CP-7系列机械手册.pdf - 第156页
第 4 部 第 1 章 站的各部 Edition 2.0 4-1-1 CP-733E/743ME/7 43E 机械手册 1 1 1 1. . . . 站的各部 站的各部 站的各部 站的各部 1.1 1.1 1.1 1.1 料带传送杆 料带传送杆 料带传送杆 料带传送杆 ( ( ( ( 第 第 第 第 1 1 1 1 站 站 站 站 ) ) ) ) 要 要 要 要 点 点 点 点 料带传送杆是一个能让 安装在供料器上的元件料带 前进的机构…

第
第第
第 4
44
4 部
部部
部
调整
调整调整
调整
第 4 部 第 1 章 站的各部
Edition 2.0 4-1-1 CP-733E/743ME/743E 机械手册
1
11
1.
..
. 站的各部
站的各部站的各部
站的各部
1.1
1.11.1
1.1 料带传送杆
料带传送杆料带传送杆
料带传送杆 (
( (
(第
第第
第 1
11
1 站
站站
站)
))
)
要
要要
要
点
点点
点
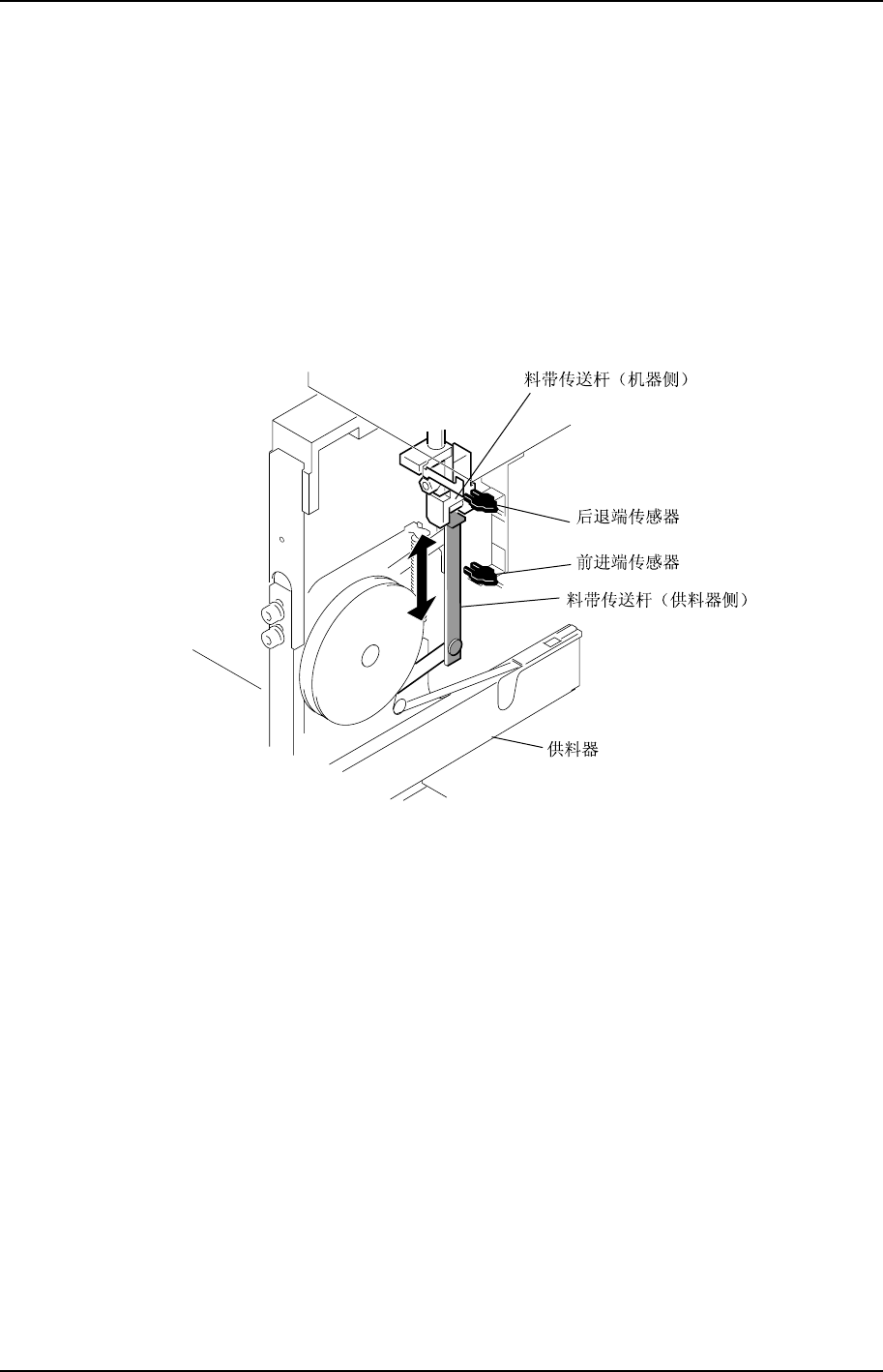
料带传送杆是一个能让安装在供料器上的元件料带前进的机构。通过料带传送杆的上下动作,
元件被送至吸件点。为了能检测料带传送杆的位置(前进端还是后退端),安装了 2 个传感
器。
C7SM4002S
第 1 章 站的各部 第 4 部
CP-733E/743ME/743E 机械手册 4-1-2 Edition 2.0
