591968 Heller Chinese Manual Rev-C.pdf - 第86页
81 G. 升降器系统 要检查回流炉炉膛,可以使用安装在回流炉进口端、计算机键盘旁边的钥匙开关。 警告 :当回流炉 还很热的时候,操作员 会暴露在很热 的环境中。 升降器系统的占 空比最大 为 10% 。升降器 工作时间 与停止时间 的最大比率为 2 分钟 /18 分钟。 HELLER 建议控制 器与驱动 器设置相同 的占空比 。 III . UPS 选项 可选 UPS 单元位于回流 炉的底架中。当回流 炉与电源 连接并起动时,电池单 …
80
请遵循以下步骤正确设置水流量开关的参数:
1) 对于特殊的流量开关,先把流量开关的白线及黑线从回流炉电路中断开,测量两根线之间
的电阻值。
2) 加载 wakeup 程序.
3) 设置工厂供水系统流量为 1.2 GPM.
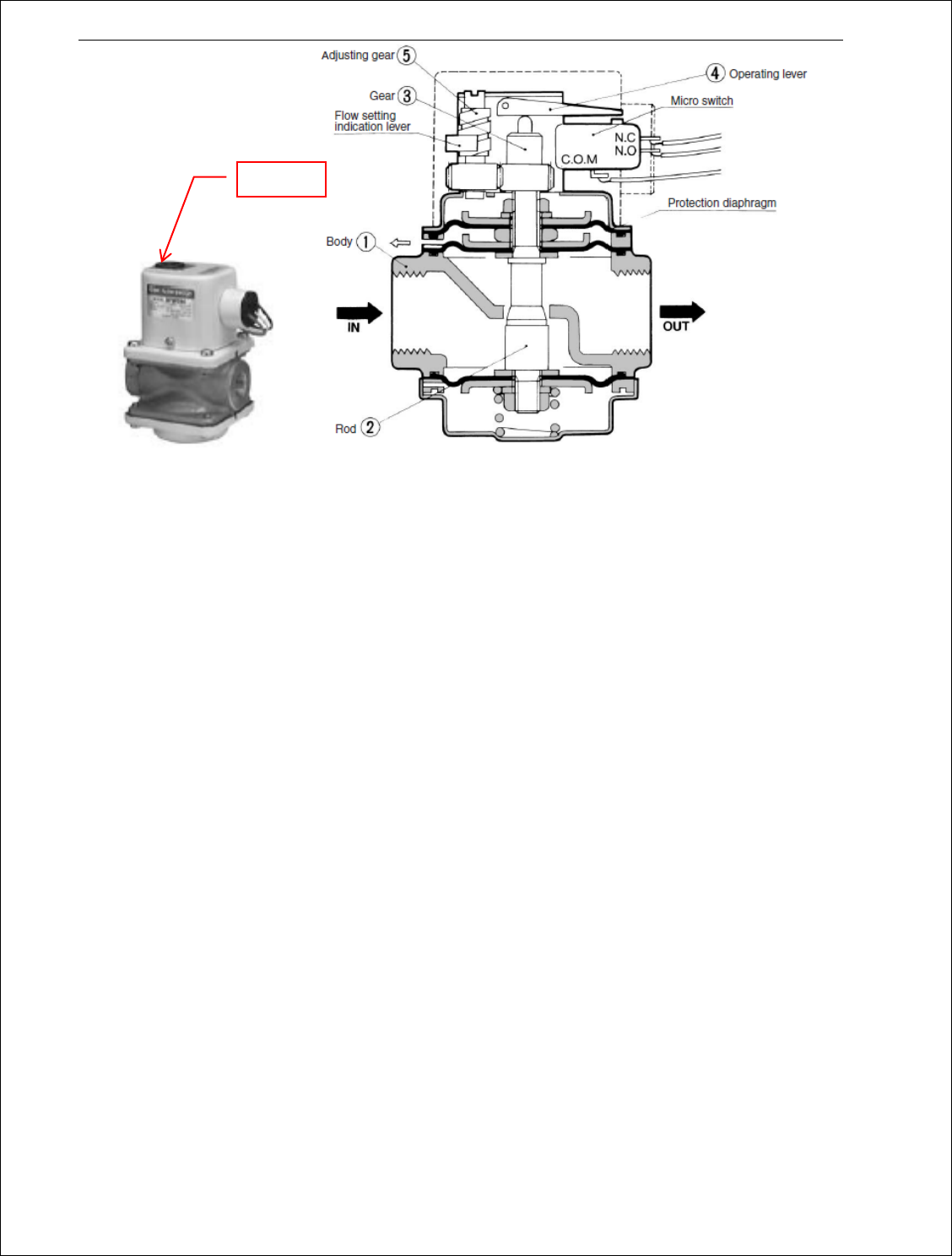
4) 移走顶部的橡皮塞,用一字螺丝刀转动轴来调节流量(顺时针方向旋转(+)增大流量设定
值;逆时针方向(-)降低流量设定值)
5) 首先观察刻度表,把流量设定值降低到低于 4 公升/分钟。用万用表检测显示接点闭合。
6) 顺时针方向缓慢调节轴,并观察万用表上的显示值。当万用表显示接点断开时,停止旋转。
7) 增加工厂供水系统流量值到 1.3GPM,确保万用表检测接点闭合。
8) 降低工厂供水系统流量值到 1GPM 以下,确保万用表检测接点断开。
9) 重复五次上述步骤 7 跟 8,核实结果是一致的。
10) 装上橡皮塞
11) 连接黑线及白线到回流炉电路中.
