591968 Heller Chinese Manual Rev-C.pdf - 第77页
72 图 5 图 6 默认状态下,所有选项 都未被选中。 用户可根据需 要激活如下四 个选项: 1) 智能抽风 / 低速抽风选 项( Intel ligent/Re duced Exhaus t ) 2) 待机模式 -1 (Standb y Mode - 1) 3) 待机模式 - 2 ( 程序 ) (Standb y Mode - 2(Rec ipe)) 4) 冷却模式 (Cooldo wn) 1) 智能抽风 / 低速抽 风选项 :
71
J. 冷却区吹风马达速度控制选项
该选项能配置后,可以改变冷却模块中的吹风马达的速度。如果是计算机控制速度选项,速率可以
从主控制屏来选择,输入从 0 到 100%马达速率。如果是手动控制速度选项,可以通过调整位于电气面板
上的旋钮来改变速度。由于旋钮上的刻度盘没有按照实际的吹风马达输出进行校准,必须通过实验来确
定正确的设定值。
K. 节能选项
回流焊炉可配备可选的智能抽风-吹风马达待机模式选项,此功能可以在炉子长时间没有产品通过
或者冷却时减少炉子的运行能耗
。
--此功能需要电脑控制加热区吹风马达/冷却区吹风马达和排气抽风马达速度。
--此选项用适用于 6.0.0.21 以及更高版本的回流炉软件。
--回流炉安装向导第 6 页中的过板计数选项必需激活。
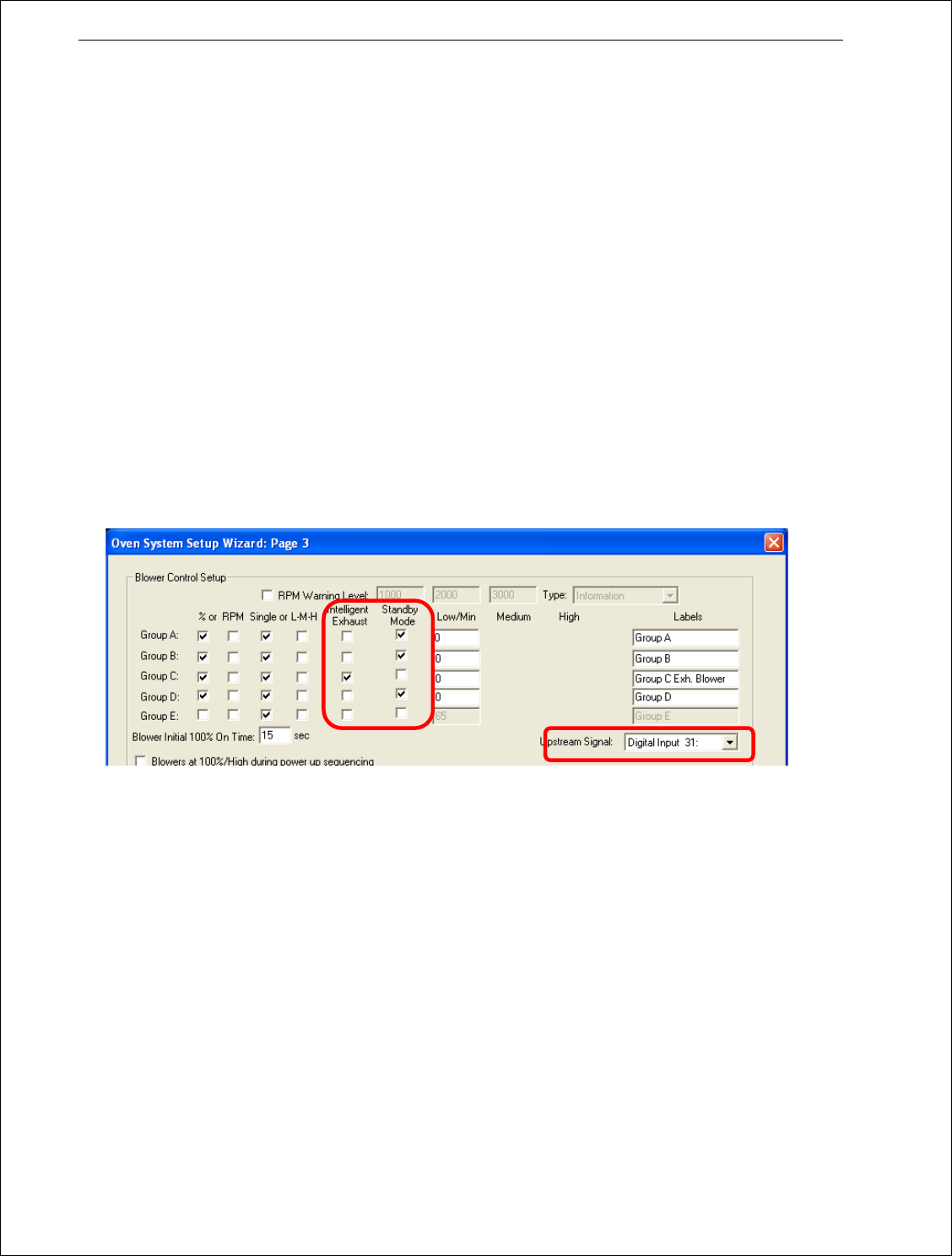
在回流炉安装向导第三页中,需要对待机吹风马达组、智能抽风组以及上游信号输入进行正确
的设定。
图 4
- 待机模式-2 以及冷却程序下的节能功能需要上游信号(PNP 传感器信号或者 24V 直流信号)
配合完成。上游传感器接收到的过板信号需要连接到可用的输入通道,并且还需在回流炉安
装向导第 3 页中选择该通道作为上游信号的输入通道。关于上游信号的接线方式请参考回流
炉电气图纸。
- 这个输入通道的选择不是统一的,对于不同型号的回流炉,可选择不同的通道,取决于回流
炉安装的选项以及可用的输入通道。
