591968 Heller Chinese Manual Rev-C.pdf - 第128页
123 4 、确认编码器的接 线线路连接牢固 ,即编码器延 长线和 HC2 控制板端 的连接以及与编码器的 连接端。 5 、每运转 2000 小时后检查碳刷。长度是 否是 3 /16 ”( 4.8mm )或者 小于它,请用两个同样等级材料更换它。检查和更换它请看维护保 养部分。 B 、软件 1 、 从“窗口” ( W ind o w )菜单上选择“通 道设置 ”( C han nel Se tup ), 并选择“带 1 速度控制 区” …
122
或升高 OP%)调节最高速度微调电位计。
B、 将样板放在可调节输送轨道(EHC)和网带上,使用任意的参考标识,记录板速。将
计算的速度(距离/时间,单位:厘米/分钟)与计算机设定值相比较。(容差±1.2 秒)
C、 如果计算速度并非 188 厘米/分钟(等于 PV),检查回流炉系统设置向导中的带速控制
参数(第 6 页),
看操作系统的软件部分
-Q 设置向导参数设置。
D、 如果计算速度小于 188 厘米/分钟,而且最高速度微调电位计处于最大设定值,请联
系 HELLER 服务部的帮助
设定最低速度和最高速度微调电位计之后,设置带速设定点=90 厘米/分钟,并观察 OP%
应在 48%±3 左右。如果不在这个范围内请再次调节最低速度和最高速度设定值或者联系
HELLER 服务部。
完成速度调节后,以不同速度测试 EHC,并将实际值与设定值相比较。
III、 电流限值调节。(仅适用于无离合器操作系统)
应仅在最低和最高速度调节完成后执行该校准。传输力的理想阈值是 30 至 40 英寸磅。
这是使得传输传动马达控制器停止(电流限值)EHC 所需的力。
A、 在软件应用程序中,将计算机控制速度的设定值置为 90 厘米/分钟。(48%功率)。
B、 对于无离合器操作,使用 10-100 英寸磅范围、3/8”口径的扭矩扳手,以及 5/8”
开口端、3/8”口径的开口扳手。设定扭矩扳手为 40 英寸磅。
C、 结合机器的方轴前后方用翘棒扳起底部和限制驱动器动作,注意先出现哪种情
况:输送带停止,或扭矩扳手指示 40 英寸磅。