12) 对于回流炉上安装有多个水流量开关的情况,每个水流量开关都需要按这个步骤设置。
在回流炉安装向导第二页中,选择“高水温报警”选项激活此功能。
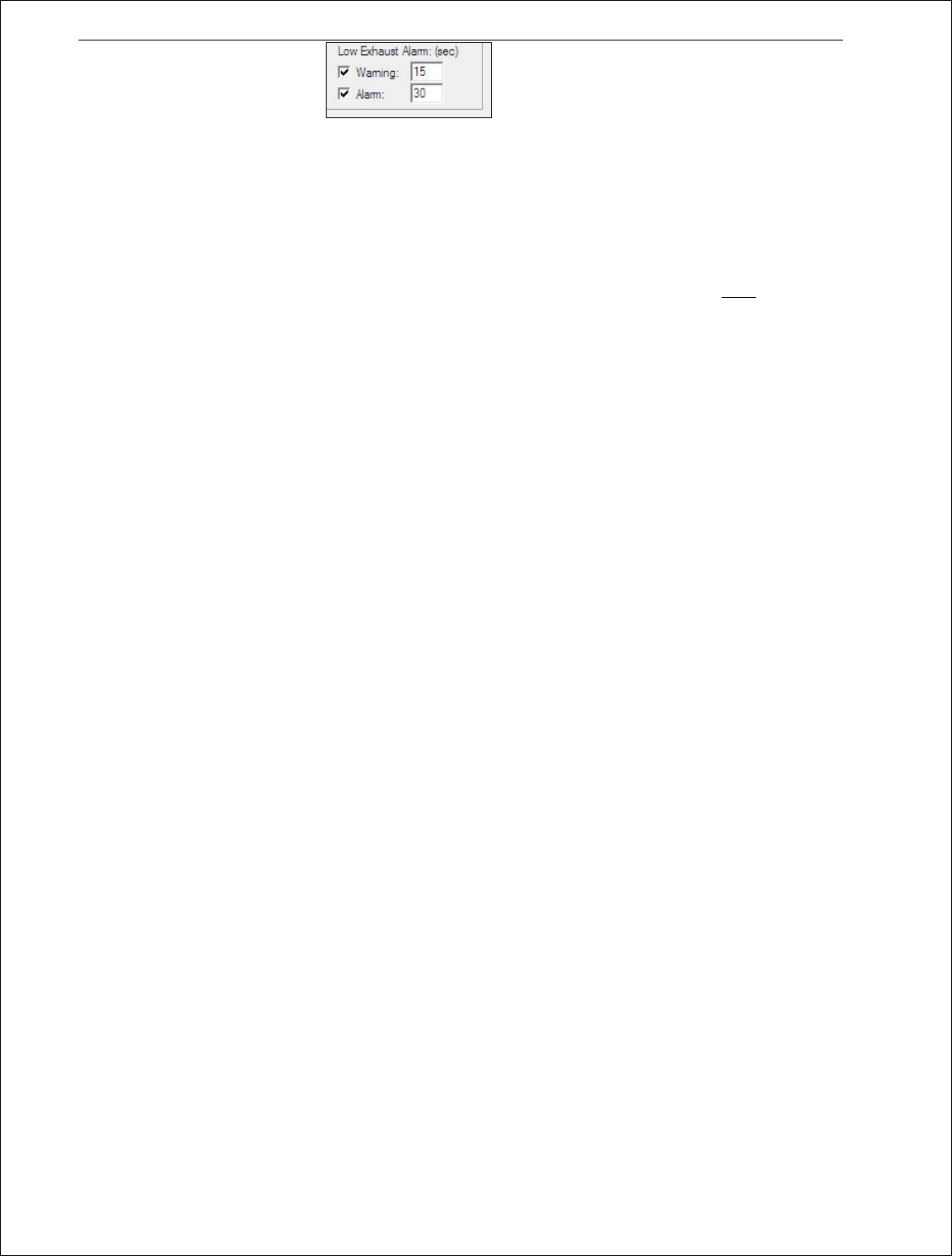
F. 排风报警选项
回流炉上可以配置排风报警选项来监测排风系统的运行。在排风能力不足或者排风系统关闭的情况
下,回流炉会加载冷却程序并且发出“低排风报警”的报警信息。此选项需要在回流炉安装向导第
二页中激活。默认情况下警告时间为 15 秒,报警时间为 30 秒。这些检查排风能力的排风压力开关
都安装在回流炉顶部靠近排风口的地方。
橡皮塞
81
G. 升降器系统
要检查回流炉炉膛,可以使用安装在回流炉进口端、计算机键盘旁边的钥匙开关。警告:当回流炉
还很热的时候,操作员会暴露在很热的环境中。
升降器系统的占空比最大为 10%。升降器工作时间与停止时间的最大比率为 2 分钟/18 分钟。
HELLER 建议控制器与驱动器设置相同的占空比。
III.UPS 选项
可选 UPS 单元位于回流炉的底架中。当回流炉与电源连接并起动时,电池单元即开始充电。在总电
源断开、输入电压过低,或者变压器或相应电路断路器故障时,该单元将被激活。该系统的作用是维持
计算机和控制板中的程序,直至它们备份完毕;并为 EHC 提供电力,确保清出回流炉中的任何产品。较
大容量的 UPS 单元(可选)将允许使用升降器打开回流炉的顶盖。UPS 系统仅为上述提到的电路提供临
时电源。该设备不为加热丝和吹风马达提供电源。
