591968 Heller Chinese Manual Rev-C.pdf - 第162页
157 作指南” , C.4.f 部分 ) C. 空气助焊剂系统的操作, Gen - V (手动) 可以使用手动优先方式 在 “ 定时” 模式下 操作自清洗功 能。 要使用该 功能, 所有区都必须为高温 (所 有区必须为绿色) 。 • 在主操作 界面的工具栏 上按下 图标。 • 自清洗选 项将按照 “助焊剂冷凝保养 选项” 上列出 的 “循环持续 时间: 时间” 指定的时间运 行, 并在设置向导中的间隔 时间结束时复 位。 D. 清除 …
156
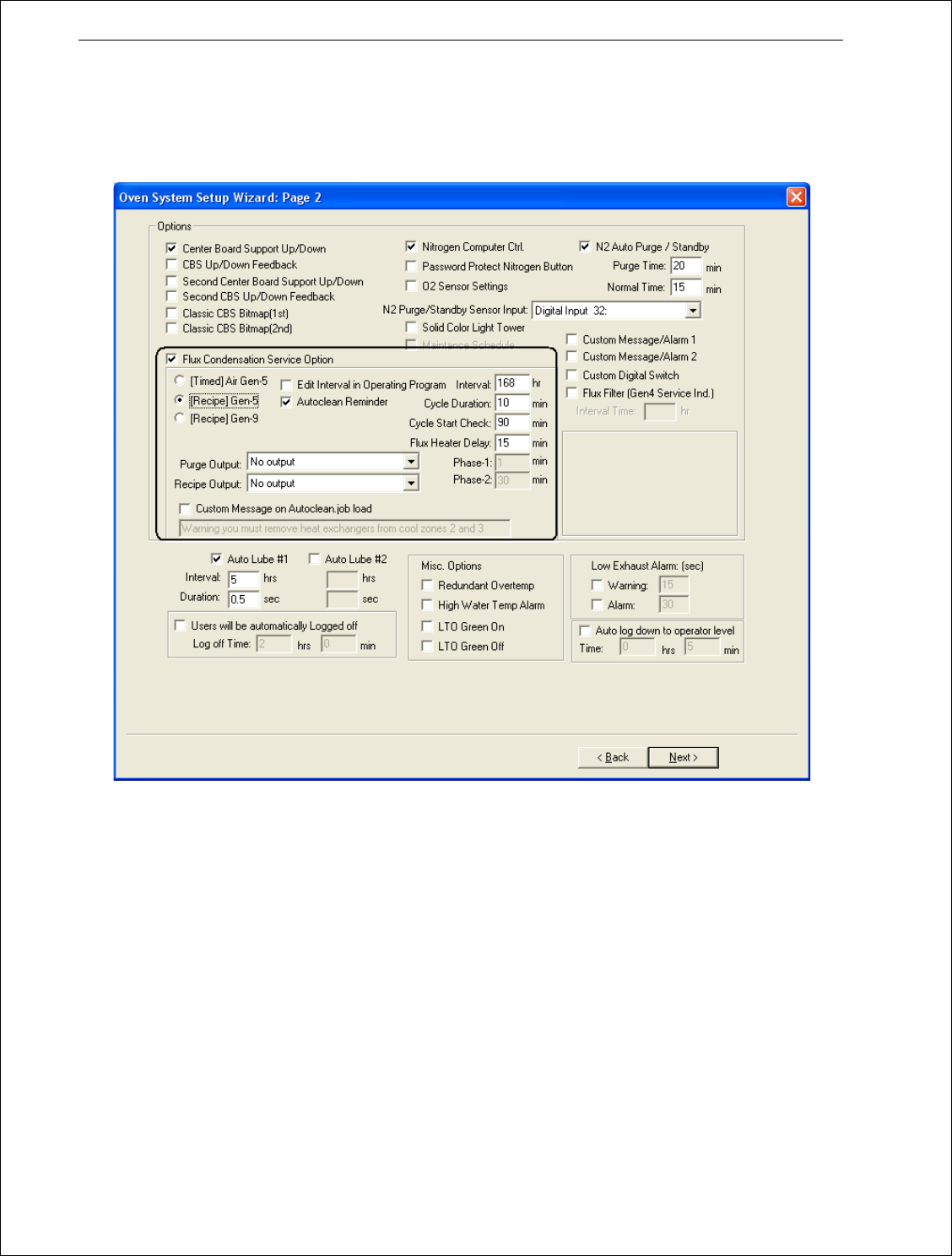
B. 氮气助焊剂系统的操作,Gen-V(程序选项)
1、 从程序菜单“回流炉工作站”选择“回流炉系统设置向导”。
2、 进入“回流炉系统设置向导”
第
2
页
。
3、 确认点选“助焊剂冷凝保养选项”复选框。
4、 选择程序功能(仅适用于氮气回流炉),该功能中间隔时间无效。
需要正确设置“定时器循环持续时间”、“循环启动检查”和“助焊剂加热丝延 迟 ”。
5、 为所需高温设定点创建文件名为“autoclean.job”的程序(回流区和冷却区温度均应为 250℃ )。
6、 载入文件名为“autoclean.job”的程序。
i、 “定时器循环启动检查”倒计时,助焊剂收集箱冷却空气吹风马达关闭。
ii、 所有加热区变为绿色后,“助焊剂加热丝延迟定时器”开始倒计时。
iii、 助焊剂加热丝延迟定时器结束时,助焊剂排气吹风马达关闭,助焊剂加热丝(冷却区)开
启。