D、 如果扳手在输送带停止之前指示,逆时针转动微调电位计,降低电流限值的阈
值。
E、 如果输送带在扳手指示之前停止,则顺时针转动微调电位计,增加阈值。
F、 重复步骤 B 至 E,直至传送装置速度设定值为 60 厘米/分钟时,扭矩扳手指示
35 至 40 英寸磅。
完成电流限值调节后,以不同速度测试 EHC,检查是否测力计读数在 30 至 40 英寸磅的范
围之内。
F、低压问题
参见故障维修
I.A
部分。
G、二次电源
参见故障维修
I.B
部分。
XVII
.输送带没有以正
确速度运行或没有保持
恒定速度
检查:
A、硬件
1、按照故障维修 XV.D
部分,
的说明,检查输送带是否有机械卡死。
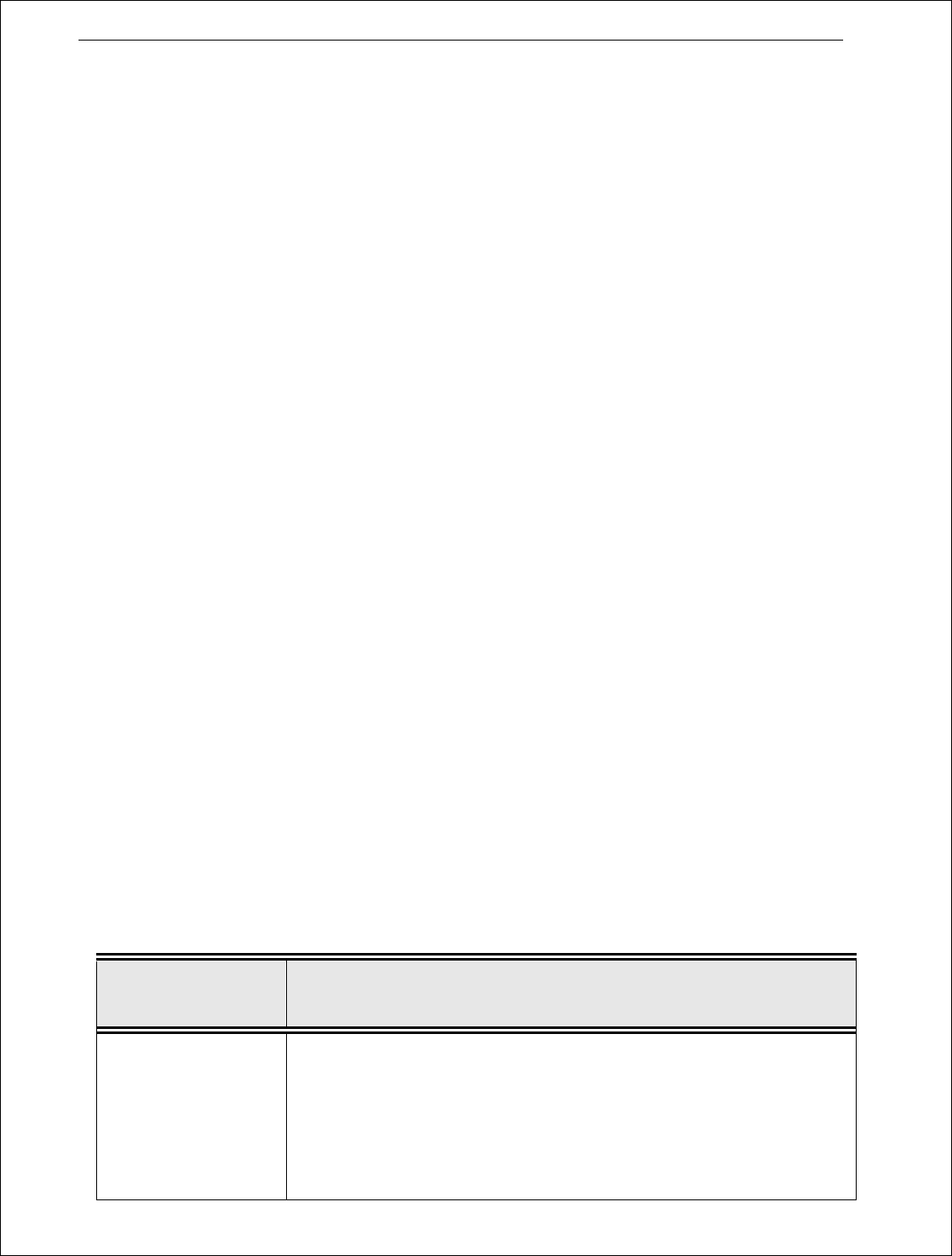
2、检查确认编码器上的紧定螺钉已拧紧。
3、有可调节输送轨道的,编码器应该安装在方轴上。如果没有可调节
输送轨道(只有网带)的,编码器应安装在网带驱动轴上。
123
4、确认编码器的接线线路连接牢固,即编码器延长线和 HC2 控制板端
的连接以及与编码器的连接端。
