591968 Heller Chinese Manual Rev-C.pdf - 第157页
152 将第二个热电偶焊接在通常是温度最高的位置。该高温点一般位于电路板角落未使 用的空白部分。 避免将两个热电偶接头 放置同一个电 路通道中,因 为会产生相互 干扰。 将热电偶固定在元器件 和电路板上时 应使用尽可能 少的焊料 , 最大限度地 减小对局部热质量 的改变, 以免影响热电偶的准确 度和响应时间 。 将热电偶粘贴在电路板上,以免在处理过程中接头受力;并将热电偶的电线套入线 管,防止卷入到 输送带中。 将电路板放在输送带上,用…
151
mV
校准温度℃
1.203
30
4.096
100
6.138
150
8.138
200
10.153
250
14.293
350
20.644
500
如果读数在以上范围之内,则控制器在校准范围内。如果控制器超出范围达±3.0℃以上,请与工厂
联系安排校准控制器。
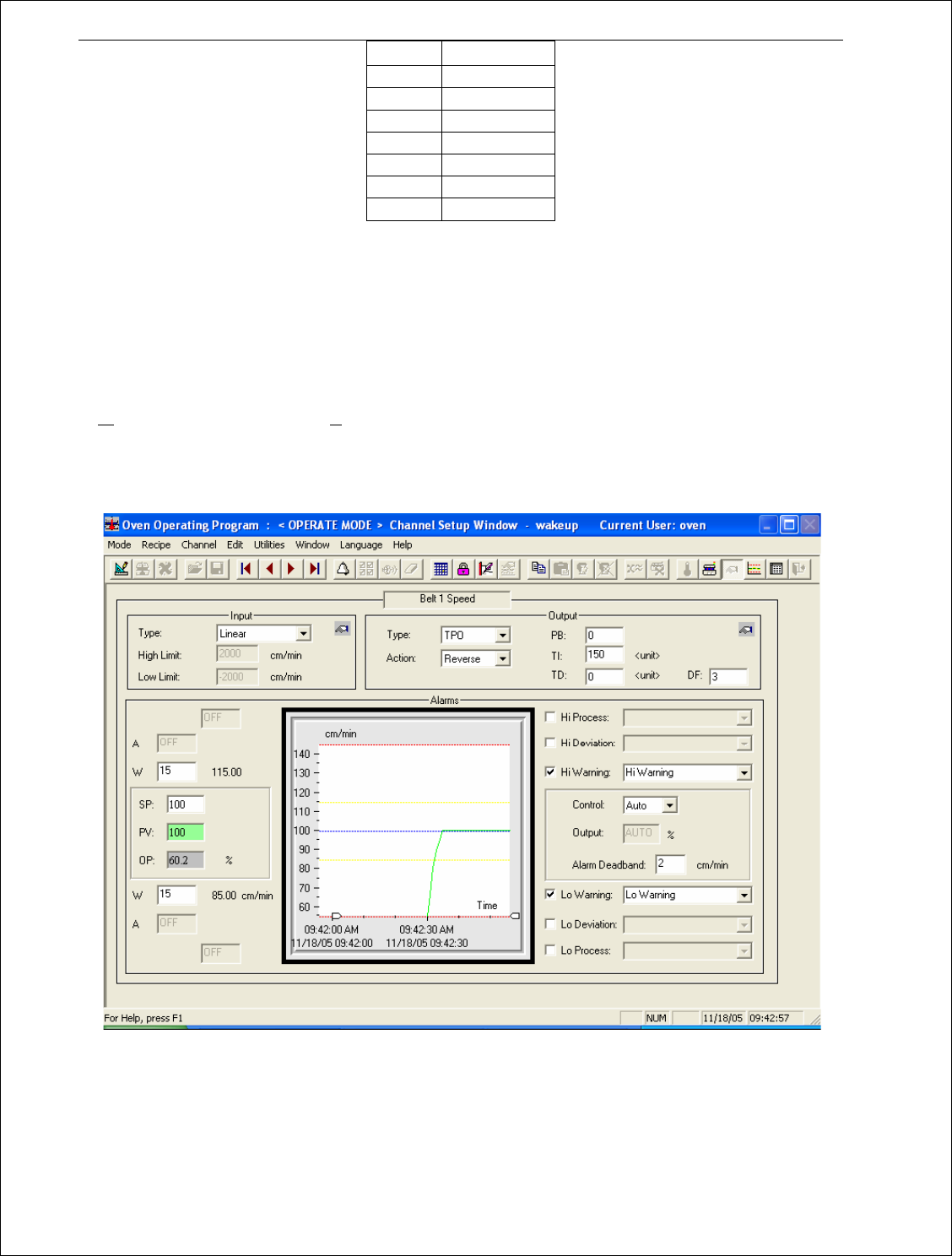
C. 检验传送装置速度的校准
