00193407-02 HWWS SIPLACE Machine Accuracy EN.pdf - 第18页
© Siemens AG . . Änderungen vorbehalten SIPLACE Placement Systems limit value +- 50 um -40 -30 -20 -8 0 -50 20 30 40 50 10 um Offset -8 um Calculat ion after plac ing components Sigma = 10 um, Offset = -8, Process is not…
© Siemens AG . . Änderungen vorbehalten
SIPLACE
Placement Systems
=
1,33
37.5 um
(50 - 0) umlimit value - offset
=
=
cmk
3 Sigma
x
-4σ
-50 -37.5
-25 -12.5
0
12.5
25
37.5
+50
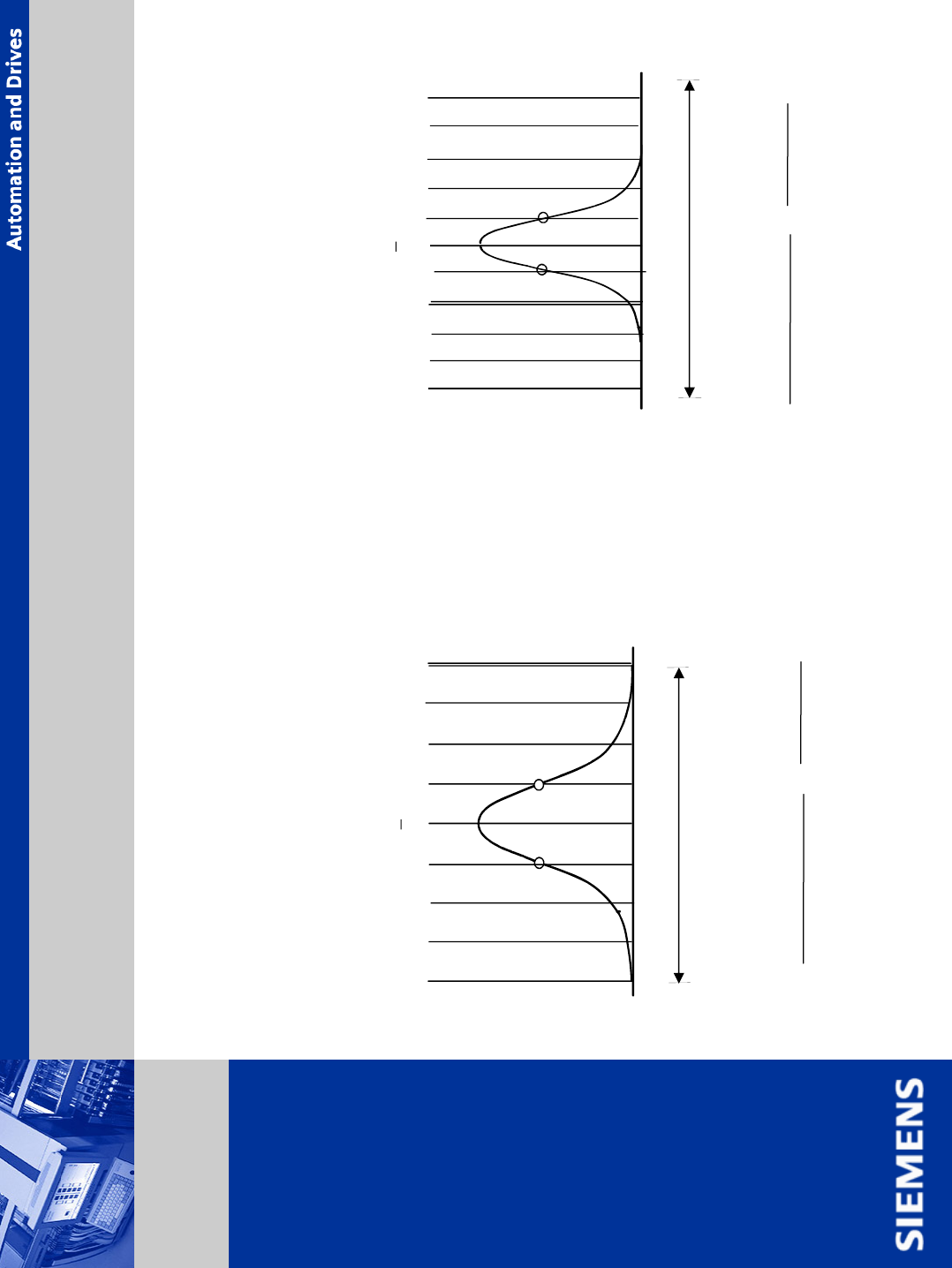
limit value +- 50 um
Sigma = 12.5 um
1. Process is centered, no offset
calculation after placing components
Sigma = 10 um,
offset = 0, process is centered
limit value +- 50 um
-40
-30
-20
-10
0
20
30
40
10
=
1,66
30 um
(50 - 0) um
=
limit value - offset
3 Sigma
=
cmk
example: specification 50 um at 4 Sigma
+4σ
-1σ
+
1σ
x
-4σ
+
4σ
-50
+50
Maschinenfähigkeit
© Siemens AG . . Änderungen vorbehalten
SIPLACE
Placement Systems
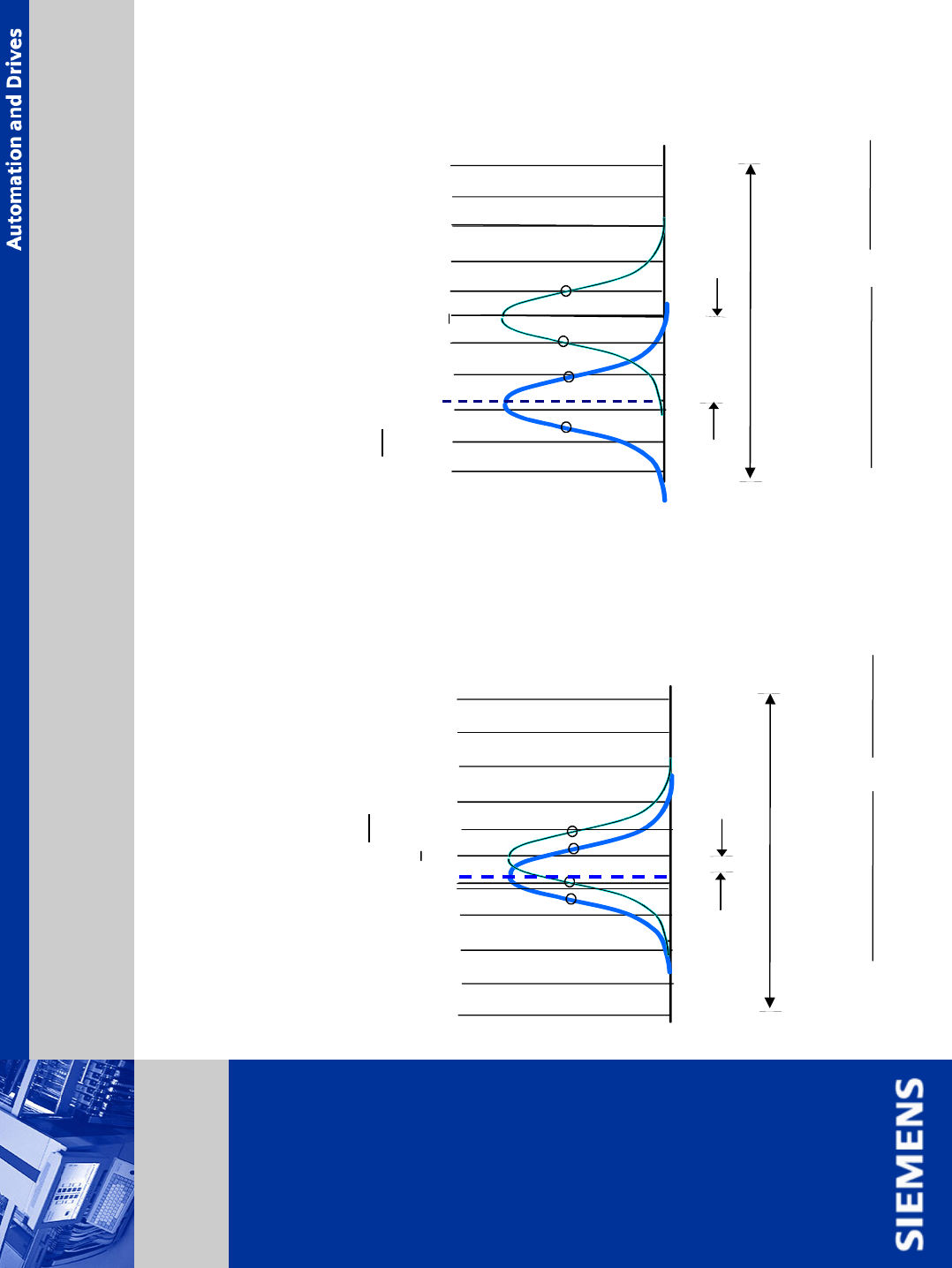
limit value +- 50 um
-40
-30
-20
-8
0
-50
20
30
40
50
10
um
Offset -8 um
Calculation after placing components
Sigma = 10 um,
Offset = -8, Process is not
centered,
but in specification (>1.33)
=
1,4
30 um
(50 - 8) umlimit value - offset
=
=
cmk
3 Sigma
limit value +- 50 um
-40
-28
-20
-10
0
-50
20
30
40
50
10
um
Offset
-28 um
=
0,73
30 um
(50 - 28) um
=
limit value - offset
3 Sigma
=
cmk
Calculation after placing components:
Sigma = 10 um,
Offset = -28, Process is not centered
and not
in specification (<1.33)
2. Process is centered, small offset
3. Process is centered, big offset
x
-4σ
+
4σ
-1σ+1σ
x
-4σ
+
4σ
-1σ
+
1σ
Maschinenfähigkeit
example: specification 50 um at 4 Sigma
© Siemens AG . . Änderungen vorbehalten
SIPLACE
Placement Systems
Process capability, e.g. minimum C
pk
=1,33 (4 Sigma specification)
¾ the Process Capability of the product is determined over a period of time.
¾ rather difficult to determine with component manufacturing.
¾ the so-called machine capability is only one precondition!
Process Capability index Cp, Cpk
The indices Cp (capability process) and Cpk describe the quality of a manufacturing process or
process step, which is assumed to be regular. The indices are calculated from the average standard
deviation of several samples.
The test is performed under realistic manufacturing conditions.
Cp: only dispersion in relation to the tolerance
Cpk: position of the process middle value in relation to the tolerance limits.
K: factor for centering of a process
Process Capability