591968 Heller Chinese Manual Rev-C.pdf - 第94页
89 图 23 ( L ) 可移除冷凝冷却模块 ( G )冷凝冷却管 冷却空气排出 冷却空 气进入 助焊剂空气进入 助焊剂空气排出 ( H )可移除收集托盘 ( F )冷凝池 图 24 助焊剂冷凝保养选项: “自动清洁 ”冷凝保养 (惰性气 体环境或 氮气选项) 必须在设置向导 中设定。同时需要 建立 “ Autoclean ”菜单。 ( 参见“维护程序” , 第 XV.B 节。 有详细步骤 的说明 。 ) Gen5. 2 氮气助焊剂收…
88
(B)“吹风马达抽风盒”:位于回流区排风口上方。
(C)“隔热排气软管”:从排气吹风马达至助焊剂冷凝冷却组件,直径为三英寸(3”)【 7.62 厘米】
的管道。
(D)“稀释助焊剂排出管”:从助焊剂冷凝冷却组件至冷却模块 1,直径三英寸(3”)【 7.62 厘米】的
管 道。
(E)“助焊剂冷凝冷却组件”:位于顶盖内部的后侧。
(
F)“冷凝收集盘”:容纳可移除助焊剂收集托盘的一套收集箱。
(
G)“冷凝冷却管”:竖直放置,用于在“自动清洗”程序过程中有效排液的一套冷却管。
(H)“助焊剂收集托盘”:位于冷凝冷却组件的基座内部。
(J) “上部冷凝冷却吹风马达”:位于顶盖,为冷凝冷却组件供应冷却空气。
(K) “下部冷凝冷却吹风马达”:位于回流炉底架,为冷凝冷却组件供应冷却空气。
(L) “可移除冷凝冷却模块 2”:位于助焊剂冷凝冷却组件内部。
(M) “可移除冷凝冷却模块 1”:位于助焊剂冷凝冷却组件内部。
(N) “吹风马达抽风盒”:位于顶盖后部内侧。
部件功能:
· 回流炉中载有助焊剂的气体,通过排气竖管(B)上方的助焊剂收集箱吹风马达,经由排气竖管
(A)排出。
· 助焊剂收集箱将载有助焊剂的气体经由直径3英寸的隔热管( C),传送至助焊剂冷凝冷却组件(E)
的进口处。
· 载有助焊剂的气体通过一系列的收集盘(F)和冷却管(G)时,助焊剂将积聚在冷却管的内壁
和收集托盘(H)的内壁上。
· 安装在顶盖后部内侧的两个外部吹风马达(J)为冷却管外部供应冷却空气。安装在回流炉底架
中的第三个吹风马达(K)为冷凝池供应冷却空气。
· 然后清洁的、已冷却和稀释的助焊剂气体通过直径3英寸的管道(D),经由冷却模块1返回至回
流炉。
· 冷凝冷却模块(L和M)很容易取出,以便检查助焊剂的堆积情况,或更换助焊剂收集托盘。
· 回流炉还在每端拥有标准的外部氮气排出罩,以捕捉逸出的氮气。逸出的氮气气氛可能含有一
些助焊剂烟雾,将被吹风马达抽风盒(N)吸送至组合排气口。
89
图
23
(L)可移除冷凝冷却模块 (G)冷凝冷却管
冷却空气排出 冷却空气进入
助焊剂空气进入 助焊剂空气排出
(H)可移除收集托盘 (F)冷凝池
图
24
助焊剂冷凝保养选项:
“自动清洁”冷凝保养(惰性气体环境或氮气选项)必须在设置向导中设定。同时需要建立
“Autoclean”菜单。(
参见“维护程序”,
第 XV.B 节。