iv、 所有加热丝控制区进入正常状态后,助焊剂冷凝“循环持续时间”定时器开始倒计时。“循
环持续时间”结束时,将载入“冷却”(Cooldown)程序。
v、 如果“循环持续时间”定时器没有在“循环启动检查”定时器终止时启动,将伴随报警信
息载入“冷却”(Cooldown)程序。
vi、 在该自动清洗过程中,灯塔将保持黄色,以防意外地在回流炉中运行产品。
vii、 作为选项,在回流炉完成自动清洗循环后,可以自动载入生产工作。点击工具栏上方的“工
具 ”( UTILITIES),选择在自动清洗循环结束时载入冷却或生产工作(参照“系统软件操
157
作指南”,C.4.f 部分)
C. 空气助焊剂系统的操作,Gen-V(手动)
可以使用手动优先方式在“定时”模式下操作自清洗功能。要使用该功能,所有区都必须为高温(所
有区必须为绿色)。
• 在主操作界面的工具栏上按下 图标。
• 自清洗选项将按照“助焊剂冷凝保养选项”上列出的“循环持续时间:时间”指定的时间运行,
并在设置向导中的间隔时间结束时复位。
D. 清除 Gen-V 助焊剂收集系统中堆积的助焊剂:
1、 请参见“介绍”-“安全防范”中第 II.11 节“锁定/标定程序”。
2、 打开回流炉的顶盖。
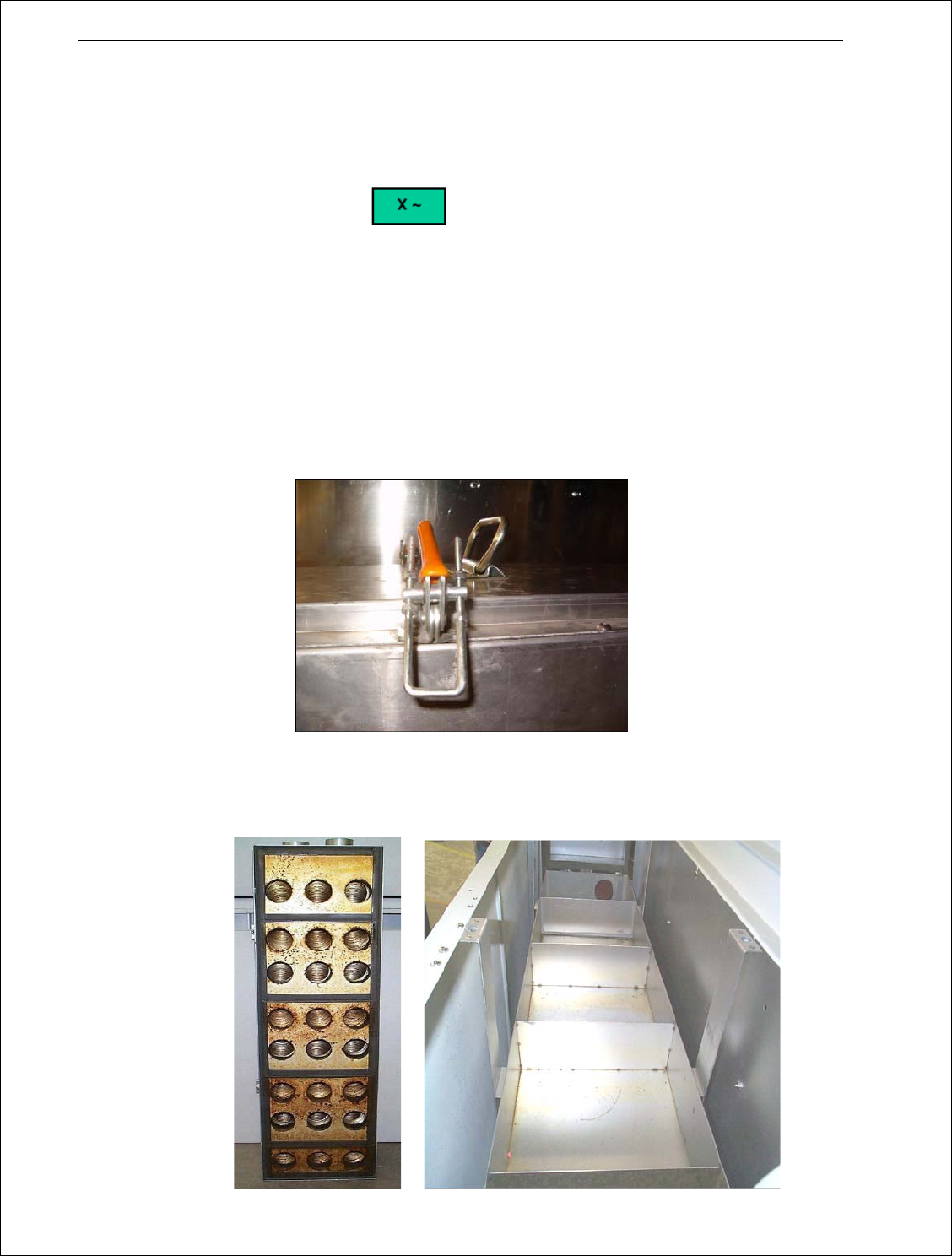
3、 向上移动助焊剂收集箱的四个固定夹,取出收集箱。露出冷凝池。
4、 如果您的助焊剂系统含有可选的收集托盘,分别将它们拆下,除去助焊剂,按照 E 节地指导说明加
以清洗。
5、 如果您的助焊剂系统没有可选的收集托盘,清洗冷凝收集盘的底部,仅使用得到核准的清洗剂.