- 用户需要根据 PCB 跟踪记录的位置以及回流炉准备好接收 PCB 所要求的时间来决定上游
信号传感器的安装位置。
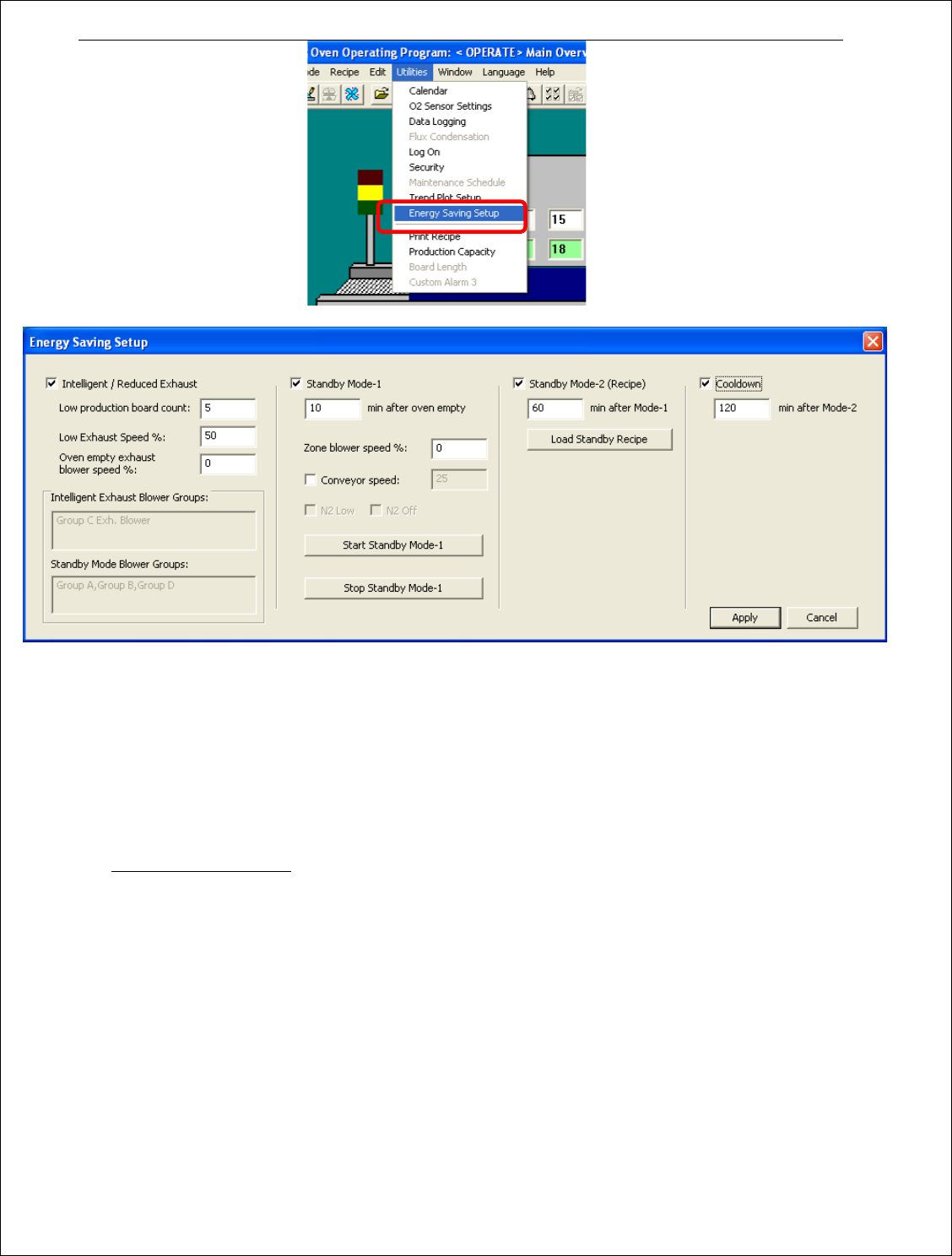
安装向导中不能激活节能选项,需要从回流炉操作程序中“工具(Utilities)”菜单里面选择“节
能设置(Energy Saving Setup)”里面选择激活。如下图 5 及图 6
72
图 5
图 6
默认状态下,所有选项都未被选中。用户可根据需要激活如下四个选项:
1) 智能抽风/低速抽风选项( Intelligent/Reduced Exhaust)
2) 待机模式-1(Standby Mode-1)
3) 待机模式-2 (程序)(Standby Mode-2(Recipe))
4) 冷却模式(Cooldown)
1) 智能抽风/低速抽风选项:
73
图 7
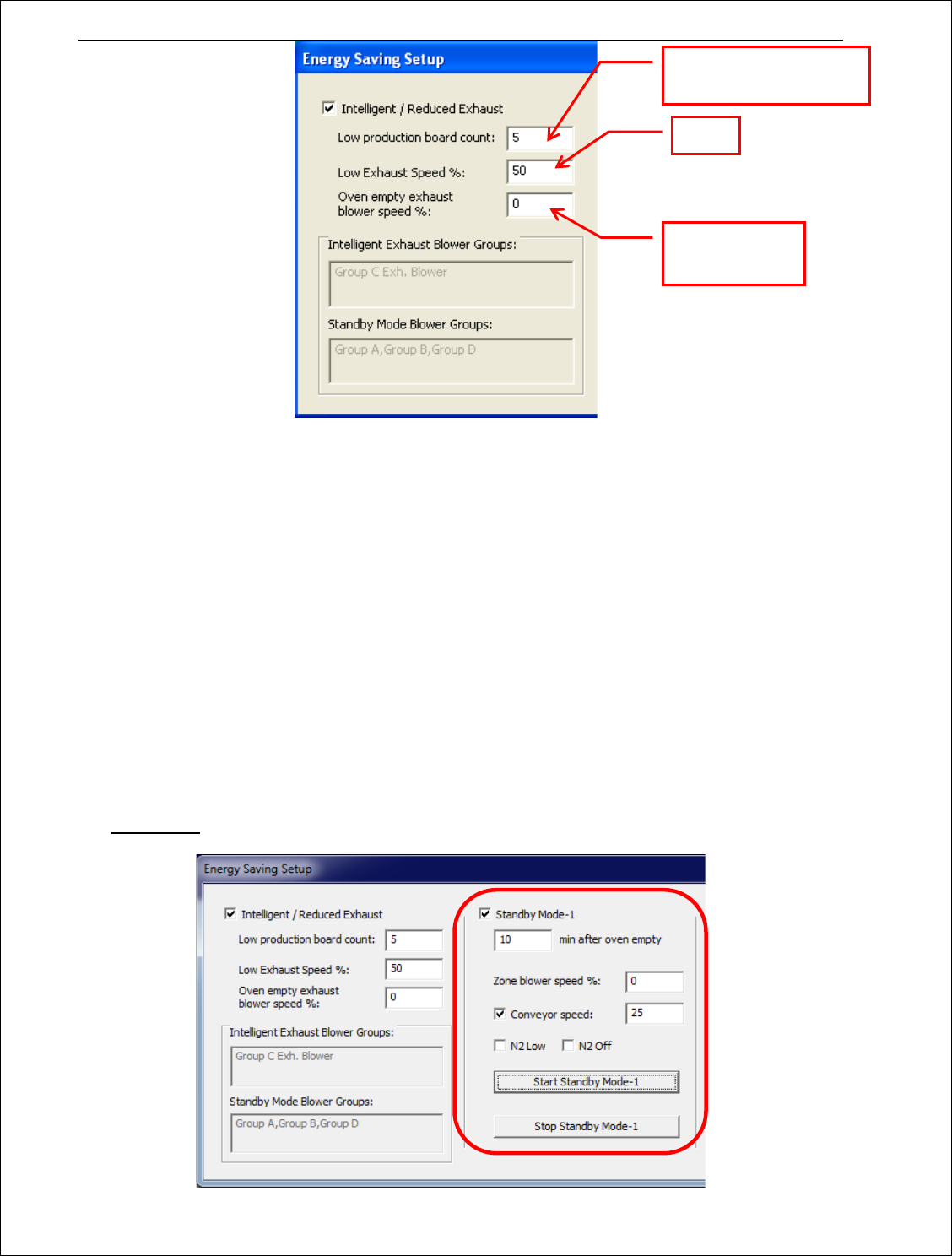
• 此功能会根据进入炉膛内的 PCB 数量自动调整抽风马达以低速/中速/高速运行。
• 每当一个新程序启动时,抽风马达都先按照预先设置的百分比速度转动“Oven empty
exhaust blower speed%”(图 7 中设置为 0%),当进口端传感器感应到有 PCB 进入炉膛
时,抽风马达的速度会增加。根据炉膛内 PCB 数量的不同,抽风马达的速度会按照设定的
空炉膛转速转换到低抽风转速然后再转换到程序正常转速。
• 如果炉膛里面的 PCB 数量少于设定的“Low production board count”( 图 7 里面设定为 5),
这时抽风马达会减速运转(图 7 设定为降低到正常速度的 50%)
• 如果炉膛里面没有 PCB,抽风马达会按照设定的低速运转(图 7 里面设定速度为 0%)
• 如果炉膛内 PCB 的数量达到或者超过设定的“Low production board count”时,抽风马达
会按照程序设定的正常速度运转。
2) 待机模式-1:
炉膛内的 PCB 数量低
于此值时开启节能模式
中速
炉膛内没 PCB
时的速度