HC2 控制板的传送装置速度控制区专用于控制输送带的速度。可以方便地进行校准。从“窗口”
(W
indow)菜单选择“控制区”(Channel), 选 择 “ 传送装置速度 ”( Belt speed)控制区。将带速设定点
更改为 60 厘米每分钟。使用卷尺和秒表,测定输送带行进 60 厘米的时间。如果时间差异超过±2%( 1.2
厘米),参见
操作指南中的第 XVI 部分(可调节输送轨道(EHC)和网带传动马达控制器调节),并检查
系统软件操作指南中的系统设置向导部分。
XIII.监测程序
将一个热电偶固定在电路板组件上通常升温最慢的点上。该点可能是 PLCC、QFP 或 BGA 的引线处。
首先,将需要固定热电偶的元器件的一些引线接头上的焊料去除,用高熔点合金重新焊接。必须去除已
有的焊料以避免冲淡高温焊料,使之熔点降低。然后使用高温焊料将热电偶接头固定在这些引线上。
152
将第二个热电偶焊接在通常是温度最高的位置。该高温点一般位于电路板角落未使用的空白部分。
避免将两个热电偶接头放置同一个电路通道中,因为会产生相互干扰。
将热电偶固定在元器件和电路板上时应使用尽可能少的焊料,最大限度地减小对局部热质量的改变,
