591968 Heller Chinese Manual Rev-C.pdf - 第96页
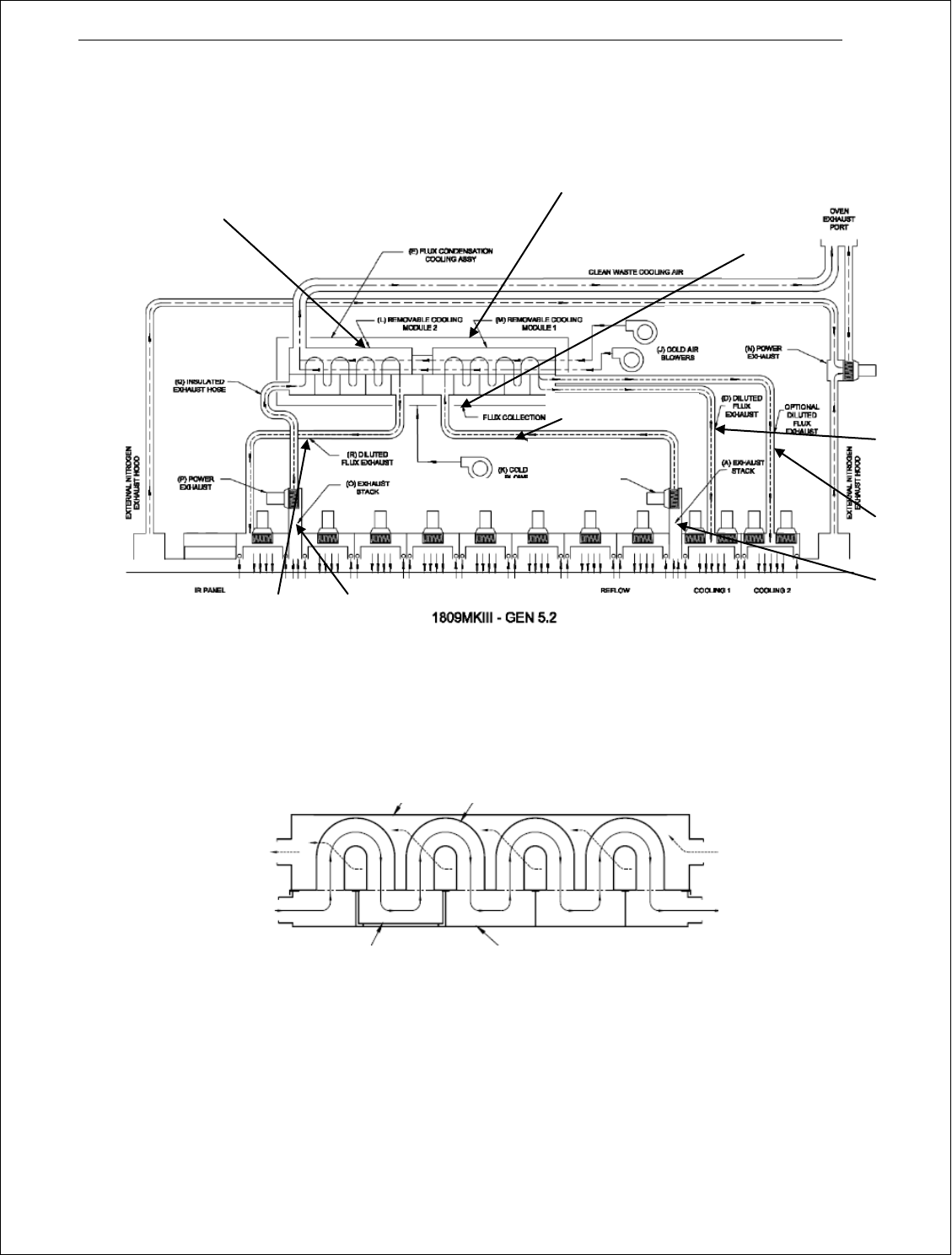
91 图 25 ( L ) 可移除冷凝冷却模块 ( G )冷凝冷却管 冷却空气排出 冷却空 气进入 助焊剂空气进入 助焊剂空气排出 ( H )可移除收集托盘 ( F )冷凝池 图 26 E )助焊剂冷凝冷却组件 清洁的废弃冷却空气 回流炉排气口 ( M ) 可移除冷却模块 1 ( M ) 可移除冷却模块 2 ( Q )绝热 排气软管 ( P )动 力排气 外部氮 气排气 罩 IR 面板 ( R )稀 释助焊 剂排出 管 ( O )排 气…
90
道中抽出来,排到助焊剂收集系统中,一个第 2,3 个区之间,另一个位于位于最后一个回流区和第一个
冷却区之间。该系统利用一系列的冷凝冷却管,在将抽出的气体送进炉子第二区和冷却区之前,去除其
中的助焊剂颗粒。助焊剂颗粒积聚在收集系统的内壁上,约二至三周后形成晶体。
每 2-3 周,应该定期进行 1-2 个小时的维护保养,启动“助焊剂自动清洁”菜单。(参见下图助焊剂
冷却维护,“自动清洁”选项)。这时会将助焊剂晶体加热至熔化温度,使之液化,然后排入可移除的收
集托盘。根据实际的助焊剂消耗情况,收集托盘的容量可以保存三至六个月的助焊剂。托盘可以用溶剂
清洁完后重新使用,或者贴上便于清洁的锡箔纸。通过 Heller 服务部也可以更换为新的托盘。
系统部件(参见
图
25
和
26)
(O)“ 排风口”:位于上加热区 2 和 3 中间的预热区。
(P)“ 吹风马达抽风盒”: 位 于 排风口上方的预热区。
(Q) “隔热排气软管”:从排气吹风马达至助焊剂冷凝冷却组件(助焊剂冷却模块 2), 直 径 为