参考 UPS 单元的 OEM 说明手册获得有关该装置操作原理的更多信息。
IV.EHC (轨道输送链条系统) 及其选项
A. 说明和标准操作
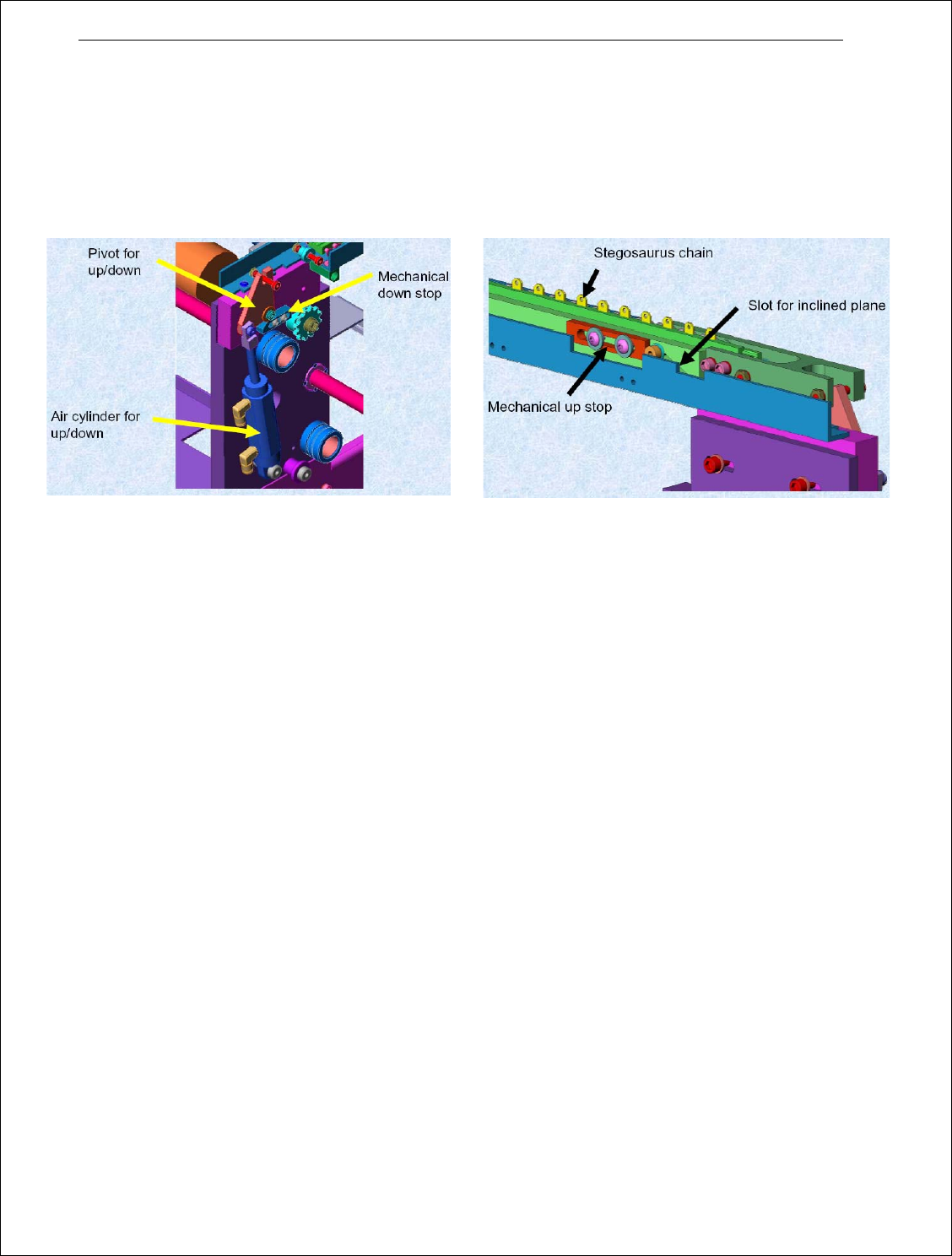
每种 Heller 回流炉型号可以配备单通道 EHC 和双通道 EHC。 每个 EHC 具有一个固定轨道和一个可
调节轨道。可调节轨道可以通过动力驱动或可选的计算机控制移动到位。宽度调节动力驱动的控制位于
回流炉的进口端,在计算机键盘上方。钥匙开关控制调节的方向。安装在开关旁的速度控制器可改变轨
道行进的速度。需要长距离行进时,可使用高速使轨道到位。在最终位置调节时使用低速。为防止过行
程,在输送带轨道的调节极限处设有
限位开关。EHC 应通过调节使得链销支撑电路板的尽可能多的部分,
从而减少落板的可能性,同时不能将板挤压得过紧,以免卡死。经过正确的调节,电路板应能在链条上
自由滑动。
在双通道 EHC 中,输送带可以相同速度、或选择不同速度传输电路板。
必要时,按下紧急停止按钮将停止 EHC 的所有运动。向上拉出停止按钮,并按下复位按钮,可以重
新启动。
B. 计算机控制可调节轨道定位选项
使用回流炉操作程序,有两种调节轨道位置的模式:自动模式和手动模式。最多可以用计算机控制
调节四个轨道。
在自动模式中,当输入任何新的程序时,轨道首先将行进至零点位置,然后移动至指定位置。由于
电路板宽度的制造差异,需要调节输送带的位置,这可以通过软件完成。要调节输送带的宽度位置,进