5、每运转 2000 小时后检查碳刷。长度是否是 3 /16”( 4.8mm)或者
小于它,请用两个同样等级材料更换它。检查和更换它请看维护保
养部分。
B、软件
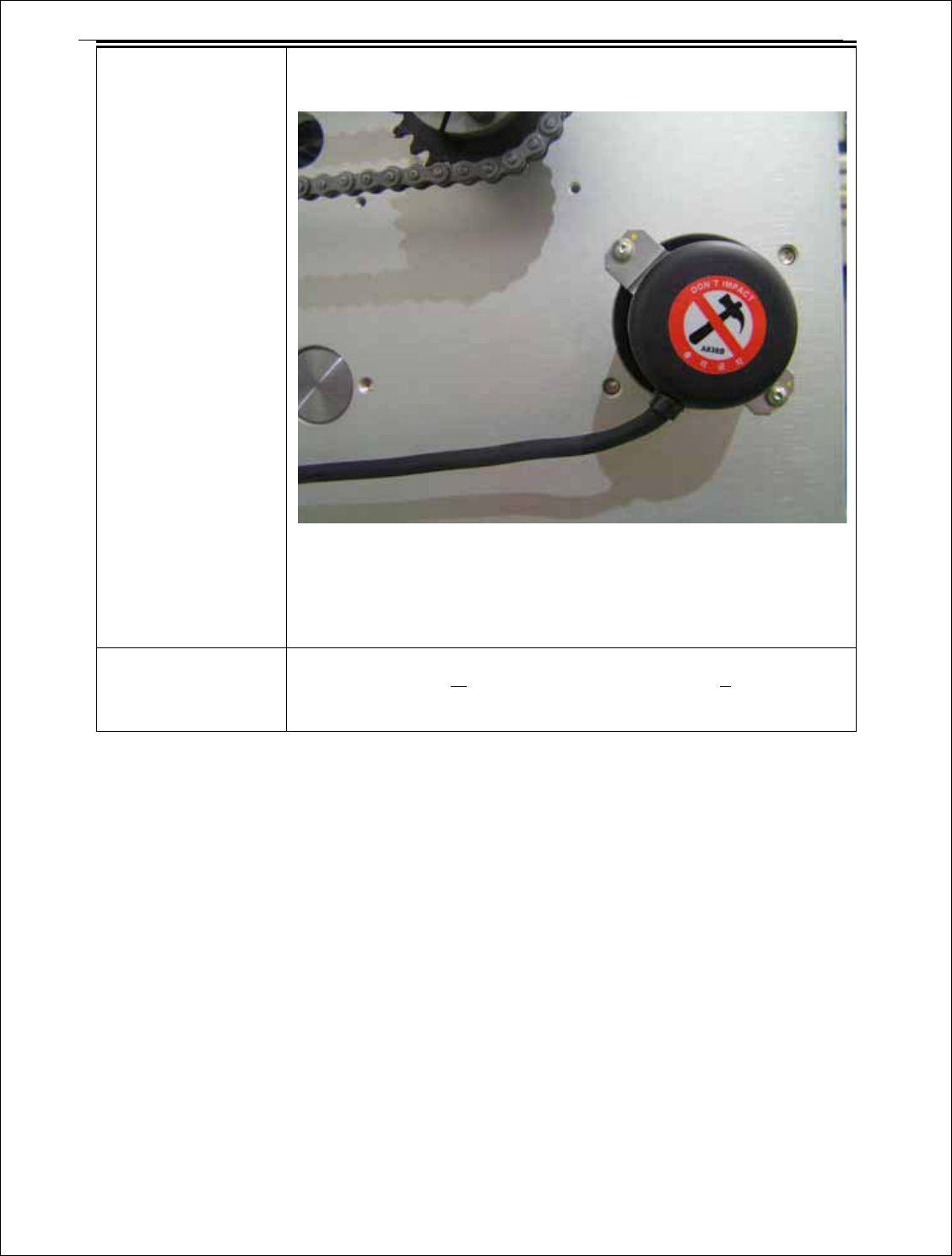
1、 从“窗口”(Window)菜单上选择“通道设置”( Channel Setup),
并选择“带 1 速度控制区”。检查确认以下数值:
124
输入: 类型:线性
输出:
类型:TPO PB:0
行为:倒转 TI:150
TD:0
DF:3
报警:
控制:自动
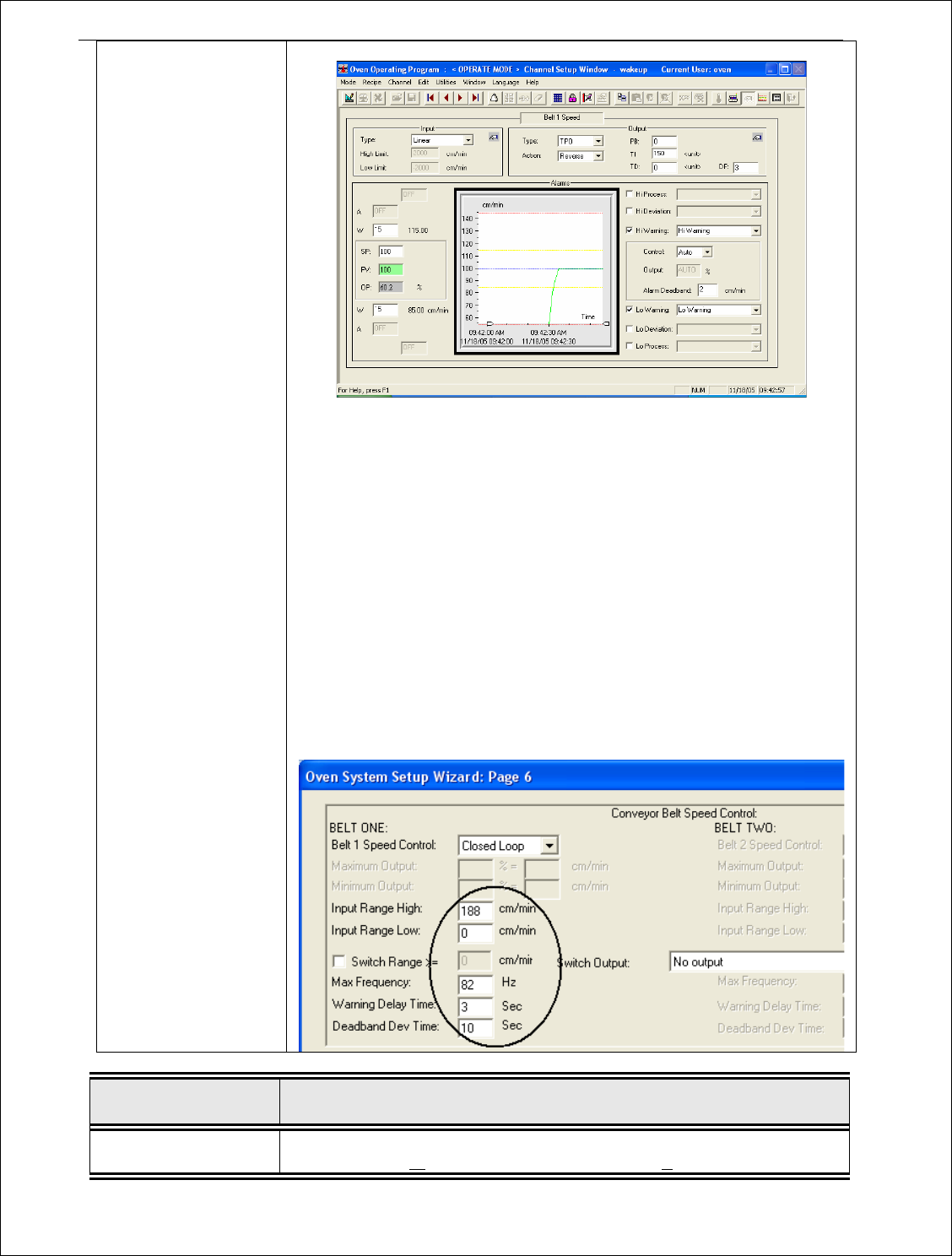
2、 检查“回流炉系统安装向导(
第
6
页
)”中带速控制的数值。参
见“系统软件操作指南”一章的“系统设置”部分,对这些值进行
调整。确保传输系统中的最大频率正确。
最大频率:82Hz(可调节输送轨道)
最大频率:89Hz(只有网带)
XVIII
.回流炉始终处于
报警状态
检查:
从“窗口”(Window)菜单选择“通道设置”( Channel Setup),检查确