以免影响热电偶的准确度和响应时间。
将热电偶粘贴在电路板上,以免在处理过程中接头受力;并将热电偶的电线套入线管,防止卷入到
输送带中。
将电路板放在输送带上,用合适的夹具固定在位,使得电路板不会在输送带上滑动。如果热电偶接
头位于走线上,该走线必须与回流炉接地绝缘。
通过正确地设置每个加热区的温度和输送带的速度,可以获得理想的结果。请参考“KIC 软件指南”
中有关运行监测程序的说明。
不需要在生产前对每个组件进行温度曲线检测。Heller 回流炉具有很广泛的工艺范围。如果与其它已
经拟定程序的电路板的尺寸和密度接近,可以使用相同的温度曲线程序,无需更改设定点。
有时不同的电路板仅需更改传送装置速度,除非组件密度有根本性的差异。如果在多层电路板中具
有很重的接地板和散热片,可能需要重新修改监测程序。
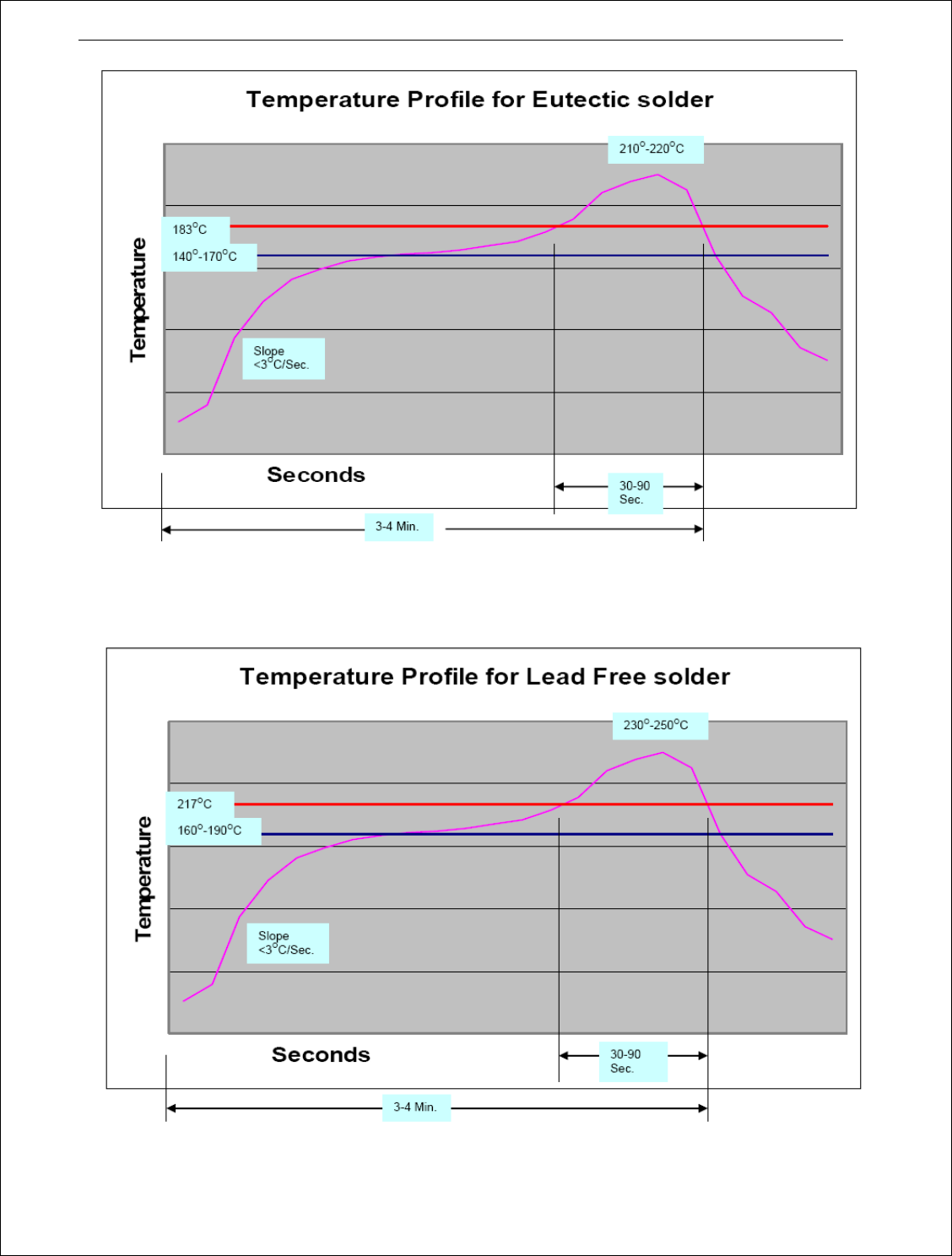
正确的监测取决于电路板的结构、生产量要求和焊膏。咨询焊膏生产商推荐温升速度、活化温度、
回流时间以及回流温度。Heller 回流炉已成功使用多种焊膏,包括新一代的“免清洗”焊膏。参见下图
