CP-7系列机械手册.pdf - 第161页
第 1 章 站的各部 第 4 部 CP- 733 E/74 3ME/743 E 机械手册 4-1-6 Edition 2. 0 1.3 1.3 1.3 1.3 废料带切除 废料带切除 废料带切除 废料带切除( ( ( (第 第 第 第 1 1 1 1 站 站 站 站) ) ) ) 要 要 要 要 点 点 点 点 废料带切刀是一个将从 供料器前端送出的元件料带 切除的机构。 被切 除的元件料带经真空 抽 吸后收集在机器下部的 废料带箱里。…
第 4 部 第 1 章 站的各部
Edition 2.0 4-1-5 CP-733E/743ME/743E 机械手册
1.2.2
1.2.21.2.2
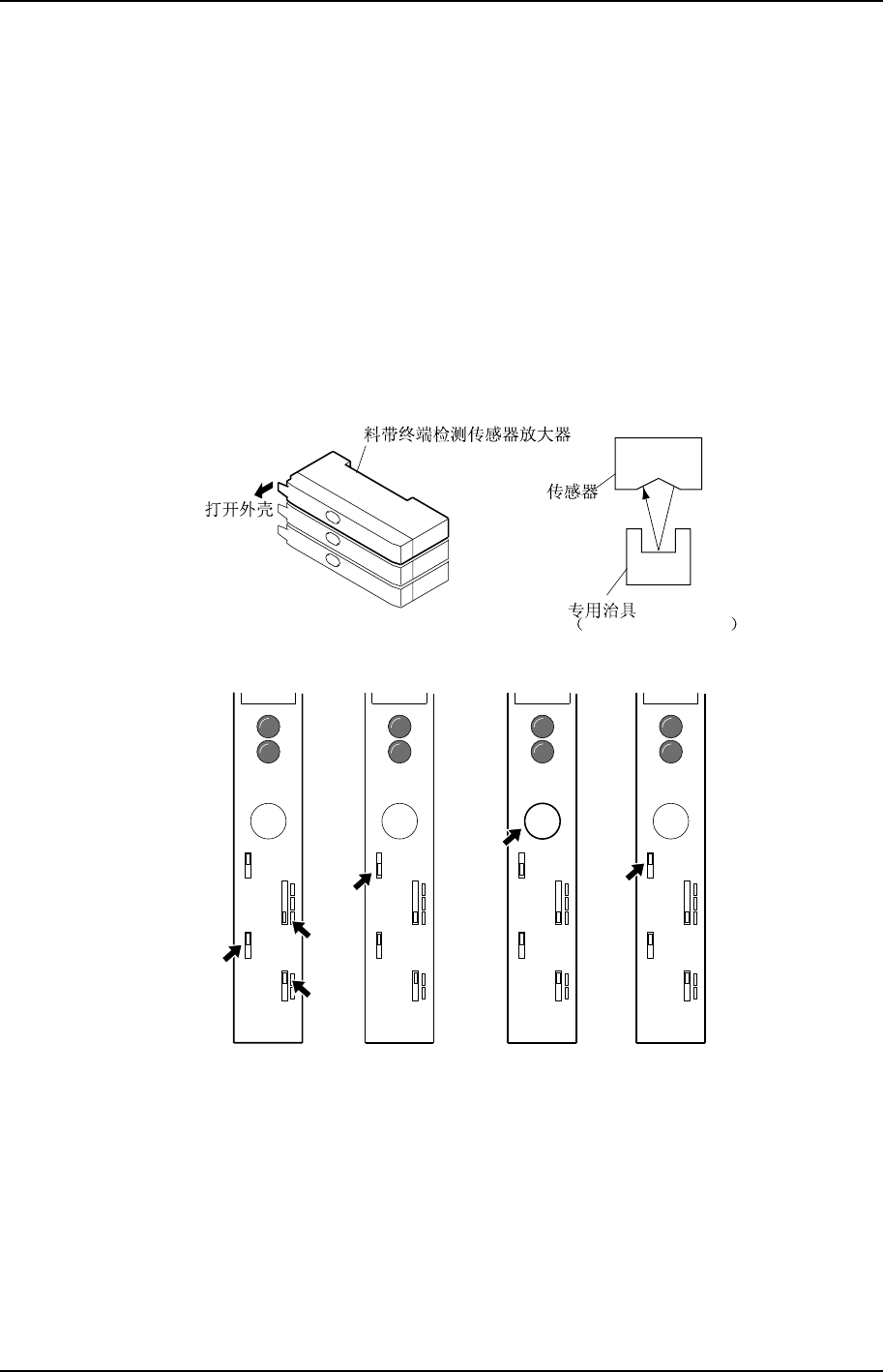
1.2.2 传感器放大器的调整
传感器放大器的调整传感器放大器的调整
传感器放大器的调整
将专用治具(Z9526ADCPJ8550)安放到 No.1 料站。
1. 打开放大器的外壳,将各开关按以下状态设置好。