入主操作界面,选择轨道设定点窗口,输入新的宽度值,然后按您键盘上的回车键或点击鼠标左键。轨
82
道将调节至新的宽度值。
在手动模式中按操作界面上的按钮,可以让轨道移动。
作为选项,可随同计算机控制电路定购手动轨道控制。
C. 中部支撑选项
当较宽或较薄的电路板通过回流炉在可调节轨道上进行处理时,该选项可防止其弯曲或下陷。过度
下陷会导致电路板从可调节轨道的链销上坠落,或在焊接后试图拉直电路板平面时引起焊料连接处不当
的变形。
可调节轨道之间的中心板支撑可通过丝杠调节至所需位置。该丝杠由其自带电机驱动,独立于调节
轨道位置的电机和丝杠。调节中心板支撑的控制器位于可调节轨道控制器旁边。
要调节计算机控制的中心板支撑的位置,进入主操作界面。“ RAIL 1”( 轨 道 1)窗口用于调节中心
板支撑的位置。“RAIL 2”( 轨 道 2)窗口用于调节轨道位置。选择“RAIL 1”窗口,输入所需值,然后
按您键盘上的回车键或点击鼠标左键。中心板支撑将移动至新的位置。
对于计算机控制的中心板支撑的垂直调节,进入主操作界面,用鼠标选择中心板支撑标志,上下移
动中心板。
要调节中心板支撑轨道,拧松安装在中心板支撑轨道两侧的辊子支架上的两个螺钉,上下调节轨道,
然后拧紧螺钉。确保中心板支撑链条高度比可调节轨道链条相差+0 至-0.08”(+0 至-0.20 厘米),这
样可以支撑下陷的电路板,但不会落板或使电路板高于轨道链销。
要安装中心板支撑链条,应确保该链条的链节位置如
图
18 所示。