CP-7系列机械手册.pdf - 第168页
第 4 部 第 1 章 站的各部 Edition 2. 0 4-1-13 CP-733E/7 43ME/743E 机械手册 4. 将千分表放在凸轮杆的 前端,并使刻度为 0 。在该状态下 凸轮轴为 0 度,用 I/O 画面 确认吸嘴上下连杆处于 上升端时,吸嘴上升 端传感器为 ON 。 5. 边看千分表边将凸轮轴 以正方向旋转, 使吸嘴上下连杆下 降。 确定传 感器的安装位置 , 使连杆下降到 0.3 ~ 0.4m m 处时传感 器变为…
第 1 章 站的各部 第 4 部
CP-733E/743ME/743E 机械手册 4-1-12 Edition 2.0
1.4.3
1.4.31.4.3
1.4.3 吸嘴上升端传感器的调整
吸嘴上升端传感器的调整吸嘴上升端传感器的调整
吸嘴上升端传感器的调整
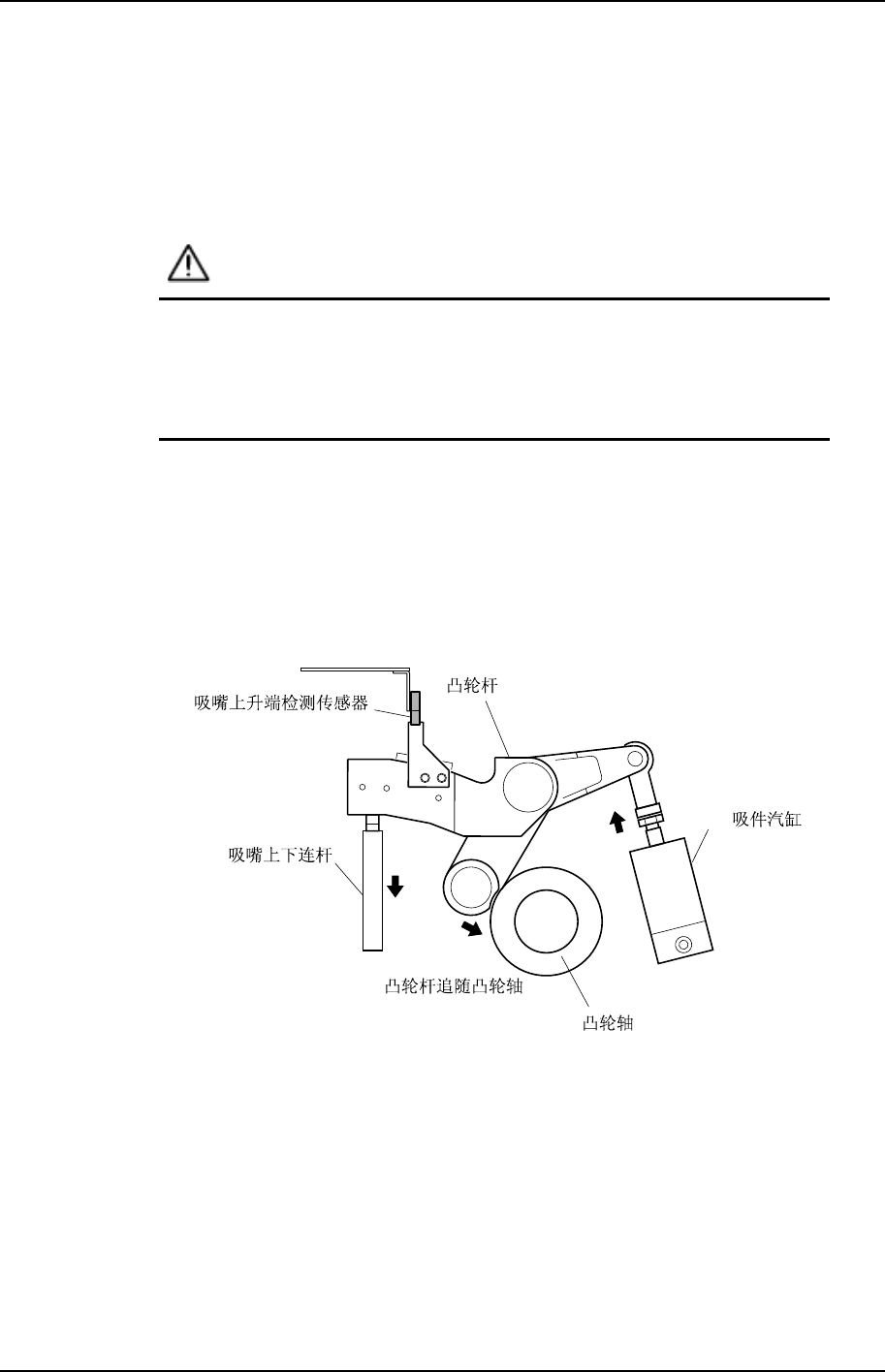
检测 1st 吸嘴上下连杆的上升端的传感器装置在凸轮箱内。在吸嘴为上升端时,调整传感器