三英寸(3”)【 7.62 厘米】的管子。
(R)“稀释助焊剂排出管”:从助焊剂冷凝冷却组件(助焊剂冷却模块 2)至上加热区,直径为
三英寸(3”)【 7.62 厘米】的管子。
部件功能:
· 回流炉中载有助焊剂的气体,通过排气竖管(B和P)上方的助焊剂收集箱吹风马达,经由回流
区和预热区的排气竖管(A和O)排出。
· 助焊剂收集箱将载有助焊剂的气体经由直径3英寸的隔热管(C和Q),传送至助焊剂冷凝冷却组
件(E)(可移除冷却模块2和模块1)的进口处。
· 载有助焊剂的气体通过一系列的收集盘(F)和冷却管(G)时,助焊剂将积聚在冷却管的内壁
和收集托盘(H)的内壁上。
· 安装在顶盖后部内侧的两个外部吹风马达(J)为冷却管外部供应冷却空气。安装在回流炉底架
中的第三个吹风马达(K)为冷凝池供应冷却空气。
· 然后清洁的、已冷却和稀释的助焊剂气体通过直径3英寸的管道(D和R),经由上加热模块2和冷
却模块1返回至回流炉。
· 冷凝冷却模块(L和M)很容易取出,以便检查助焊剂的堆积情况或更换助焊剂收集托盘。
· 回流炉还在每端拥有标准的外部氮气排出罩,以捕捉逸出的氮气。逸出的氮气气氛可能含有一
些助焊剂烟雾,将被吹风马达抽风盒(N)吸送至组合排气口。
91
图
25
(L)可移除冷凝冷却模块 (G)冷凝冷却管
冷却空气排出 冷却空气进入
助焊剂空气进入 助焊剂空气排出
(H)可移除收集托盘 (F)冷凝池
图
26
E
)助焊剂冷凝冷却组件
清洁的废弃冷却空气
回流炉排气口
(M)可移除冷却模块 1
(M)可移除冷却模块 2
(Q)绝热
排气软管
(P)动
力排气
外部氮
气排气
罩
IR 面板
(R)稀
释助焊