1.1.1
1.1.11.1.1
1.1.1
连杆的调整
连杆的调整连杆的调整
连杆的调整
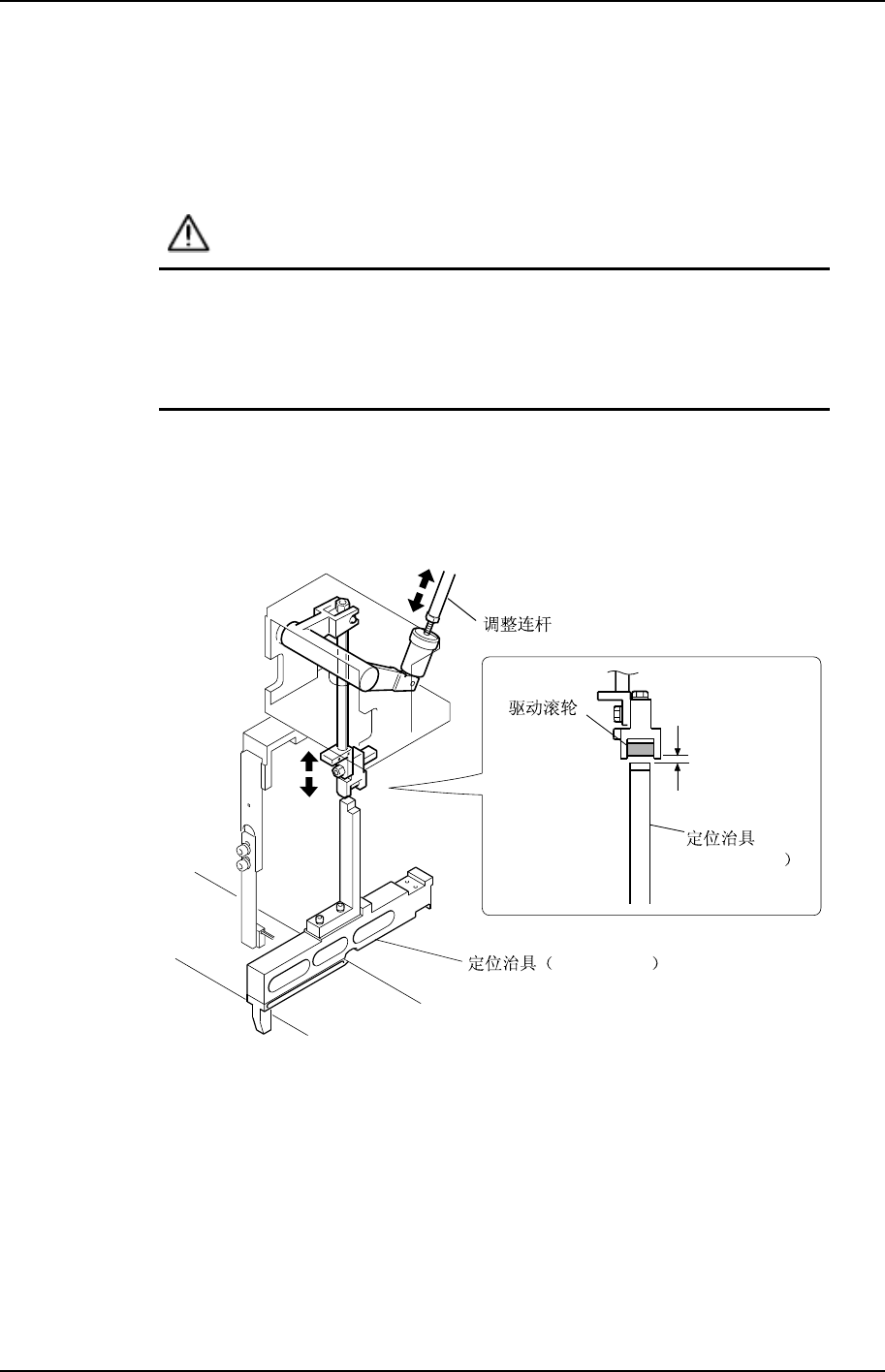
1. 将定位治具(ADDDCPJ8020)安装在 No.1 料站。
2. 顺序按下:单动→D1D2-轴→1(输入)→OK→START, 将定位治具移动到 1st。
3. 按下[紧急停止]按钮,切断 200V 电源,使用 100V 电源。
警
警警
警
告
告告
告
作业前必须要切断
作业前必须要切断作业前必须要切断
作业前必须要切断 200V
200V200V
200V 电源
电源电源
电源。
。。
。
凸轮轴在初始位置
凸轮轴在初始位置凸轮轴在初始位置
凸轮轴在初始位置(0
(0(0
(0 度
度度
度)
))
)以外的情况下,因为弹簧弹力的作用,会发生
以外的情况下,因为弹簧弹力的作用,会发生以外的情况下,因为弹簧弹力的作用,会发生
以外的情况下,因为弹簧弹力的作用,会发生
回转。
回转。回转。
回转。
在机器内部作业时,请充分注意安全。
在机器内部作业时,请充分注意安全。在机器内部作业时,请充分注意安全。
在机器内部作业时,请充分注意安全。
4. 请边看凸轮刻度盘边旋转凸轮手柄,将凸轮角度调整到 0 度。
5. 将 1st 供料器送料的电磁阀(I/O)设置为 ON。
6. 转动调整连杆,将定位治具的上端和驱动滚轮之间的间隙调整为 0.5mm。
0.5 mm
(ADCPJ8020
ADCPJ8020
C73M4001S