时间 :OFF
输出 :D ON
灵敏度 :FINE
2. 解除保护开关的[LOCK]。
3. 在 PICK UP POS.D1,确认专用治具(Z9526ADCPJ8550)上面的槽的中心是否对
准了传感器的光轴。在治具上面没有遮光物的状态下,按住[SET]按钮 3 秒以上。(表
示灯转换为黄色亮)
4. 将保护开关设置为[LOCK]。
SET
LOCK
OFF D
ON D
OFF
FINE
TURBO
D ON
L ON
SET
LOCK
OFF D
ON D
OFF
FINE
TURBO
D ON
L ON
SET
LOCK
OFF D
ON D
OFF
FINE
TURBO
D ON
L ON
SET
LOCK
OFF D
ON D
OFF
FINE
TURBO
D ON
L ON
( 1 ) ( 2 ) ( 3 ) ( 4 )
C7SM4006S
Z9526ADCPJ8550
5. 进行实际操作, 确认是否确实能够检测到料带终端。
第 1 章 站的各部 第 4 部
CP-733E/743ME/743E 机械手册 4-1-6 Edition 2.0
1.3
1.31.3
1.3
废料带切除
废料带切除废料带切除
废料带切除(
((
(第
第第
第 1
11
1 站
站站
站)
))
)
要
要要
要
点
点点
点
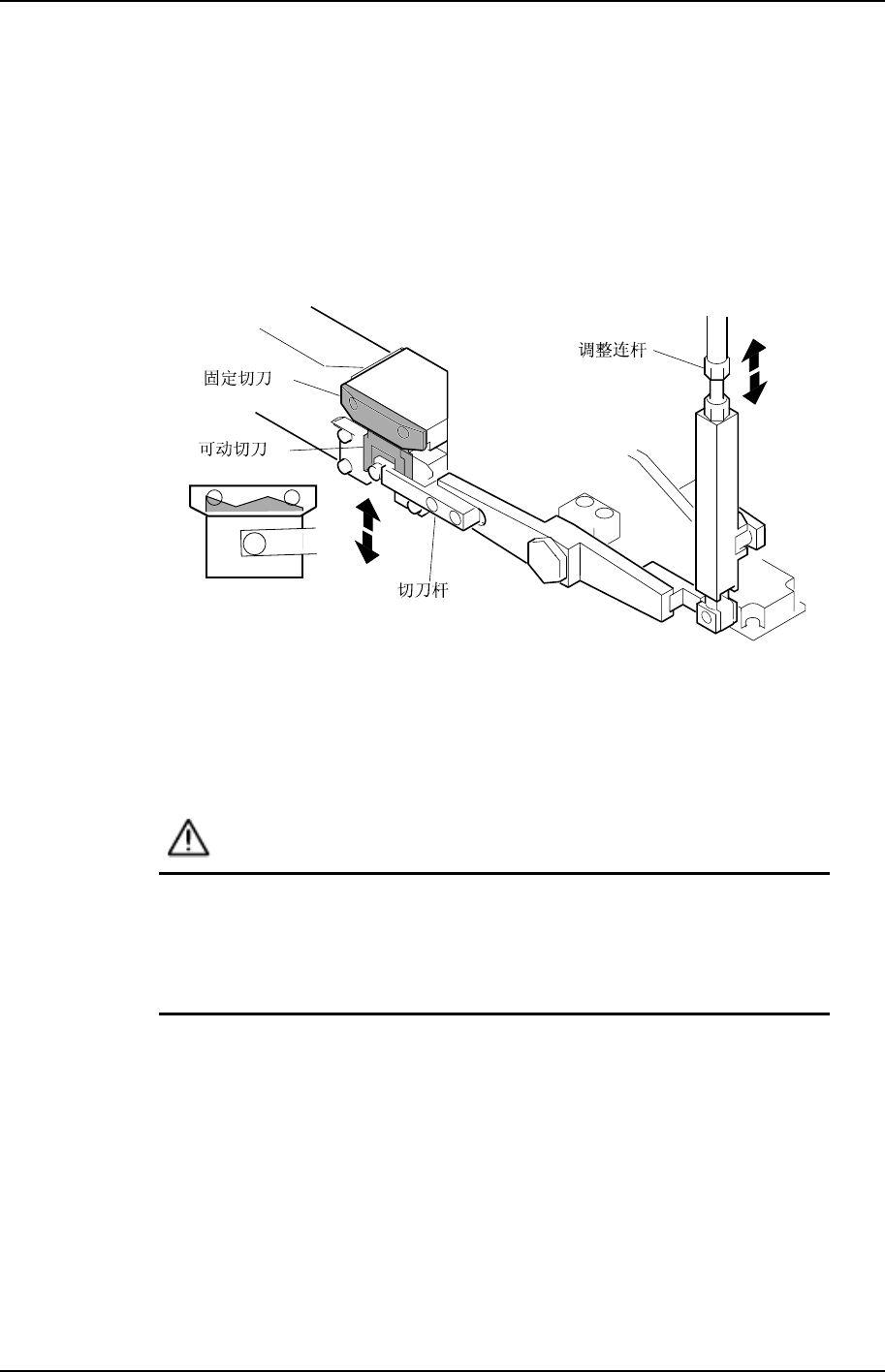
废料带切刀是一个将从供料器前端送出的元件料带切除的机构。被切除的元件料带经真空抽
吸后收集在机器下部的废料带箱里。
转动调整连杆,调节固定切刀与可动切刀的状态。
C7SM4007S
1.3.1
1.3.11.3.1
1.3.1 废料带切刀的行程调整
废料带切刀的行程调整废料带切刀的行程调整
废料带切刀的行程调整
1. 按下[紧急停止]按钮,切断 200V 电源,使用 100V。
警
警警
警
告
告告
告
作业前必须要切断
作业前必须要切断作业前必须要切断
作业前必须要切断 200V
200V200V
200V 电源
电源电源
电源。
。。
。
凸轮轴在初始位置
凸轮轴在初始位置凸轮轴在初始位置
凸轮轴在初始位置(0
(0(0
(0 度
度度