158
小心:确认所有的清洗剂气体已经全部挥发后,再盖上助焊剂冷凝冷却组件。
• 重新装上冷凝冷却组件的上盖。
E. 清洗助焊剂收集托盘
• 请参见“介绍”-“安全防范”中第 II.11 节“锁定/标定程序”。
• 打开回流炉进口处的两个上盖。
• 松开所有 8 个固定夹,取出两个助焊剂收集箱。
• 取出助焊剂收集托盘,刮除堆积的助焊剂残留物。
使用“ALPHA ”型皂化剂(零件编号 2110)或其它类似化学用剂,清洗回流炉内壁和助焊剂收
集托盘。推荐在内壁仍然发热(约 60℃)时清洗回流炉。在该温度下,助焊剂将保持柔软,更易于
刮除。
在助焊剂收集托盘内放置铝箔衬里,然后将其放回原处,使下一次更方便地进行助焊剂收集托
盘的维护。
XVI. 液体热交换器
Heller 为炉子的水冷循环系统提供规格为 50微米的液体过滤器。请参阅更换要求的维修计划。
在机器上的进水口处安装一个 Y 形滤网或水过滤器。
每星期检查热交换器系统入口处的水过滤器,必要时更换滤芯。
每六个月,根据冷却水的水质要求,关闭热交换器的冷水管,用 CLR 或类似功能的清洗液冲
洗 20-30 分钟。有关于管路内去除沉淀物的信息,请联系当地的水管供应商,这样清洗能清
除管路中的沉淀物。清洁后用清水清洗热交换器并接回水路。
XVII. 冷凝筒的维护
<具体参考 SOP-MK5-056 保养维护>
这个系统要按每周或每月一次的维护计划维护,维护计划包含以下任务。
项目
周期
任务
1
每周 检查并清洁助焊剂收集瓶
2
每周 清洁冷凝管绕组和助焊剂收集冷却筒外管内壁
3
每周 检查水过滤器,如果阻塞就更换