共晶焊和无铅焊的典型温度曲线。
电路板上的最高和最低温度的最大差异最好应低于 20℃,温度最高点应低于焊料熔点以上 40℃,最
低温度应高于焊料熔点以上 15℃。
一般来说,对不同类型的电路板组件,可以设置通用的监测程序,通过改变传送装置速度获得合理
的结果。主要使用小型电阻和电容芯片的电路板可以比密集使用大型 PLC 的电路板以较快速度运行。所
有电路板的传送装置速度必须通过实验确定。『出厂设置的传送装置速度为:1700 型 23.6 英寸每分钟(60
厘米每分钟),1800 型 31.5 英寸每分钟(80 厘米每分钟),1809 型 31.5 英寸每分钟(80 厘米每分钟)以
及 1900 型 39.4 英寸每分钟(100 厘米每分钟)』
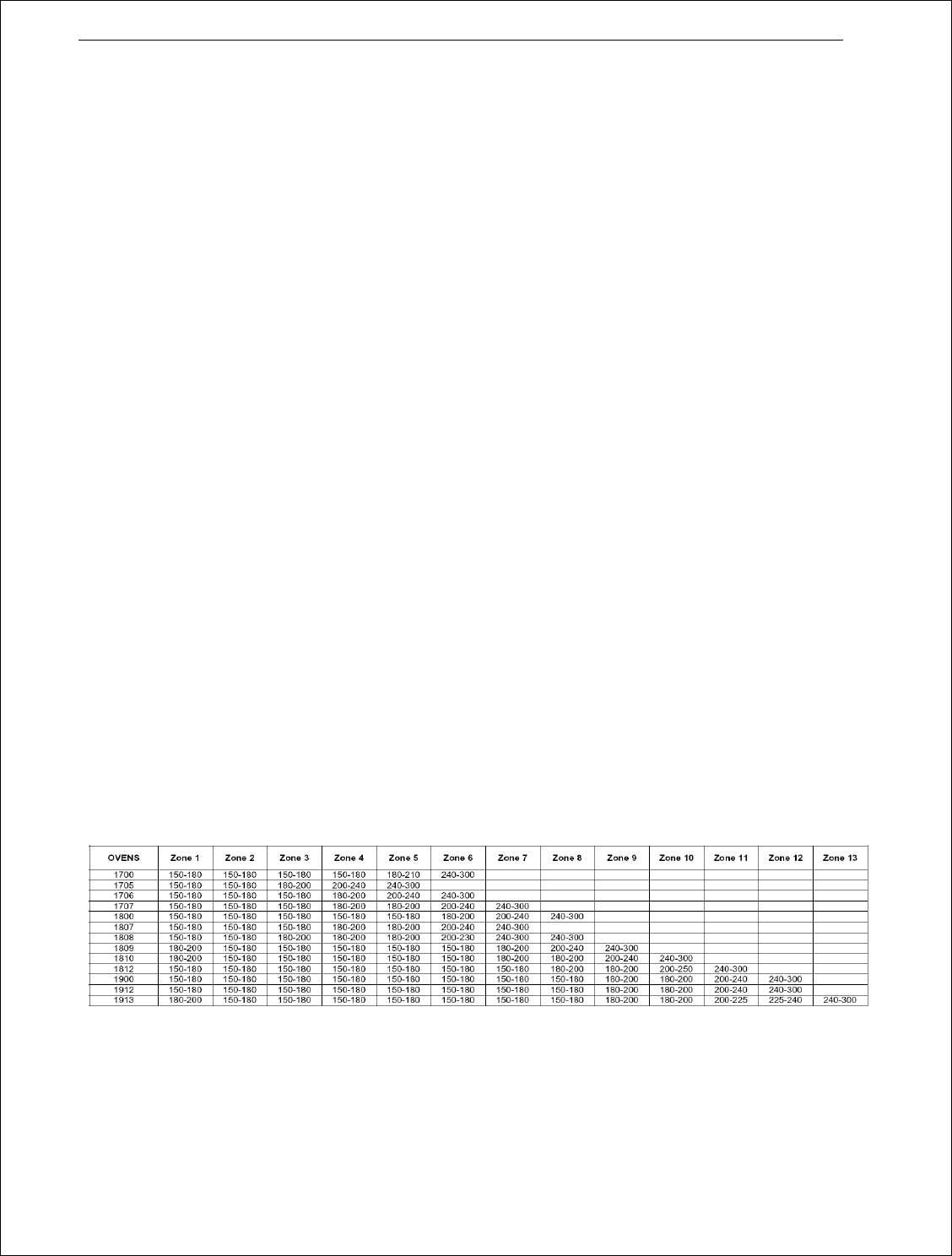
推荐的温度设定起始点(单位℃)如下表所示:
153
共晶焊的温度曲线
温度
斜率<3℃每秒
秒
3-4 分钟 30-90 秒
无铅焊的温度曲线
温度
斜率<3℃每秒
秒
3-4 分钟 30-90 秒