位置,使之为 ON。
1. 按下[紧急停止]按钮,切断 200V 电源,使用 100V。
警
警警
警
告
告告
告
作业前必须要切断
作业前必须要切断作业前必须要切断
作业前必须要切断 200V
200V200V
200V 电源
电源电源
电源。
。。
。
凸轮轴在初始位置
凸轮轴在初始位置凸轮轴在初始位置
凸轮轴在初始位置(0
(0(0
(0 度
度度
度)
))
)以外的情况下,因为弹簧弹力的作用,会发生
以外的情况下,因为弹簧弹力的作用,会发生以外的情况下,因为弹簧弹力的作用,会发生
以外的情况下,因为弹簧弹力的作用,会发生
回转。
回转。回转。
回转。
在机器内部作业时,请充分注意安全。
在机器内部作业时,请充分注意安全。在机器内部作业时,请充分注意安全。
在机器内部作业时,请充分注意安全。
2. 将凸轮轴设置为 0 度。
3. 将凸轮箱内的 1st 吸件汽缸的制动轴变为伸出状态。
用 I/O 操作,顺序选择: 功能选项→I/O 检查→标准 I/O→Y031 ST1 PICKUP
SOL ENGAGED→输出信号 ON。
通过此操作使凸轮杆成为追随凸轮轴状态。
1st
C7SM4015S
第 4 部 第 1 章 站的各部
Edition 2.0 4-1-13 CP-733E/743ME/743E 机械手册
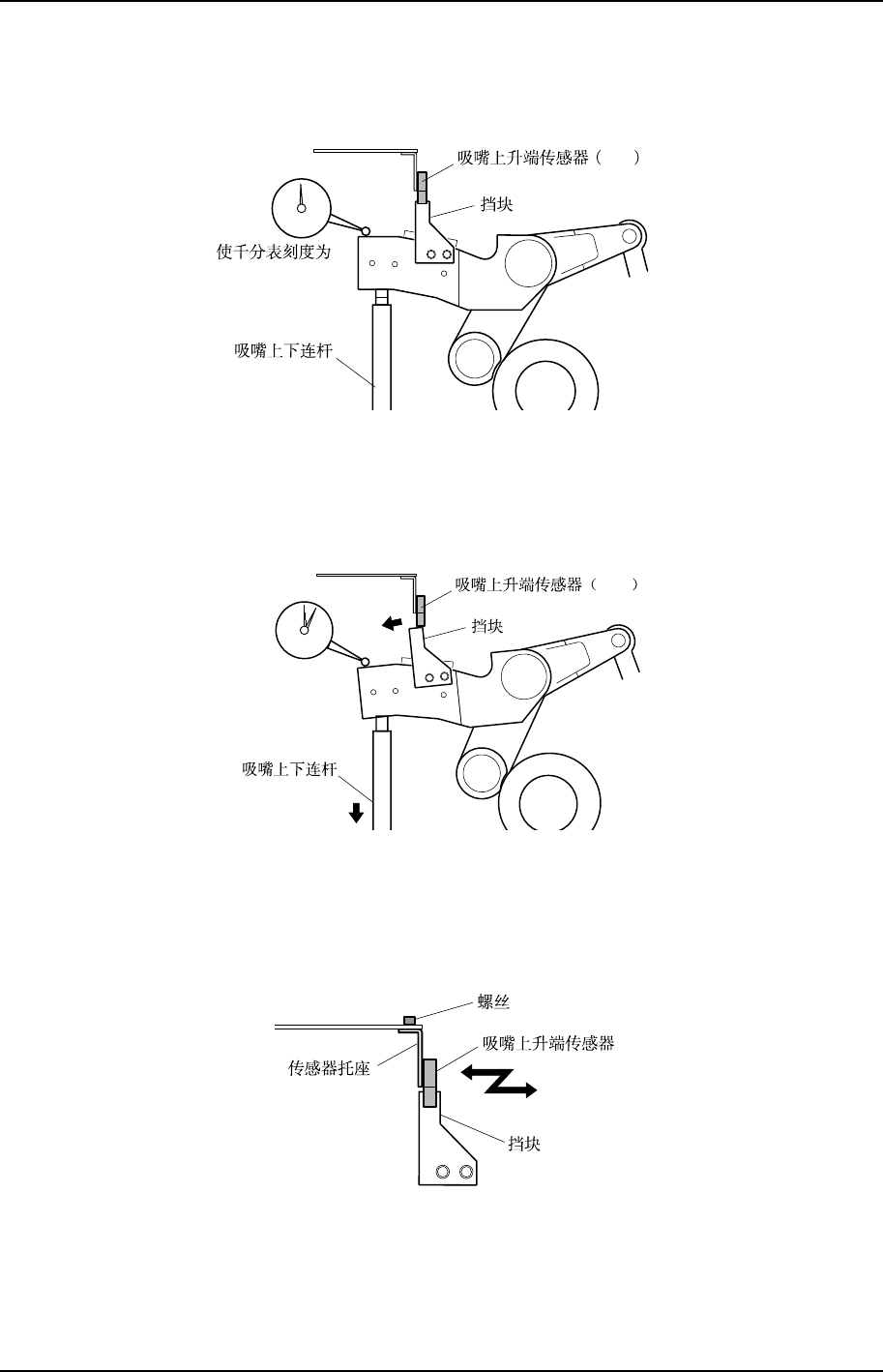
4. 将千分表放在凸轮杆的前端,并使刻度为 0。在该状态下凸轮轴为 0 度,用 I/O 画面
确认吸嘴上下连杆处于上升端时,吸嘴上升端传感器为 ON。
5. 边看千分表边将凸轮轴以正方向旋转,使吸嘴上下连杆下降。确定传感器的安装位置,
使连杆下降到 0.3~0.4mm 处时传感器变为 OFF。
6. 在调整传感器的位置时, 将传感器托座的螺丝拧松,通过传感器前后方向的移动来调
整传感器的安装位置。
C7SM4016CM
"0"
ON
OFF
C7SM4017CM
C7SM4018CM
第 1 章 站的各部 第 4 部
CP-733E/743ME/743E 机械手册 4-1-14 Edition 2.0
1.5
1.51.5
1.5 机械阀的切换
