输入相连。实际的热电偶电线应断开用于特定的控制区测试,测试完毕后重新连接。您可能需要参考
回流炉电器接线图进行特定控制器的连线。从“窗口”(Window)菜单中选择“模拟输入”(Analog Inputs),
检查特定控制区的温度值。该值已经乘以10,因此实际温度值必须除以10。(例如:显示值509,实 际温
度应为50.9℃).
如果用电压源检查控制器的准确度,将测量仪连接至特定的控制器,检查以下电压:(Heller 公司推
荐采用 OMEGA CL123 型)
首先记录环境温度。修正温度应为 AT(环境温度)+CT(校准温度)
151
mV
校准温度℃
1.203
30
4.096
100
6.138
150
8.138
200
10.153
250
14.293
350
20.644
500
如果读数在以上范围之内,则控制器在校准范围内。如果控制器超出范围达±3.0℃以上,请与工厂
联系安排校准控制器。
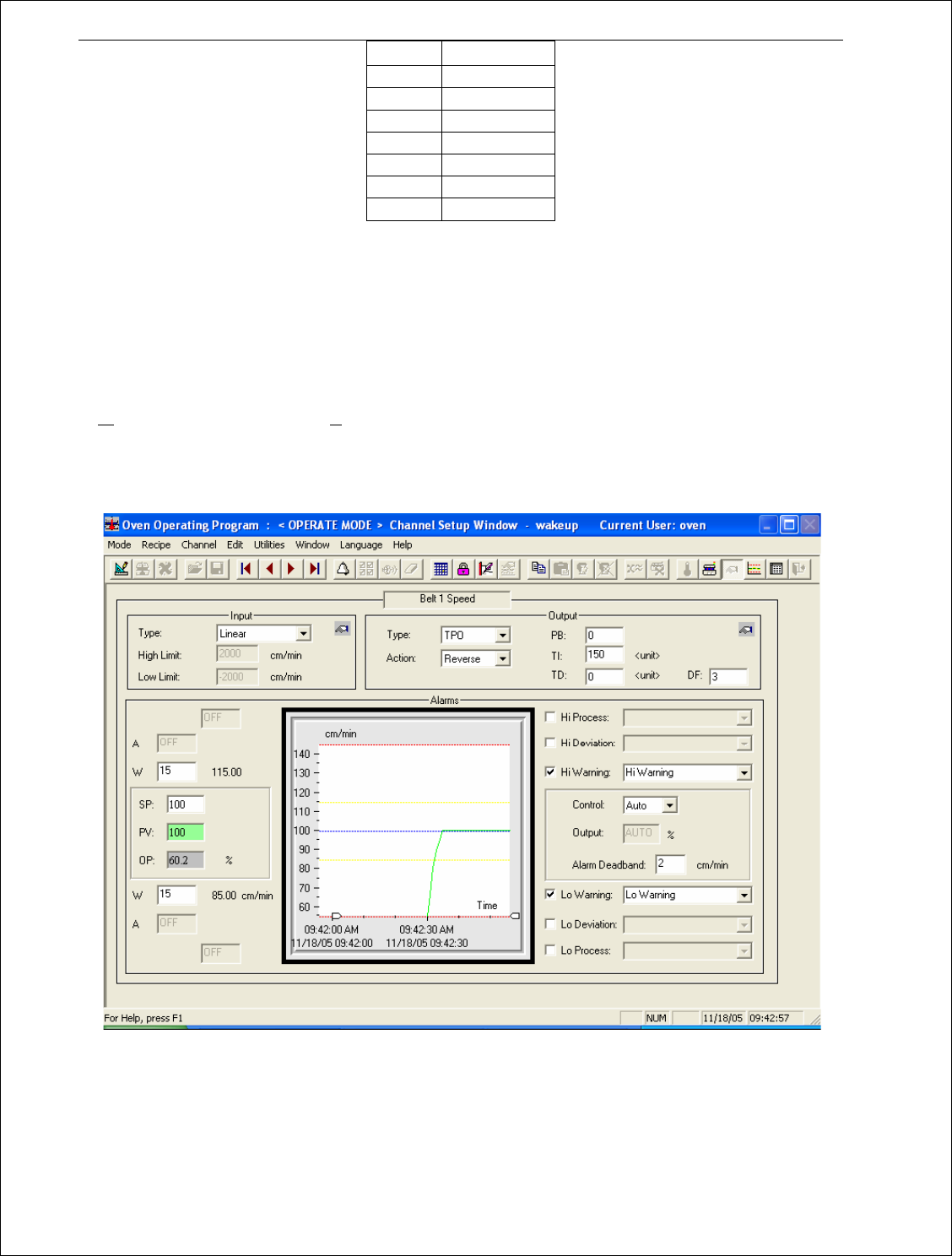
C. 检验传送装置速度的校准
HC2 控制板的传送装置速度控制区专用于控制输送带的速度。可以方便地进行校准。从“窗口”
(W
indow)菜单选择“控制区”(Channel), 选 择 “ 传送装置速度 ”( Belt speed)控制区。将带速设定点
更改为 60 厘米每分钟。使用卷尺和秒表,测定输送带行进 60 厘米的时间。如果时间差异超过±2%( 1.2
厘米),参见
操作指南中的第 XVI 部分(可调节输送轨道(EHC)和网带传动马达控制器调节),并检查
系统软件操作指南中的系统设置向导部分。
XIII.监测程序
将一个热电偶固定在电路板组件上通常升温最慢的点上。该点可能是 PLCC、QFP 或 BGA 的引线处。
首先,将需要固定热电偶的元器件的一些引线接头上的焊料去除,用高熔点合金重新焊接。必须去除已
有的焊料以避免冲淡高温焊料,使之熔点降低。然后使用高温焊料将热电偶接头固定在这些引线上。