度)
))
)以外的情况下,因为弹簧弹力的作用,会发生
以外的情况下,因为弹簧弹力的作用,会发生以外的情况下,因为弹簧弹力的作用,会发生
以外的情况下,因为弹簧弹力的作用,会发生
回转。
回转。回转。
回转。
在机器内部作业时,请充分注意安全。
在机器内部作业时,请充分注意安全。在机器内部作业时,请充分注意安全。
在机器内部作业时,请充分注意安全。
2. 转动凸轮手柄,调节凸轮角度至 0 度。
第 4 部 第 1 章 站的各部
Edition 2.0 4-1-7 CP-733E/743ME/743E 机械手册
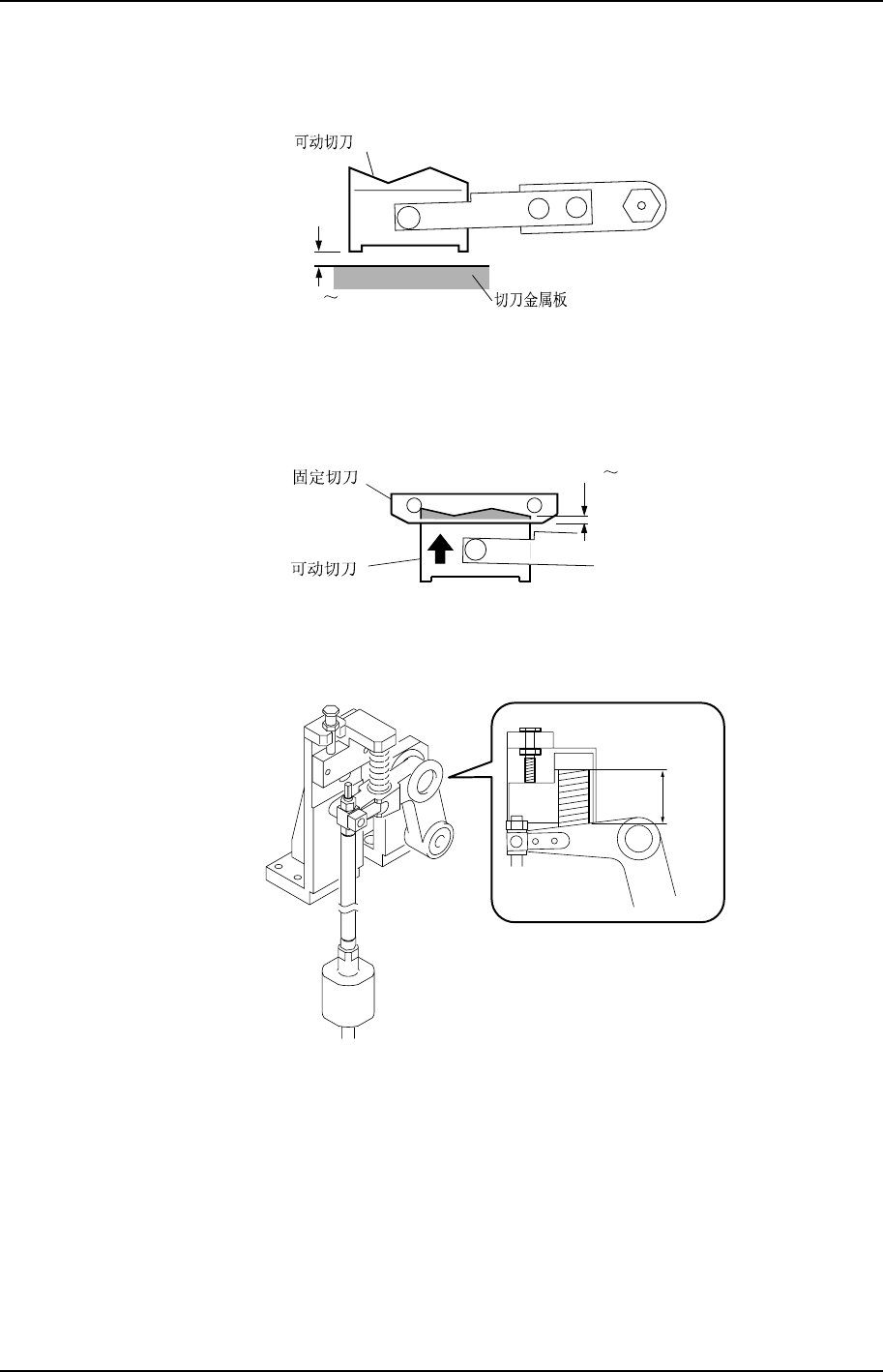
3. 把可动切刀的下方与切刀金属板下方的距离调至0~0.5mm。
0 0.5 mm
C7SM4009S
4. 请边看凸轮刻度盘边旋转凸轮手柄,将凸轮角度调节到 194 度。
5. 确认可动切刀嵌入固定切刀刀口 0.5~1.0mm。
0.5 1.0 mm
C7SM4008S
6. 确认弹簧的长度为 38mm。
C7SM4010S
38 mm