机械阀的切换机械阀的切换
机械阀的切换 (
( (
(第
第第
第 1
11
1 站
站站
站)
))
)
要
要要
要
点
点点
点
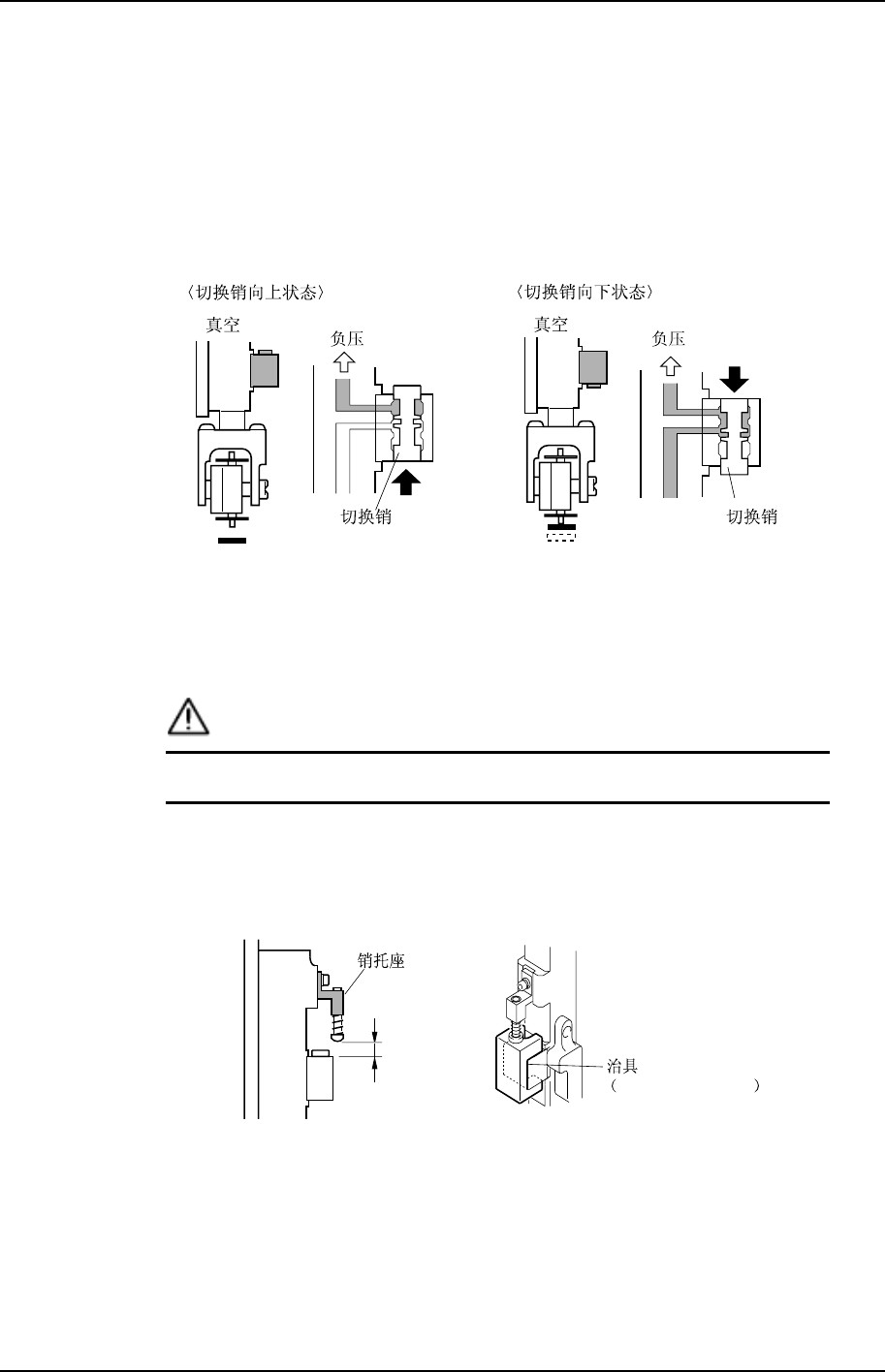
通过 1st 的机械阀进行吸嘴内真空的 OFF/ON 的切换动作。将真空切换为 ON 时,吸嘴由
于内部的负压从而吸起元件。
OFF
C7SM4019S
ON
1.5.1
1.5.11.5.1
1.5.1 销托座安装位置的确认
销托座安装位置的确认销托座安装位置的确认
销托座安装位置的确认
1. 按下[紧急停止]按钮,切断 200V 电源,使用 100V。
警
警警
警
告
告告
告
作业前必须要切断
作业前必须要切断作业前必须要切断
作业前必须要切断 200V
200V200V
200V 电源
电源电源
电源。
。。
。
2. 对于所有的贴装工作头,确认下图(A)的距离为 8.9mm,确认时请使用专用治具
(Z9526DCPZ0371)
8.9 mm
C7SM4054S
A
Z9526ADCPJ0371