剂排出
管
(O)排
气竖管
(
K
)冷空气吸风机
助焊剂
收集清
洗箱
(
J
)冷空气吸风机
(N)动
力排气
(D)稀
释助焊
剂排出
管
可选助
焊剂排
出管
回流区 冷却区 1 冷却区 2
(C)稀释排气软管
(B)动 力
排气
( A)
排气竖
管
92
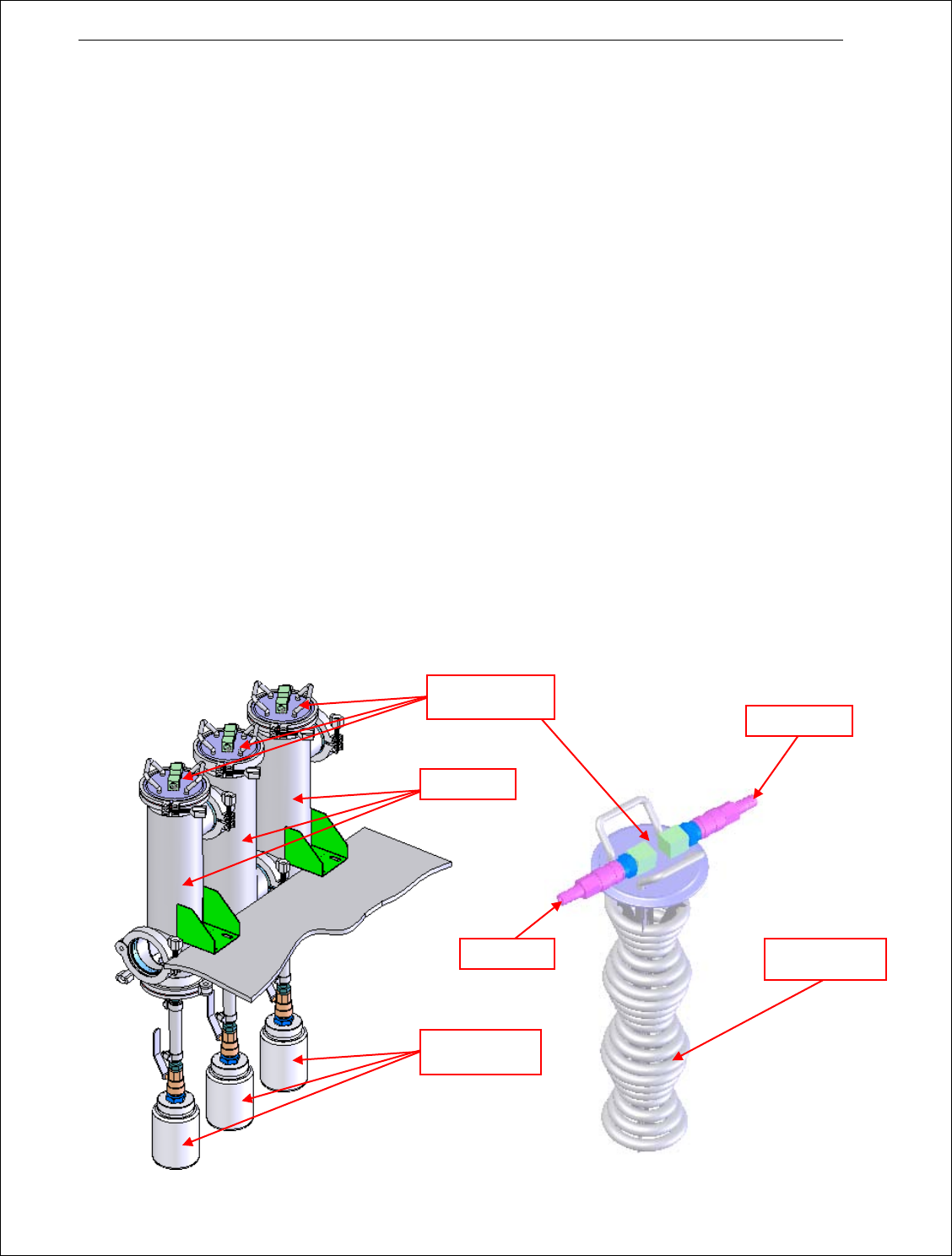
助焊剂收集冷却筒(COOL PIPE)助焊剂收集选项
工作原理
助焊剂收集冷却筒(
COOL PIPE)
系统利用位于第二和第三对流区的抽风系统以及最后加热区和
冷却区之间的抽风系统,抽出含有助焊剂颗粒的气体,然后经过助焊剂收集冷却筒系统过滤并收集。
该系统是由一系列的水冷却管绕组组成(位于助焊剂收集冷却筒内部),来冷凝和结晶助焊剂。炉膛
内的废气通过顶部的第二对流区和选定的冷却区抽取后,助焊剂颗粒冷被收集在冷却管绕组的表面。
最初要求每周清洗冷却盘管,定期维修的频率将取决于后续生产过程和数量。
作为一个选项,水循环可以是开环的也可以是闭环的。开环水循环中助焊剂收集冷却筒系统必
需很冷的水源供水,比如一台专门的冰水机。闭环水循环中炉子内部有水泵和散热器与助焊剂收集
冷却筒系统连接。在所有情况下冷却水中都混合防腐剂。水的最低品质要求
参见“设备安装”第 VIII
节 ,
如果不能保证最低品质要求,请联系制造厂家。
每周都要拆开助焊剂收集冷却筒系统取出冷却管圈绕组清理表面积累的助焊剂,
参见“维护程序”
第 XVII 节。
在炉子运行中由高温报警器监控水循环水温。当水温达到或超过 85 摄氏度时,高温报警器就会
报警并运行冷却(COOLDOWN)模式。
进水口
出水口
不锈钢绕管
外管
助焊剂收集瓶
冷却管圈绕组