有详细步骤的说明。)
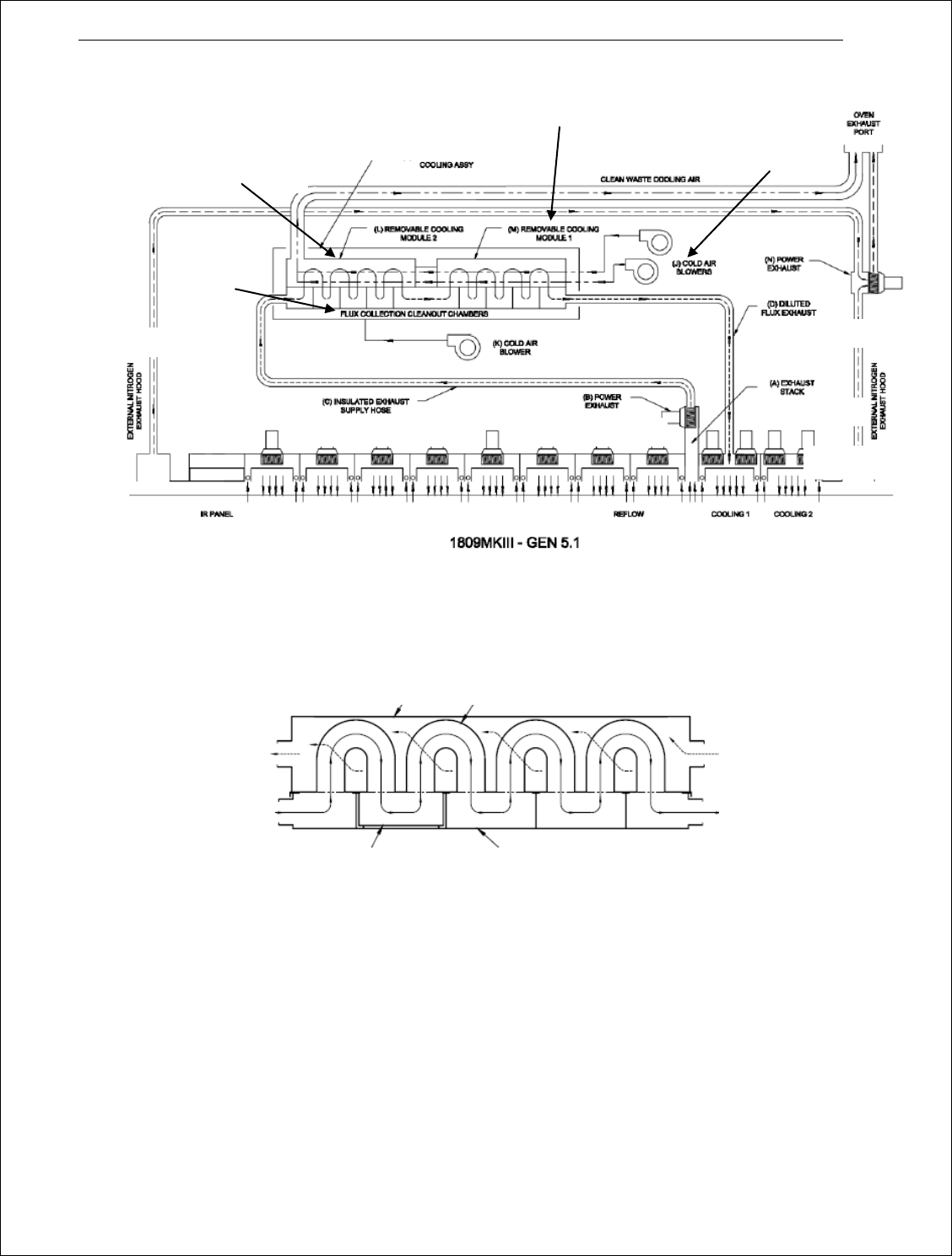
Gen5.2 氮气助焊剂收集选项
工作原理
Gen5.2 氮气氮气助焊剂收集系统是通过 2 个排风装置(取决于炉子和系统配置)把助焊剂从炉子通
回流炉排气口
洁的废弃冷却空气
E)助焊剂冷凝冷却组件
(C)绝热排气供给管
(
L
)可移除冷却模块
(M)可移除冷却模块 1
(N)动力排气
(J)冷空气吸风
(K)冷空气吸风机
(A)排气竖管
(B)动力排气
外部氮气排气罩
IR 面板
回流区 冷却区 1 冷却区 2
助焊剂
收集清
洗箱
(D)稀释助焊剂
外部氮气排气罩
90
道中抽出来,排到助焊剂收集系统中,一个第 2,3 个区之间,另一个位于位于最后一个回流区和第一个
冷却区之间。该系统利用一系列的冷凝冷却管,在将抽出的气体送进炉子第二区和冷却区之前,去除其
中的助焊剂颗粒。助焊剂颗粒积聚在收集系统的内壁上,约二至三周后形成晶体。
每 2-3 周,应该定期进行 1-2 个小时的维护保养,启动“助焊剂自动清洁”菜单。(参见下图助焊剂
冷却维护,“自动清洁”选项)。这时会将助焊剂晶体加热至熔化温度,使之液化,然后排入可移除的收
集托盘。根据实际的助焊剂消耗情况,收集托盘的容量可以保存三至六个月的助焊剂。托盘可以用溶剂
清洁完后重新使用,或者贴上便于清洁的锡箔纸。通过 Heller 服务部也可以更换为新的托盘。
系统部件(参见
图
25
和
26)
(O)“ 排风口”:位于上加热区 2 和 3 中间的预热区。
(P)“ 吹风马达抽风盒”: 位 于 排风口上方的预热区。
(Q) “隔热排气软管”:从排气吹风马达至助焊剂冷凝冷却组件(助焊剂冷却模块 2), 直 径 为
三英寸(3”)【 7.62 厘米】的管子。
(R)“稀释助焊剂排出管”:从助焊剂冷凝冷却组件(助焊剂冷却模块 2)至上加热区,直径为
三英寸(3”)【 7.62 厘米】的管子。
部件功能:
· 回流炉中载有助焊剂的气体,通过排气竖管(B和P)上方的助焊剂收集箱吹风马达,经由回流
区和预热区的排气竖管(A和O)排出。
· 助焊剂收集箱将载有助焊剂的气体经由直径3英寸的隔热管(C和Q),传送至助焊剂冷凝冷却组
件(E)(可移除冷却模块2和模块1)的进口处。
· 载有助焊剂的气体通过一系列的收集盘(F)和冷却管(G)时,助焊剂将积聚在冷却管的内壁
和收集托盘(H)的内壁上。
· 安装在顶盖后部内侧的两个外部吹风马达(J)为冷却管外部供应冷却空气。安装在回流炉底架
中的第三个吹风马达(K)为冷凝池供应冷却空气。
· 然后清洁的、已冷却和稀释的助焊剂气体通过直径3英寸的管道(D和R),经由上加热模块2和冷
却模块1返回至回流炉。
· 冷凝冷却模块(L和M)很容易取出,以便检查助焊剂的堆积情况或更换助焊剂收集托盘。
· 回流炉还在每端拥有标准的外部氮气排出罩,以捕捉逸出的氮气。逸出的氮气气氛可能含有一
些助焊剂烟雾,将被吹风马达抽风盒(N)吸送至组合排气口。